19/08/2015
Depuis quelques mois, je gère le site HAUT FOURNEAU ou H.F. que l'on trouve à l'adresse http://haut.fourneau.monsite-orange.fr. Pour des raisons inconnues, depuis la mi-juin, il m'est devenu impossible de modifier ce site. Dans l'attente d'une réparation, je me suis résolu à ouvrir ce nouveau site pour achever certains chapitres qui étaient en cours d'élaboration et continuer à enrichir le sujet du haut fourneau.
Au lecteur qui ne connaît pas HAUT FOURNEAU ou H.F., je recommande d'aller le consulter avant d'explorer ce site.
Les conditions d'emprunts éventuels restent les mêmes que pour HAUT FOURNEAU OU H.F. Ce site est également évolutif comme le précédent.
Comme dit dans Haut fourneau ou H.F., je rappelle que les références entre [ ] sont les références du Glossaire du Haut Fourneau.
Maurice BURTEAUX.
mise à jour : 20/10/2015
1a) Une vie de haut fourneau. 1ère époque (jusqu'au 18ème s) Prologue. Naissance et généalogie. Enfance.
1b) Une vie de haut fourneau. 2ème époque (# 19ème s.) : Adolescence.
1c) Une vie de haut fourneau. 3ème époque (à partir du 20ème s.) : Vers la maturité. Fin de ce chapitre sur ce site.
2) Définitions (essai d'une définition raisonnée) et traductions. Bas et haut fourneau.
3) Le Glossaire du haut fourneau.
4)-La construction du haut fourneau.
I-Le garnissage réfractaire. II-La protection du haut de cuve. III-Le refroidissement. IV-Le blindage. V-La réfection.
5) L'accrochage (incident de marche).
6a) Senelle, une batterie de hauts fourneaux en Lorraine.
6b) Dunkerque, une batterie de hauts fourneaux sur le sable. Continuation en cours sur ce site.
7) Carbone et haut fourneau.
8) Le haut fourneau. n'est pas indestructible.
9) Le blocage de creuset du haut fourneau.
10) Fonctionnement du haut fourneau. 10-1- La mise à feu (Suite infra dans 6-Compléments) . 10-2-La surveillance de la marche.
11) Structure du haut fourneau.
12) Les entrailles du haut fourneau. 12-1-La zone de fusion
13) Le garni (et l'opération de descente des charges).
14) La circulation du gaz et le mouvement des matières dans le haut fourneau.
15) Les injections aux tuyères du haut fourneau.
16) Les plus gros hauts fourneaux mondiaux
17) Les batteries de hauts fourneaux.
18a)-Plus sur les hauts fourneaux : I- Comment tâter la fonte du haut fourneau. II- Le feu a percé au gueulard. III-Quand le gueulard du haut fourneau était ouvert. IV-Un canon pour sauver un haut fourneau. V-Une réparation en marche au haut fourneau. VI-Un tremblement de terre. VII-Zinc et haut fourneau. VIII-Traiter la fonte dès sa sortie du haut fourneau. IX-Sondage de tuyère.X-La gueuse. XI-La fonte liquide arrive à l'aciérie. XII-De longues campagnes.
18b)-Encore plus sur les hauts fourneaux. i-La transition du charbon de bois au coke. II-Une ambiance de haut fourneau. III- IV-L'effusement du laitier. V-La vanne d'échappement ou snort valve. VI-Les hauts fourneaux normalisés.VII-Haut fourneau et hacker(s).VIII-La salle de contrôle. IX-Un haut fourneau ne s'arrête jamais. Suite infra dans 4-Plus sur les hauts fourneaux..
19-Les Lieux de hauts fourneaux. I Les H.Fx de la société de DIETRICH. II-Teesside, un district sidérurgique en Angleterre. III. Un carré de reines à Scunthorpe : Appleby-Frodingham. IV-Les Aciéries de Longwy (bassin de Longwy). V-Paris centre sidérurgique ? (Suite infra dans 6-Compléments). VI-Pauillac. VII-La Suisse.
20-Les Hommes des hauts fourneaux. I-GIBBON. II-GRIGNON. III-Les anciens de l'École centrale de Paris et le haut fourneau. IV-Emile E. chef de fabrication à Senelle.
21a)-Mélanges . I- A propos de fonte moulée. II- La fatigue du personnel à la fin du 19ème s. III- La sidérurgie manque de coke. IV- Où H.G. WELLS imagine un crime au haut fourneau. V- Où SCHILLER s'inspire du haut fourneau. VI- Poème du haut fourneau. VII- Soldats de plomb en fonte. VIII- Un crime au haut fourneau. IX- Un fondeur aristocrate. X-Un bel exemple d'empirisme : l'examen de la fonte en vue d'un moulage en première fusion. XI-Le haut fourneau et le volcan. XII-Le plus petit haut fourneau d'Andrew CARNEGIE. XIII-Le haut fourneau doit-il être couché ou debout ?
21b)-Autres mélanges. I-Représentations du haut fourneau.II-Les 10 commandements des haut-fournistes. III-Du village du fer à la ville de l'acier. IV-La casquette et le haut fourneau. V-Le haut fourneau et le paysage. VI-Citations haut-fournistiques. VII-Un haut fourneau breveté, le H.F. de BOTTEFIELD. Suite infra dans 5-Mélanges, suite.
22-Des apparentés au haut fourneau. I-Le haut fourneau électrique. II-Le haut fourneau bergamasque..III-Le (haut) fourneau RASCHETTE. IV-COREX. V-Le bas fourneau de Liège.
23- LE FER. I-Fer en langues diverses. II-Du fer en cubes.. III-Une production de fer inattendue. IV-Le fer s'évapore-t-il ? V-Le procédé direct. VI-Fer malléable. VII-La rouille. VIII-Tatara et Pincesse MONONOKE IX-Une bombarde en fer ou en fonte ?. X-Un métal mystérieux ?
mise à jour : 20/11/2015.
1-Une vie de haut fourneau. 3ème époque. Suite et fin.
2a-1950-2000. Le Grand Développement. Le vent. I-La production du vent. II-Le réchauffage du vent. III-Le conditionnement du vent; la température de flamme
2b-1950-2000. Le Grand Développement. La coulée. I-Le trou de coulée. II-Les rigoles de coulée. III-Le déroulement de la coulée.
2c-1950-2000 Le Grand Développement. La répartition des charges. I-Définition. II-Historique. III-La mécanisation du chargement. IV-Le développement : incidence de la contrepression. V-Le gueulard à géométrie variable ou GGV. IV-Une révolution, le gueulard sans cloches.
En cours.
3-Dunkerque, une batterie de hauts fourneaux sur le sable. Suite.En cours
4-Plus sur les hauts fourneaux.Suite. : I-Les impuretés dans la fonte..II-Le haut fourneau gigogne; une invention française.III-Gueulard d'un haut fourneau à l'arrêt. IV-Un haut fourneau au charbon de bois dans les années 1830. V-Le haut fourneau et les intempéries.VI-La granulation de la fonte et du laitier.
5-Mélanges, suite. I-Représentations du haut fourneau. Suite. II-Citations haut-fournistiques (reprise de Haut fourneau ou HF et compléments). III-Un peu de poésie. IV-Le haut fourneau de Keldagrim. V-Le haut fourneau stellaire W5.VI-Un épisode guerrier.VII-Les diamants des hauts fourneaux.VIII-Où Victor HUGO découvre les hauts fourneaux.IX-Un exemple de dialogue social..X-Tatouage d'un paysage de hauts fourneaux. XI-Un haut fourneau monastique.
6-Compléments à HAUT FOURNEAU ou H.F.. I-Mise à feu. II-Paris centre sidérurgique ? III-Senelle.
7-Encore plus sur la coulée du haut fourneau. I-La machine à couler. II-On coule directement la fonte dans le mélangeur de l'aciérie. III-Une halle de coulée circulaire.
8-Les lieux de haut fourneau, suite. I-Patural; un système technique ? En cours.
mise à jour du chapitre : 16/08/2015.
Notre héros, c.-à-d. depuis la moitié du 19ème s., le H.F.3 de Denain, est, comme toute la batterie, à peu près entièrement détruit pendant la 1ère Guerre mondiale. La conséquence en est le déplacement de la batterie à Escaudain (on dira ensuite indifféremment H.Fx de Denain ou H.Fx d'Escaudain) dans les années 1920.
Entre les deux guerres, deux grandes nations ont alimenté le récit : les États-Unis et l'U.R.S.S.
A la sortie de la 2ème Guerre mondiale, on a retrouvé Escaudain et son H.F.3, qui verra, parfois avec dépit, la construction du « gros » H.F.5, puis l'agrandissement de ce H.F.5 avec des méthodes inédites, puis la reconstruction du H.F.1 dans un style innovant ; à quand son tour ?
C'est mon tour ! Le bruit courait depuis quelque temps qu'une grosse transformation se préparait; les fondeurs faisaient des hypothèses, y aura-t-il un ou deux trous de coulées ? ; les délégués du personnel supputaient la diminution du nombre de fondeurs; à la charge, les conducteurs de chariots-peseurs, d'ordinaire si peu loquaces à cause de l'habitude de l'isolement, échangeaient des idées sur le futur degré d'automatisation de leur métier. Et voilà que des machines et une nuée de démolisseurs s'affairent autour des H.Fx 2 et 4 ; il faut faire de la place, on les met à terre. C'est avec nostalgie que j'envisage la disparition de mes deux compagnons avec lesquels j'ai traversé près d'un demi-siècle !
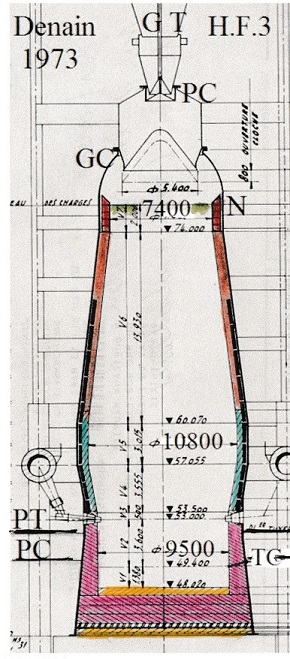
Pour le coup, ma transformation est considérable, pour les dimensions d'abord : ma hauteur utile passe de 19,90 à 23 m ; ma hauteur totale augmente de 22,75 à 27,98 m; mon diamètre de creuset croît de 6 à 9,5 m ; mon volume total explose, comme on dit maintenant, de 788 à 1856 m3. Avec ces dimensions, j'aurais fait éclater l'ancienne tour carrée, on m'en a construit une plus grande, et dans cette nouvelle tour, on m'a donné la même structure que celle du «petit» H.F.1, à savoir un refroidissement par stave-coolers : 351 plaques en 10 rangées depuis les tuyères jusqu'au 3/5 de la cuve. Et suprême fierté, on m'installe deux trous de coulée en prévision d'une production qui pourra atteindre 3700/3800 t/j. En 1973, je suis (enfin !) devenu l'égal des H.Fx 1 et 2 de Dunkerque !
Ci-dessus, plan 96956 USINOR Denain 05/09/1974.
GT = goulotte tournante qui reçoit le coke et le minerai amenés par le skip. PC = petite cloche. GC = grande cloche. N = niveau de chargement visé, il est souligné par une bande verte. PT = plancher des tuyères, dont le niveau est fixé de façon à travailler le plus commodément possible à extraite ou à mettre en place les tuyères. PC = plancher de coulée ou de travail, l'orifice du trou de coulée TC est à peu près à son niveau. Les gros chiffres indiquent les diamètres : creuset, ventre et gueulard.
Rouge = protection du haut de cuve. Ocre = béton réfractaire qui a remplacé les briques depuis le bas de la cuve jusqu'au gueulard. Noir = les stave-coolers. Bleu = carbone enrichi en graphite poiur une meilleure conductivtité thermique. Rose = carbone standard. Jaune = silico-alumineux. Petite zone rayée dans le bas du creuset = graphite qui est l'équivalent du réseau de refroidissement par l'huile (voir le chapitre Refroidissement).
Je suis à peine remis en route après agrandissement, que le H.F.5 est refait. Pour l'essentiel on lui donne un refroidissement par stave-coolers et un garnissage réfractaire identiques aux miens. La réduction des épaisseurs des parois entraînent une légère augmentation des diamètres; le creuset passe ainsi de 8,70 à 8,90 m.
En 1974, avec les H.Fx 3 et 5, la batterie dispose maintenant d'un cumul de volumes de l'ordre de 3350 m3, soit une production potentielle d'environ 6700 t/jour, soit 2,4 Mt/an. Le H.F.1 est donc mis en réserve. L'avenir nous souriait !
C'était s'en compter avec le «choc pétrolier» (comme on l'entendait dire) et les ralentissements qu'il provoqua. Le chef de service rappelait ainsi qu'on m'avait arrêté 3 fois pour « chômage » (comprenez excès de production) en 1975, et pour la même raison 2 fois en 1976 et autant en 1977. Dans certains cas, la remise en route a été difficile, et les fondeurs sont venus chatouiller mon trou de coulée n°2 (qui pour, des raisons pratiques, est toujours utilisé en premier dans ces cas-là) avec leur chalumeau à oxygène, efficace pour me soulager de la fonte et surtout du laitier trop froid et peu fluide. En contrepartie, à la longue, cette méthode inéluctable, déteriore peu à peu le réfractaire du trou de coulée. C'est peut-être la raison de la percée de creuset que j'ai subie le 26/07/1977, en bas et à droite de mon trou de coulée n°2. Il a fallu 10 jours pour réparer la brèche et remettre tout en ordre.
Mais je dois à la vérité de dire que, pendant que je me morfondais en attendant la fin de la réparation, j'entendais raconter par certains que la vraie cause était peut-être la percée (le 11/05/1977) du «tonneau», organe de refroidissement placé au-dessus du trou de coulée. On sait que l'eau et le carbone du garnissage du creuset ne font pas bon ménage : avec les niveaux de température dans le creuset C + H2O → CO + H2, et le carbone disparaît sous forme de gaz !
Et il y eut aussi d'autres épisodes douloureux. Celui qui m'a le plus marqué est survenu le 03/12/1976. Ce jour-là, un dégarnissage monumental me secoua de la tête au pied et une masse de matières solides chuta dans le creuset ; en tombant sur les tuyères, cette masse en a fait basculer un certain nombre vers le bas, entraînant parfois la tympe dans le mouvement. Au total, 6 tympes et 9 tuyères ont été mises hors service.
Les malheurs décrits ci-dessus étaient-ils des présages ? Vers la fin de l'année 1979, des bruits courent sur les planchers de coulée : il faut réduire les effectifs à Denain à un niveau tel qu'on ne voit pas comment les H.Fx vont rester à feu, et pourtant nous sommes très compétitifs. Le 12 décembre c'est la confirmation et le 13 nos fondeurs, à l'exception de quelques uns assurant la sécurité, quittent l'usine pour manifester, ce sera la première de nombreuses manifestations, parfois violentes. Mais rien n'arrête la mécanique ; le H.F.5 a été arrêté en décembre, et seul je continue jusqu'à l'arrêt final. Le 27 juillet 1980, on me fait une descente des charges. «Dans la nuit du 27 au 28 juillet, le H.F.3 a produit sa dernière coulée de fonte... Les deux jours suivant, il a été vidangé complètement. On précise même que le processus a été mené de telle sorte qu'il serait à même de redémarrer un jour, quand même pas trop lointain, si le besoin s'en faisait sentir. On a endormi le monstre avec beaucoup de soins... Mais chacun sait bien que ce sommeil prolongé va achever le H.F., qu'il ne se réveillera jamais.» Les feux éteints. Robert DENOYELLE. Guy Cattiaux. 1988. p.128.
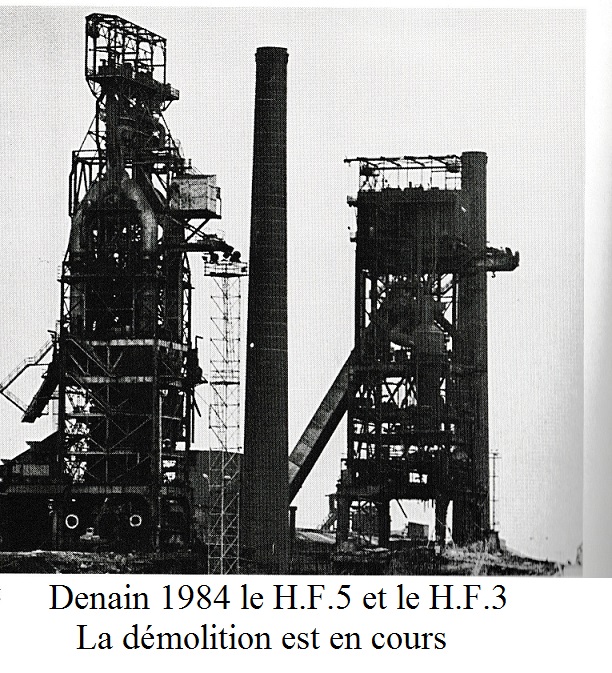
Ci-dessus photo La Voix du Nord tirée du livre de R. DENOYELLE, p.xiv.
C'est fini. A Denain, après 145 ans de présence, il n'y a plus de H.Fx. Le H.F.3 qui nous a fait parcourir l'histoire de cette espèce de fours très particuliers, s'éteint en même temps. Si, parce qu'il fut en pierre, il reste quelques traces de sa première vie dans une forêt reculée, à Denain par contre, il n'en reste rien du tout. C'est le symbole de la disparition des sites anciens, disparition qui va se poursuivre pendant une dizaine d'années et verra de nombreux services de H.Fx être remplacés par des friches : Senelle bien sûr (voir son histoire dans HAUT FOURNEAU ou H.F.), mais aussi, pour citer quelques exemples, la SMN à Mondeville, Rombas, Joeuf, la SMK à Knutange, Neuves-Maisons, Moyeuvre, etc., etc. D'après le Glossaire du H.F., on comptait en France en 1976, 67 H.Fx dont 48 en activité ; l'importance du nombre de H.Fx inutilisés (près de 30 %) est le signe que le déclin était en route. En 2000, il ne restait que 10 H.Fx, dont la moitié sur deux anciens sites, Patural (appelé aussi Hayange ou récemment Florange) et Pont-à-Mousson.
Ci-dessous, les restes du H.F. du Dorlon (à Allondrelle, 54280) qui a fonctionné de 1691 à 1859. Photo et information d'après L'industrie du fer en Pays-Haut de Marcelle RIDEAU. 1987.
Cette photo montre ce qui peut rester d'un H.F. installé dans un lieu isolé, arrêté à la moitié du 19ème s. (comme le prédécesseur du H.F.3 de Denain) et abandonné.

mise à jour du chapitre : 09/09/2015.
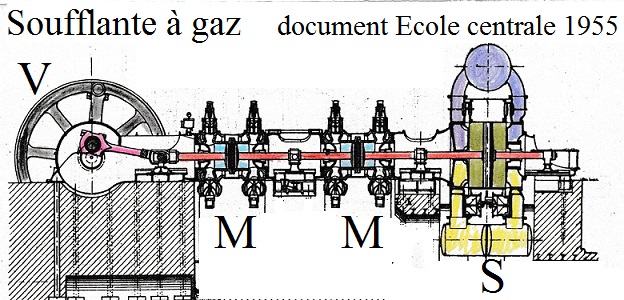
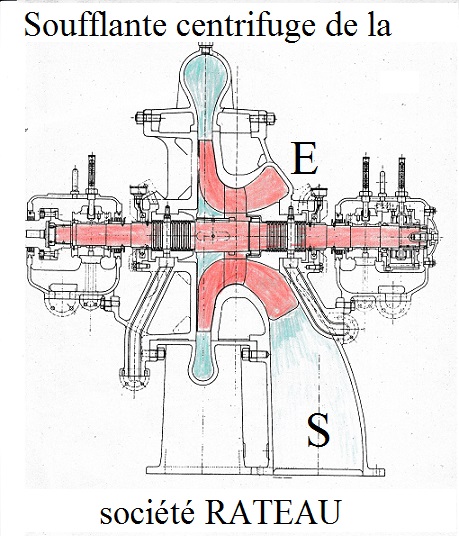
Dans Une vie de H.F., nous avons quitté la fin du 19ème s. avec l'alimentation en vent du H.F. par une SOUFFLANTE À GAZ DE H.F. Cette machine va être la plus employée au début du 20ème s. : elle se nourrit du gaz de gueulard qui est pauvre et donc inapte à la commercialisation (il est de plus très dangereux) ; c'est une machine qui tourne lentement (60 à 80 tours/minute), et est donc peu sujette à l'usure rapide ; c'est donc une machine sûre, caractéristique importante pour le haut-fourniste et pour son fourneau. La visite de la salle des soufflantes inspire d'ailleurs la confiance quand on voit l'arbre reliant moteur et soufflerie qui glisse lentement à droite puis à gauche, et le mouvement majestueux du grand volant qui régularise le fonctionnement. S'ajoute à cela un sentiment de sécurité en voyant de tableau de commande de la centrale, si, comme à Senelle, on a disposé sur un mur de marbre, les appareils indicateurs à cadran en cuivre. Le seul inconvénient sérieux de cette machine était de ne pas accepter une teneur élevée en hydrogène dans le gaz de H.F. Si c'était le cas, elle faisait de l'avance à l'allumage comme un vulgaire moteur d'automobile, et se mettait à cliqueter. La teneur maximum considérée habituellement comme supportable était 7 % d'hydrogène.
La figure ci-dessous montre une soufflante à ga z. Le cylindre soufflant S (en vert), a un diamètre interne de l'ordre de 3 m ; il est alimenté en air par dessus (circuit violet) et l'échappement se fait par-dessous (circuit jaune). Les deux moteurs à gaz (dont les cylindres sont en bleu) sont en M et M. C'est la disposition habituelle d'une machine à 4 temps, elle est dite en tandem : le piston de chacun des moteurs agit sur une même tige (en rouge) qui actionne à droite le piston du cylindre soufflant, et qui à gauche, est reliée par une manivelle au volant V. Avec une telle soufflante on pouvait obtenir environ 90.000 m3/heure, pour une vitesse de 70 à 80 tours/minute, et une pression de vent aux tuyères de l'ordre de 0,8 bar. On pouvait associer deux machines identiques, reliées au même volant ; à Senelle la soufflante ZT14 qui avait cette disposition produisait 120.000 m3/heure à 83 t/minute et pour une pression de vent de 0,8 bar.
Le besoin de débit de vent.
Théoriquement il faut 4000 m3 de vent pour brûler 1 tonne de coke, mais dans le H.F., l'oxygène des minerais est également utilisé pour brûler du coke, si bien, qu'à l 'époque des soufflantes à gaz, on estimait qu'il fallait seulement 3000 à 3500 m3/t de fonte. Une soufflante comme la ZT14 de Senelle pouvait donc fournir assez de vent pour consommer mettons 40 t/heure de coke, soit 960 t/jour. Ensuite intervient la consommation de coke/t de fonte : dans une marche lorraine on pouvait considérer par exemple 0,6 t de coke/t de fonte ; la production correspondante est alors 960/0,6 = 1200 t de fonte/jour, c.-à-d. ce que produisait au mieux les H.Fx 5 et 6 de Senelle.. Ce petit calcul montre que la soufflante à gaz avait sa chance au point de vue débit, d'autant plus qu'on pouvait alimenter un H.F. par 2 ou plusieurs machines. Effectivement à Senelle comme à Denain, installées dans les années 1920, elles ont fonctionné jusqu'à l'arrêt, dans les années 1970 à 1980, des « petits » fourneaux qu'elles alimentaient. En 1939, l'usine de Differdange installait encore une soufflante considérée comme la plus grosse jamais construite et qui développait 11.000 CV (8100 kW), contre environ 2500 CV (1840kW) pour les soufflantes ci-dessus.
Le besoin de pression.
Mais le HF. n'a pas seulement besoin d'un débit de vent ; il faut que la soufflante qui l'anime donne au vent une pression suffisante pour le gaz qu'il génère aux tuyères puissent traverser la charge et aller jusqu'au gueulard ; là, la soufflante à gaz, c.-à-d. à piston, est défavorisée, par son principe même (exemple d'ANGLÈS d'AURIAC p.361 : pression = 0,8 bar, débit = 670 m3/minute ; pression = 1 bar, débit = 600 m3/minute) et par les pertes (fuites aux joints, espace nuisible, soupapes = 17 à 20 % selon le même auteur p.336) qui ont tendance à augmenter avec la pression.
Ainsi dès le début du 20ème s., souvent pour les H.Fx très productifs, on s'orienta vers les soufflantes rotatives (parfois appelées à l'époque compresseurs), et d'abord à la SOUFFLANTE CENTRIFUGE, souvent à une seule roue. Du fait de leur construction ces soufflantes peuvent être actionnées par un moteur électrique ou par turbine à vapeur, ce qui conduit à une machine bien plus simple et plus légère que la soufflante à gaz.
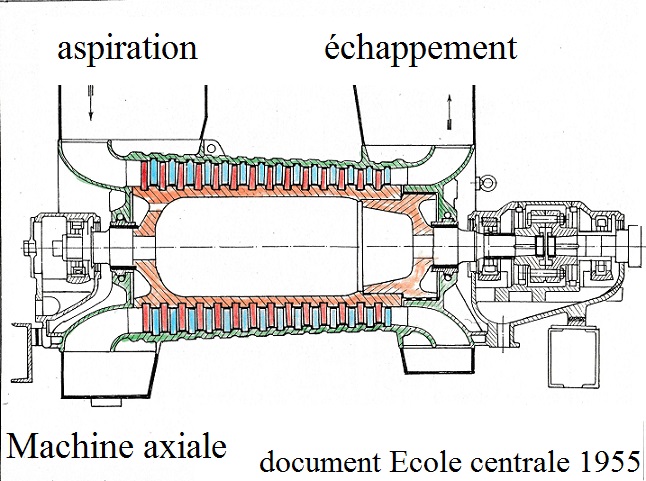
La soufflante cenrtrifuge a été peu utilisée. Elle a été parfois installée comme moyen de remettre en route une usine complètement arrêtée ; en effet dans ce cas il n'y a pas de gaz dans l'usine et donc pas de soufflante à gaz pour remettre à feu au moins un H.F. Si on dispose d'une chaudière ou si on est relié à une source d'électricité extérieure, une soufflante centrifuge mue, selon le cas, par turbine à vapeur ou un moteur électrique permet de souffler au moins un H.F. Pour ce qui est des performances, je rappelle (voir Senelle dans Haut Fourneau ou H.F.) que la soufflante centrifuge SACM transférée de Louvroil à Senelle développait une puissance de 7000 kW , c.-à-d. entre 3 et 4 fois ce que développait une soufflante à gaz ordinaire.D'après [POSS] la courbe débit/pression de la soufflante centrifuge assure une réserve de pression (par exemple quand le H.F. est accroché) sans diminution sensible du débit, mais par contre elle ne permet pas de grandes variations de débit (sauf à construire des machines à plusieurs étages complexes et encombrantes) . Ci-dessous, le schéma (origine Ecole centrale 1955) montre la section longitudinale d'une soufflante axiale. Le rotor composé de l'axe horizontal et de plusieurs pales est coloré en rouge. En E on voit l'entrée d'air mais cette coupe est trompeuse. Si, placé à droite de cette figure on voyait la machine de face, l'entrée apparaîtrait comme une sorte de tore ouvert en deux, c.-à-d. que l'aspiration se fait tout autour de l'axe de rotation. L'échappement du vent produit se fait par S.
LA SOUFFLANTE AXIALE. C'est une machine rotative dans laquelle le flux d'air circule parallèlement à l'axe de rotation (alors que le flux s'éloigne de l'axe dans la machine centrifuge) ce qui amène à de bons rendements. La figure ci-dessous montre le principe d'une machine axiale (ici un compresseur); elle comprend un stator (en vert) constitué par le corps de la machine, sur lequel sont fixées des ailettes (fixes ici et en bleu). A l'intérieur de ce stator on fait tourner un rotor (en marron) sur lequel sont fixées des ailettes (en rouge). L'air entre côté gauche ; il est entraîné vers la droite par les ailettes du rotor et est comprimé au fur et à mesure de son avancement. Le « vent » sort à droite.
D'après [POSS], la courbe débit/pression de la soufflante axiale est favorable à l'obtention de gros débits, de plus elle a, comme dit ci-dessus, un bon rendement (87 à 89 %) ; on peut ajouter que sa conception est simple et son encombrement faible. L'apport du Grand Développement va être de permettre à la soufflante axiale de s'adapter aux caprices du H.F. (ou du haut-fourniste!) en offrant différents modes de réglage et en particulier celui qui consiste à équiper le stator d'aubages mobiles. Les avantages de cette formule vont faire que la soufflante axiale à aubes statoriques orientables, va se répandre largement. Dans les années 1980, la soufflante du H.F.3 de Dunkerque avait par exemple les possibilités suivantes (valeurs approximatives) : Varax = ouverture des aubes statoriques.
Pour une pression de 2 bars ; débit = 160 à 210.000 m3/heure. Varax = 57 à 85° (maxi)
Pour un débit de 185.000 m3/heure ; pression = 1 à 3,1 bar. Varax =60 à 70 °.
[POSS] : Possibilités actuelles des soufflantes axiales pour le soufflage des H.Fx modernes. Par C. LANGLAGE. C.I.T. n°5.1971.
Caractéristiques des soufflantes du H.F.4 de Dunkerque : 3 machines SULZER VAS 10023, dont 2 pour souffler le H.F. en parallèle et une en réserve. Pour chaque machine : Débit vent = 300000 m3N/heure. Pression effective du vent = 5,5 bars. Puissance = 26750 kW. Vitesse = 3000 tours/minute. Moteur synchrone = 30 MW.Groupe de lancement commun aux 3 soufflantes.
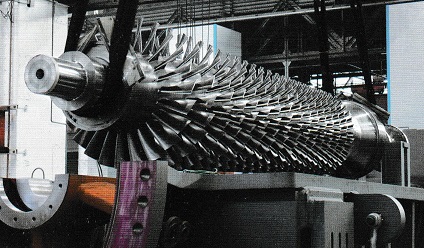
La photo ci-dessous (origine Metals and Mining 3/2007) montre le rotor d'une soufflante axiale. Ce n'est pas très évident sur le cliché mais on peut voir que ce rotor est constitué d'un certain nombre de roues accolées, chaque roue (ou étage) étant composée d'un disque sur lequel sont fixées les aubes. C'est un élément supplémentaire de l'adaptabilité de cette machine, on peut par exemple prévoir un nombre de roues mais n'installer que le nombre exactement nécessaire : A Senelle la soufflante pouvait contenir 12 roues mais compte tenu de l'utilisation de la soufflante, seulement 10 étaient en place
La salade d'ailettes.
L'inconvénient de la soufflante axiale est la sensibilité des ailettes aux conditions extrêmes de fonctionnement de la machine, qui sont parfois imposées par la marche du H.F. Vers les basses pressions, se trouve une zone où les ailettes vibrent, ce qui conduit au vieillissement accéléré du métal. Vers les hautes pressions, on peut atteindre une limite dite de pompage: pendant ce pompage la soufflante aspire une partie du vent qu'elle produit, ce qui provoque de violentes contraintes sur les ailettes et une augmentation importante de leur température; une sécurité d'anti-pompage protège normalement la machine à condition que la sécurité ait le temps de réagir, c.-à-d. qu'au H.F. la manoeuvre ne soit pas excessivement rapide. Il arrive que, la soufflante subissant exceptionnellement ces conditions extrêmes, des ailettes fragilisées cassent et dans ce moulin tournant à 3000 tours/minute, il faut très peu de temps pour que toutes les ailettes soient cassées; c'est la salade d'ailettes. Les constructeurs de soufflantes ont des ailettes brutes en réserve; il faut les usiner pour leur donner le profil prévu spécialement pour chaque machine; en 1971 dans [POSS], l'un d'eux, SULZER, annonçait 4 semaines pour faire ce travail. Il faut ensuite les monter. Tout cela est très coûteux et il faut ajouter le coût de la perte de production, voire des dégâts faits sur le H.F.
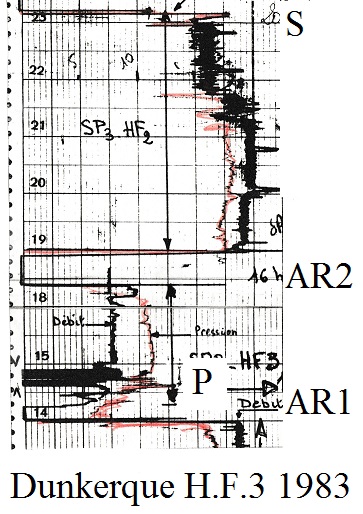
En février 1983, j'ai été confronté à un tel accident au H.F.3 de Dunkerque; grâce à la soufflante de réserve du H.F.4, il y a eu peu de perte de production. Le graphique ci-dessous montre la marche du H.F. pendant les heures qui ont précédé l'arrêt de la soufflante. Le temps se déroule du bas vers le haut. Une partie du graphique sans intérêt est supprimée entre AR1 et AR2. En noir le débit de vent Dv, en rouge la pression de vent Pv. On voit un premier arrêt AR1 (Dv et Pv = 0), à la suite duquel, (probablement à cause d'une pression trop élevée associée à un débit trop faible) la machine entre en pompage (P, le débit varie si vite que l'enregistreur ne marque qu'un gros trait horizontal). Un autre arrêt AR2 montre que le H.F. a des problèmes. En S la soufflante s'arrête, ailettes cassées, après environ 2 heures pendant lesquelles le débit et la pression de vent ont varié anormalement.
Je désigne l'équipement chargé de cette fonction du nom d'appareil à vent chaud, contrairement à la coutume française qui veut qu'on le désigne sous le nom de cowper ou, plus rarement d'appareil COWPER ; les Italiens ont adopté une appellation du même genre avec forno cowper. En allemand on dit Winderhitzer (chauffeur de vent), chez les Anglo-Saxons, hot stove (four très chaud), en Espagne estufa (poêle), en Suède vaarm apparat (appareil chaud).
Vers 1950, en Europe, le réchauffage du vent est fait par des appareils à vent chaud de type COWPER ; aux États-Unis, un certain nombre des appareils à vent chaud sont encore des dérivés de l'appareil WHITWELL, tels les KENNEDY. Tous ces appareils fournissaient une température de vent généralement de 7 à 800 °C, avec un maximum vers 1000°C.
L'AUGMENTATION DE TEMPÉRATURE DU VENT.
La nouveauté du Grand Développement a été d'augmenter spectaculairement cette température et d'atteindre industriellement 1200 à 1250 °C, avec des pointes à 1300 °C. A partir des années 1960, se développa toute une technologie nouvelle pour atteindre cet objectif ; je vais passer en revue ces nouveautés sans référence à la chronologie mais plutôt à la logique des besoins à satisfaire.
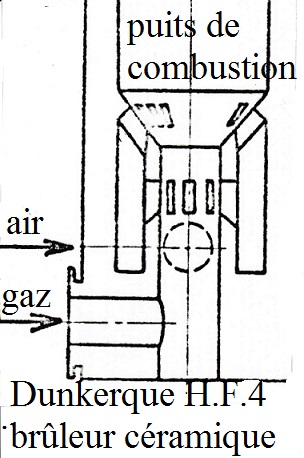
Tout d'abord, il faut obtenir une température de la coupole d'au moins 1500 °C., cela n'est possible qu'avec une température de fumées plus élevée, qu'on ne peut atteindre en brûlant du gaz de H.F. seul : l'enrichissement du gaz est nécessaire ; à Senelle pour arriver à dépasser un peu 1000°C de température de vent, on dopait le gaz de H.F. avec de l'essence légère ; quand on dispose de gaz de la cokerie, comme à Dunkerque. c'est un moyen de le valoriser : le gaz cokerie contient 19,7 MJ/m3 contre 3,35 MJ/m3 pour le gaz de H.F.. De plus, il faut prévoir pour le brûleur, de gros débits de gaz et d'air, et une température de fonctionnement plus élevée : le brûleur métallique habituel ne convient plus et l'on installe un brûleur céramique, en briques de qualité adéquate.
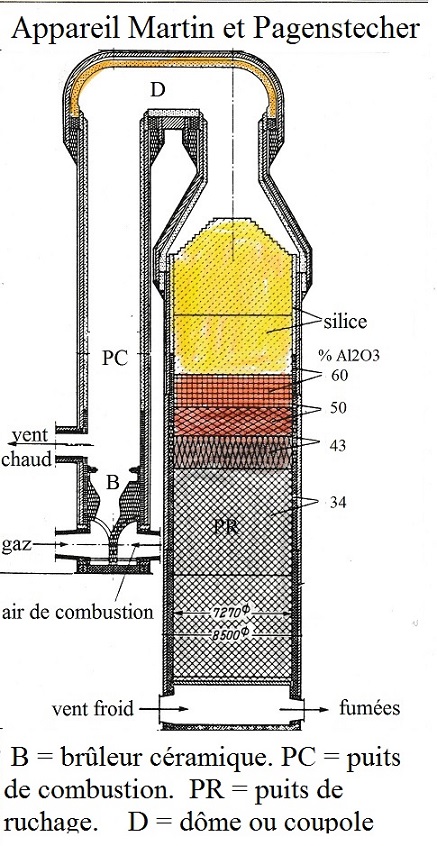
Avec l'élévation de la température de la coupole et de la partie haute du ruchage, les produits silico-alumineux classiques utilisés pour les briques de ruchage et pour le garnissage intérieur de la coupole ne conviennent plus, il faut installer un produit plus réfractaire, ce sera la brique de silice pratiquement pure dont la température de fusion est de 1725 °C. L'inconvénient de la silice est qu'elle subit plusieurs transformations cristallines réversibles en fonction de la température et que chacune de ces transformations provoque une variation de volume, et donc des tensions dans la construction. M. LEFORT (Ecole centrale 1955) indique que ces transformations dépendent de l'histoire thermique de la brique, il propose donc une formulation « pratique » : le quartz (cristallisant dans le système rhomboédrique) est stable jusqu'à 867 °C ; au-delà il se transforme en tridymite (crist. orthorhombique) stable jusqu'à 1470 °C ; au delà il se transforme en cristobalite (crist. quadratique) stable jusqu'à la fusion à 1750 °C. Il est évident que la transition à 1470°C est franchie lors de la mise en température de l'appareil à vent chaud, et inversement lors de la baisse de température en cas d'arrêt de l'appareil ; il faut donc franchir ce palier avec beaucoup de précautions, c.-à-d. avec une évolution de température extrêmement lente. Les haut-fournistes ont supporté cet inconvénient jusqu'à ce qu'ils choisissent de mettre à la place de la silice des briques de kerphalite (silico-alumineux à 60 % d'alumine, avec une température de fusion de 1800 °C) très coûteuses, et qu'on avait écarté des appareils à vent chaud pour cette raison. Lors de la réfection du H.F.3 de Dunkerque en 1984, on a remplacé les briques de silice par ce matériau.
La figure ci-dessous tirée de Stahl und Eisen septembre 1986, montre les réfractaires utilisés classiquement dans les appareils à vent chaud vers 1980 : silice pour garnir la coupole et le haut du ruchage et silico-alumineux plus bas; la teneur en alumine Al2O3 de ces matériaux varie en fonction de la température dans chaque zone.
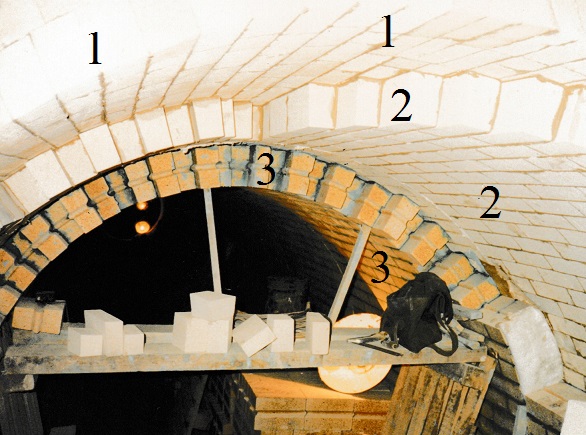
Tout le circuit emprunté par le vent, depuis l'appareil à vent chaud jusqu'aux tuyères du H.F., est concerné par l'augmentation de température. Je retiens ici trois points importants. Pour la conduite et la circulaire à vent chaud, le garnissage réfractaire est à améliorer, de même que l'isolation thermique (pour limiter les pertes calorifiques et limiter la température de la tôlerie). En 1987, au H.F.4 de Dunkerque, on a ainsi garni ces conduites de 4 rouleaux de briques, avec côté tôle 2 rouleaux de briques isolantes, puis un rouleau de briques semi-isolantes, et enfin côté vent un rouleau de sillimanite (silico-alumineux à 60 % d'alumine). Ci-dessous, photo SOFRESID. On y voit dans la conduite à vent chaud, en 1 la couche blanche formée par le deuxième rouleau de briques isolantes. Sont en cours de pose, le rouleau 2 (blanc) de briques semi-isolantes et le rouleau 3 (ocre) de sillimanite. Pour augmenter la stabilité de la maçonnerie, les briques de sillimanie possèdent un cordeau (à gauche), qui s'emboîte dans la rainure (à droite) de la brique voisine.
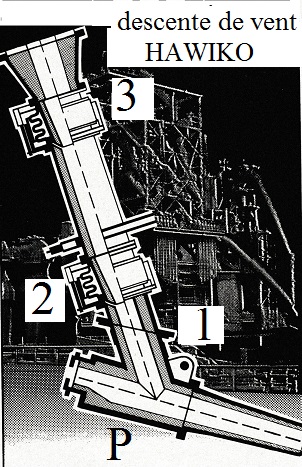
La descente de vent devient un lieu très sensible. Avec une forte température de vent, les fuites sont interdites, d'autant plus que le vent peut être enrichi en oxygène ; toute fuite peut devenir très vite un chalumeau qui fait un trou dans la descente et oblige à arrêter immédiatement le H.F. On a donc cherché à maintenir fermement les éléments démontables, tout en laissant à l'ensemble une possibilité de dilatation. Ci-dessous sur le placard publicitaire, on voit en 2 et 3 des joints élastiques (protégés par une boîte en tôle) qui jouent un rôle de rotules et donnent de la souplesse. Pour changer une tuyère, on y accéde en démontant la partie P (c'est le porte-vent ou busillon), ce qui se fait en enlevant les boulons qui serrent les deux brides du joint 1.
LES DIFFÉRENTS TYPES D'APPAREILS À VENT CHAUD.
Avec puits de combustion intégré.
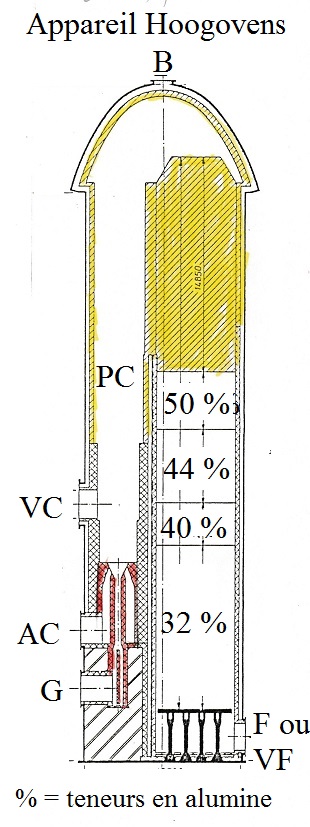
L'appareil à vent chaud type cowper prédominant vers 1950 comprenait un puits de combustion et un ruchage installés dans une même enceinte cylindrique et verticale. Certains, comme les sociétés Hoogovens au Pays-Bas et Kobe Steel au Japon, décidèrent de régler les problèmes apportés par l'élévation de température du vent dans le cadre de cet appareil. La figure ci-dessous extraite d'une contribution de Patrick DHELFT au séminaire IRSID de 1983, montre l'appareil Hoogovens. Par rapport à l'appareil classique on remarque une coupole plus arquée et dont la base déborde par rapport à la partie cylindrique, l'utilisation de briques de silice (en jaune) et le brûleur céramique (en rouge). G = arrivée du gaz, AC = air de combustion, VC = sortie du vent chaud,, PC = puits de combustion, VF = entrée du vent froid ou F sortie des fumées, selon l'azimut. B= bouchon de coupole par lequel on accède au garnissage qui comporte en cet endroit un logement où se trouve le thermocouple qui mesure la température.
Avec puits de combustion séparé.
Le puits de combustion intégré présente certains risques : 1) En cas de fissures dans le mur qui le sépare du ruchage, il est possible que des fumées très chaudes passent du côté du ruchage à une hauteur où le réfractaire n'est pas prévu pour résister à de hautes températures. 2) Que le puits de combustion soit circulaire ou ovale, l'angle aigu qu'il fait avec le garnissage de la tôlerie a parfois été à l'origine de désordres.
Ce puits présente aussi un inconvénient : les fumées font un demi-tour brutal à la coupole, et de ce fait leur répartition dans le ruchage est très inégale et y provoque des écarts de température dommageables, et de plus le rendement des échanges thermiques en pâtit.
A cause de ce qui vient d'être dit, quand il s'est agi d'augmenter considérablement la température, et (suite à l'augmentation de capacité des H.Fx) d'envisager un accroissement de l'activité des appareils à vent chaud, on a considéré qu'il valait mieux séparer le puits de combustion et ainsi est apparue une génération nouvelle : l'appareil à vent chaud à puits de combustion séparé, dans lequel on distingue le puits de combustion et le puits de ruchage. La première mise en service d'une batterie d'appareils à puits séparé a été faite à Voelklingen en 1960
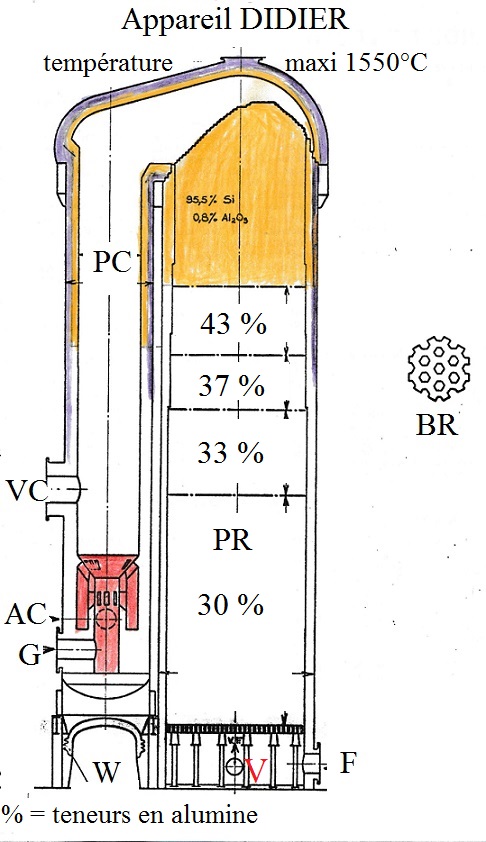
Nous avons vu ci-dessus l'appareil MARTIN et PAGENSTECHER; on voit ci-dessous, l'appareil DIDIER en service aux H.Fx 3 et 4 de Dunkerque. Image tirée du descriptif du H.F.4 en 1971, par J.P. TAVERNE. Les briques de silice sont en jaune ; les briques isolantes qui réduisent les pertes thermiques et évient une trop forte température dans la tôlerie, sont en violet. En rouge, le brûleur céramique. G = arrivée du gaz, AC = air de combustion, VC = sortie du vent chaud,, PC = puits de combustion, PR = puits de ruchage, F = sortie des fumées, V rouge = entrée du vent froid, W = vérin hydraulique qui équilibre le puits de combustion lors des dilatations. BR = coupe horizontale d'une brique du ruchage.
Sans puits de combustion.
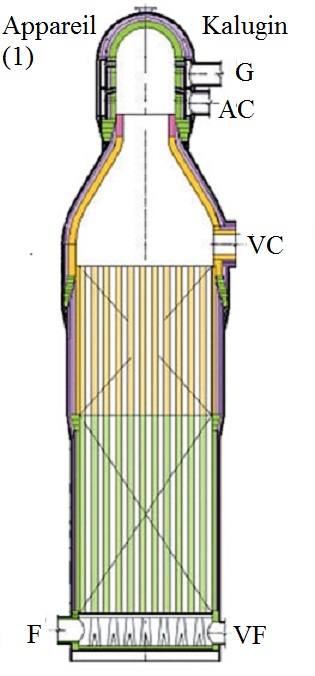
C'est l'idée simplificatrice par excellence, et depuis 1926 de nombreux projets ont été présentés, probablement pas assez convaincants puisqu'il faudra attendre la fin du siècle pour voir une réalisation industrielle. La suppression du puits de combustion implique d'installer le brûleur en haut de l'appareil, autour du dôme : l'installation est difficile et les performances du brûleur ne sont pas assurées. La société russe KALUGIN à Ekaterinbourg a trouvé une solution élégante : faire de la paroi du dôme une sorte de brûleur céramique. En 2007, la société annonçait 99 appareils en fonctionnement et 32 en étude ou construction, dont 4 pour l'un des H.Fx de 5500 m3 de Caofeidian (*) ; depuis des appareils KALUGIN ont été également installés au H.F.5 de Tcherepovets (5500 m3) (*). (*) = voir Les plus gros hauts fourneaux du monde dans HAUT FOURNEAU ou H.F.
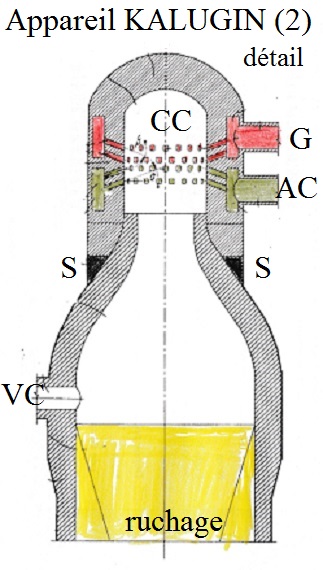
La première figure ci-dessous est tirée de www.kalugin.biz. et l'autre du brevet US 12/665814 de 2013. Notations pour (1) et (2) G= arrivée du gaz, AC = arrivée de l'air de combustion, VC = sortie du vent chaud, VF = entrée du vent froid, F = sortie des fumées. Pour (2) CC = chambre de combustion, S (en noir) : support de la chambre de combustion.
UN GROS PROBLÈME APPARU AVEC LES FORTES TEMPÉRATURES DE COUPOLE : la corrosion nitrique.
« Peu de temps après la mise en service des premiers cowpers à haute température une série d'incidents plus ou moins graves (*) est survenue à ces appareils : le tôleries se fissuraient. Il a fallu plusieurs années pour confirmer que ces désordres étaient dus à des corrosions sous contraintes qui s'amorçaient dans les zones des cordons de soudure (**) grâce à le présence de nitrates alcalins. Le chauffage de l'air à haute température entraîne la synthèse de Nox qui se combinent à l'eau et condensent à la paroi formant avec les isolants des nitrates alcalins. » Patrick DHELFT séminaire IRSID de 1983. t.I p.27. (*) De mémoire, le plus grave aurait été le décollement complet d'une coupole dans une usine allemande. (**) De part et d'autre de la soudure, une zone de la tôle subit u traitement thermique qui induit des tensions dans le métal.
Au H.F.3 de Dunkerque, sont apparues beaucoup de fissures sur les coupoles des trois appareils à vent chaud, ce qui a conduit lors de la réfection de 1983 à remplacer entièrement les tôleries. L'acier utilisé, APS10M a comme analyse C = 0,10 à 0,12 % ; Cr = 2 % ; Al = 0,35 % et Mo = 0,35 %, ce qui lui confère une résistance à la corrosion. De plus, les zones affectées par la soudure ont été chauffées pour en éliminer les tensions.
Au H.F.4, lors de la construction en 1973, la face chaude de la tôle des coupoles des 4 appareils a été peinte puis recouverte d'une feuille d'aluminium gaufrée de 0,3 mm d'épaisseur. Pour assurer l'avenir, entre 1983 et 1987 la tôlerie des coupoles a été doublée par une tôle de 25 mm en acier 15D3. L'espace entre tôle nouvelle et coupole a été rempli avec un produit réfractaire.
Ci-dessous, tiré de nace.org, un exemple de corrosion intergranulaire sous tension.

DES ÉCONOMIES D'ÉNERGIE.
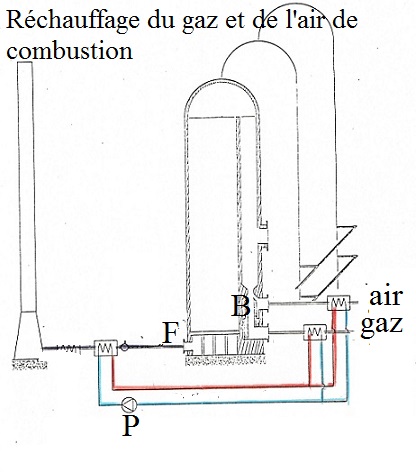
Les fumées des appareils à vent chaud, dont la température atteint 200 à 250 °C, sont, à cause de leur volume, un énorme réservoir d'énergie. On a donc pensé à récupérer cette énergie au profit de ces appareils, en réchauffant le gaz et l'air de combustion avec la chaleur des fumées. Le procédé utilisé au H.F.4 de Dunkerque comprend, 1) un échangeur sur le carneau qui conduit les fumées à la cheminée, 2) cet échangeur réchauffe l'eau d'un circuit à une température maximum de 230 °C (la pression absolue de l'eau est alors de 28,5 bars). 3) l'eau de ce circuit réchauffe respectivement le gaz et l'air de combustion à travers deux échangeurs.
Ci dessous tirée de P DHELFT séminaire IRSID de 1983. t.II fig.2 un exemple du procédé du H.F.4 . En F = sortie des fumées de l'appareil à vent chaud, B = brûleur, P = pompe du circuit de l'eau. En rouge, partie du circuit après échauffement par les fumées ; en bleu , partie du circuit après réchauffage de l'air et du gaz.
Sous cette appellation, on désigne le vent tel qu'il arrive aux tuyères du H.F., avec sa température mais aussi avec des compléments, comme l'humidité, naturelle ou contrôlée ou les injections que l'on pratique aux tuyères.
Au début du 19ème s., un certain BRIANT à Ferrières dans l'Eure constatait l'intérêt de faire couler dans la tuyère un filet d'eau qui se vaposisait. En 1840, à Bolgne en Haute-Marne, COLIN d'ARBOISIÈRE injectait aux tuyères du poussier de charbon de bois. En 1840 aux USA, on dépose un brevet pour injection de gaz naturel aux tuyères. En 1877, C. ALBERTS dépose le brevet allemand n°682 concernant l'injection de charbon. En 1883, M. SHIPPEN à Madvelle, USA, injectait du pétrole dans les tuyères. En 1899, un anglais M.PUGH déposait un brevet pour injection d'huile lourde aux tuyères du H .F. En 1914, à Ougrée, on enrichissait le vent en oxygène. Dans les années 1950, le Soviétiques injectent du gaz naturel et du gaz de cokerie, etc. Au début du Grand Développement, tout avait déjà été essayé ou même faisait l'objet d'exploitation industrielle ; l'apport de cette période va être de développer, parfois de façon considérable, le conditionnement du vent, et surtout d'en étudier l'incidence sur la marche du H.F. et d'en faire la théorie.
L'EXPOSÉ DES MOTIFS.
D'après l'article de J. CORDIER, Les injections au H.F. paru en octobre 1961 dans la Revue de Métallurgie.
L'auteur expose d'abord les conditions à respecter pour pratiquer des injections : « La construction, la marche et la conduite du H.F. ont été mises au point au cours de nombreuses années de tâtonnements et d'expériences. Pour vivre en paix avec l'appareil existant, il faut respecter les conditions qui y règnent. » Il détaille ensuite ces conditions :
« Le profil thermique du H.F. doit être maintenu -pieds chauds et tête froide !-. Pour cela il faut que la masse calorifique des gaz qui montent dans la cuve soit sensiblement équivalente à la masse calorifique des produits solides qui descendent à contre-courant. »
« Il est nécessaire que la température de la zone de combustion (on l'appelera plus loin température de flamme) soit maintenue à son niveau maximum économique. »
« Les cowpers (appareils à vent chaud) sont un investissement très important, il faut les utiliser au maximum de température compatible avec une bonne marche du H.F. »
« Le monoxyde de carbone, pour les marches en lits de fusion pauvre, n'est qu'un sous-produit coûteux de la combustion du coke. » Conséquence : « Remplacer du CO par de l'H2. »; d'où injecter des produits riches en H2 et pauvres en carbone.
« Pour les lits de fusion pauvres, il n'y a pas assez d'azote (dans le gaz produit aux tuyères) et on aurait intérêt à injecter de l'azote dans le vent froid. »
« On aura intérêt à éviter la formation de carbon-black (carbone pulvérulent résultant de la mauvaise combustion du produit injecté) », parce qu'il risque de provoquer une mauvaise perméabilité de la charge du H.F.
« L'hydrogène améliore le taux d 'utilisation des gaz ainsi que le taux de réduction indirecte. » Conséquence : il vaut mieux injecter des produits riches en hydrogène.
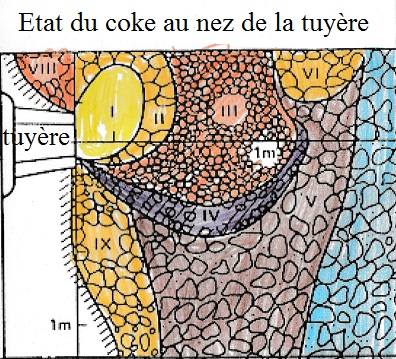
La figure ci-dessous est un document Nippon Steel qui a été établi suite à la dissection du H.F.4 de Kukioka. Il montre l'environnement dans lequel se trouvent les produits injectés aux tuyères du H.F. Remarquer les distances 1 m horizontalement et verticalement. I = La cavité, zone de grande turbulence, pratiquement vide. II = gros coke arrondi par l'usure due au frottement des morceaux les uns contre les autres. III = petit coke arrondi. IV = couche noirâtre, appelée nid d'oiseau composée d'un mélange de graphite, de métal, de laitier et de poussier de coke. V = gros coke et petit coke. VI = gros coke, anguleux, sombre avec des gouttes de laitier et de métal. VIII = petit coke, sombre avec des gouttes de laitier et de métal. IX = coke de dimensions moyennes imprégné de laitier. En bleu = mélange de gros coke sombre ou brun.
J. CORDIER examine ensuite les problèmes technologiques.
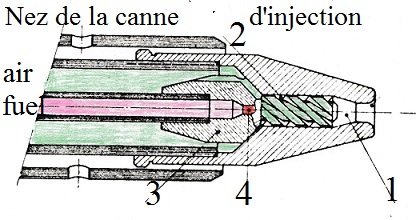
Pour les combustibles, un point très important est d'éviter la formation de carbon black : la condition nécessaire est d'assurer une combustion complète et de plus, d'assurer cette combustion très vite à la sortie de la tuyère dans une zone qui, dans la figure ci-dessus est grossièrement limitée à un mètre. Le combustible qui se perd au-delà dans le massif de coke, ne peut plus être brûlé convenablement et formera du carbone pulvérulent non seulement inutile pour l'apport calorifique mais en plus gênant pour la marche du H.F. et de l'épuration du gaz. L'idée de gazéifier les combustibles a été expérimentée et rejetée à cause de sa complexité et de son coût. On a donc cherché à pulvériser le plus complètement possible le liquide pour augmenter la surface de contact entre le vent la goutte de fuel ou d'huile. Ci-dessous, tirée de l'article de J. CORDIER, un exemple de pulvérisateur placé à l'extrémité de la canne qui injecte le fuel dans la tuyère : on considère que la pulvérisation dans le courant de vent chaud est insuffisante et l'on confie ce rôle à de l'air comprimé (en vert) auquel la pièce 2 (en vert) donne un mouvement hélicoïdal. Dans la chambre 1 le fuel et l'air se mélangent. En 4, buse d'arrivée du fuel. 3 = pièce pour centrer la buse.
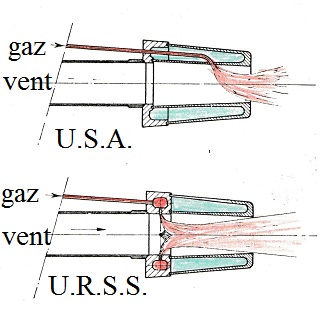
Pour le produits gazeux, le mélange avec le vent chaud se fait facilement, il suffit d'introduire le combustible à un endroit judicieux. La figure ci-dessous tirée du même document montre un exemple américain et un exemple soviétique.
Aux U.S.A., le tube de gaz traverse la chambre d'eau (en bleu) de la tuyère dans la partie de celle-ci qui est habituellement en tôle de cuivre chaudronnée ; le travail est donc assez compliqué et il doit être exécuté avec grand soin, sinon il y a un risque de fuite d'eau, ce qui condamne la tuyère et oblige à arrêter le H.F. pour la remplacer.
En U.R.S.S. par contre, le gaz arrive dans la partie de la tuyère qui est généralement moulée et au moulage il est facile de ménager le passage du gaz.
Au nez des tuyères, la combustion du coke et des combustibles injectés fabrique un gaz réducteur et chaud. On a vu ci-dessus qu'il était souhaitable de ne pas modifier la température de cette région, que l'on appelera maintenant température théorique de flamme, TTF,, et que l'on dit adiabatique parce son calcul est fondé sur l'hypothèse qu'il n'y a pas d'échanges de chaleur entre cette zone et le reste du creuset. On écrit donc l'égalité suivante :
TTF = [(chaleur sensible du coke entrant dans la zone) + (chaleur sensible des autres produits entrant dans la zone) + (chaleur de combustion du coke et des produits injectés) – (chaleur de crackage des produits carbonés) – (chaleur de décomposition de l'eau)]/ [(le volume de gaz produit)x(la capacité calorifique du gaz produit)]. Tous les termes du deuxième membre de l'équation sont calculables sauf la chaleur sensible du coke, qui se détermine à partir de sa température, température qu'on ne peut mesurer. On fait donc une hypothèse, qui peut être différente selon les auteurs : dans les années 1980, pour l'IRSID, la température du coke est 1500 °C, pour le Japon c'est 1550 °C ; ce qui signifie que, toutes choses égales d'ailleurs, la température théorique sera toujours plus élevée au Japon que pour l'IRSID.
Par ailleurs, il est clair que la température théorique dépend des combustibles et de tout autre produit arrivant dans le H.F. avec le vent et l'on va donc établir une formule qui tienne compte de tous ces éléments. J'en cite deux ici, usuelles en 1980 (Tvent = température du vent).
TTF IRSID = 1455 + 0,8Tvent - 5,9(H2Oen g/m3 de vent) – 3,67(fuel en litre/1000 m3 de vent) + 3,67(O2 en m3/1000m3 de vent).
TTF Japon = 1559 + 0,839Tvent - 6,003(H2Oen g/m3 de vent) – 4,972(fuel en litre/1000 m3 de vent) + 4,972(O2 en m3/1000m3 de vent) ; l'écart habituel avec TTF IRSID est de + 65 °C.
Influence d'autres produits injectés selon l'IRSID. Gaz naturel de Hollande : - 3,4 en m3/t. de fonte. Gaz de cokerie : - 2,3 en m3/t. de fonte. Charbon pulvérisé : - 1,6 à 1,9 en kg/t. de fonte. Slurry (mélange de fuel et de charbon pulvérisé) : - 2,5 en kg /t. de fonte. Azote : + 0,5 en m3/1000 m3 de vent.
Influence des injections sur la quantité de gaz produite dans la zone de combustion.
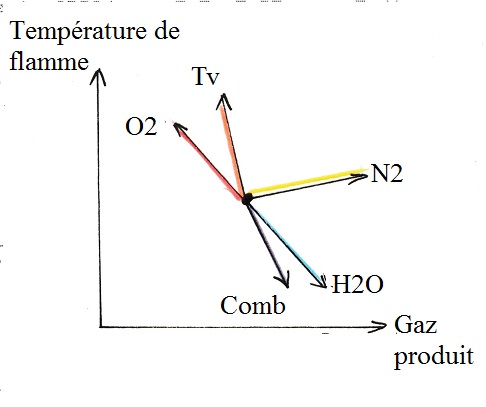
Deux exemples, selon l'IRSID : Fuel : + 2,2 m3 de gaz par kg fuel/t. de fonte. Oxygène : - 3,3 m3 de gaz par m3 d'O2/t. de fonte. Le graphique ci-dessous résume qualitativement, pour les principaux agents, l'effet sur la température de flamme et la quantité de gaz. Tv = température de vent, Comb = combustible (fuel, charbon, etc.)
Voir dans HAUT FOURNEAU ou H.F., le chapitre 15-Les injections au H.F.
LE FUEL.
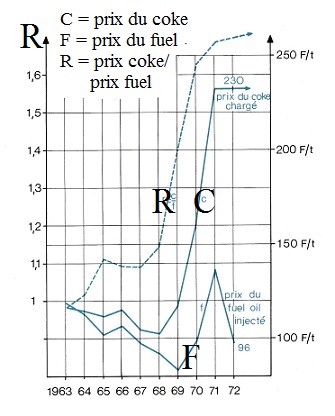
Les USA et l'URSS, bien fournis en gaz naturel commençaient à l'injecter dans les H.Fx, il revint alors à la France d'initier l'injection de fuel avec des essais en 1959 à Pompey, Louvroil et au Boucau. Ces essais incitèrent les Japonais, puis d'autres pays, à en faire autant. En France le développement fut alors rapide, par exemple à USINOR : Louvroil H.F.1 en 1959, H.F.B en 1962, Denain en 1960, Valenciennes en 1961, Senelle en 1963. Vers 1970, le prix du coke ayant pls que doublé, on augmenta les quantités injectés avec généralement un enrichissement du vent en oxygène, et cela jusqu'au choc pétrolier de 1974. Le graphique ci-dessous tiré du Bulletin Technique USINOR, n°3 1973, montre l'évolution brutale du prix du coke. En tirets, le rapport prix coke/prix fuel montre l'incitation à augmenter l'injection de fuel. .
A partir du choc pétrolier, les injections de fuel diminuèrent de plus ou moins rapidement jusqu'à ce qu'on atteigne la marche en coke seul ou la marche sans fuel . Expressions étonnantes quand on se rappelle que c'était pratiquement la seule marche utilisée depuis le début du 19ème s. ! En fait l'injection de fuel avait apporté un moyen souple de réglage de la marche et sa teneur en hydrogène avait amélioré le fonctionnement du H.F. L'expression « marche sans fuel » exprimait le regret d'avoir à abandonner ces avantages à cause du prix du fuel.
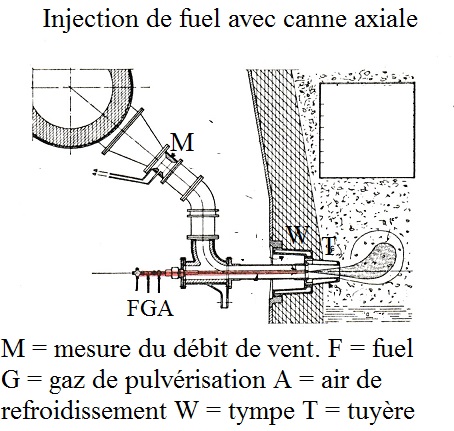
La figure ci-dessus montre l'injection de fuel telle qu'elle a été faite à l'origine, c.-à-d. avec une canne d'injection axiale, car l'on pensait que le fuel devait entrer exactement au centre du passage de vent de la tuyère. Ce dispositif conduisait à une canne très longue qui devait être refroidie; cette canne comportait donc, de la paroi vers le centre un passage annulaire où circulait l''air de refroidissement A, ensuite un autre passage annulaire par où arrivait le gaz de pulvérisation G (*) et enfin le tube central par où arrivait le fuel F (**). Le montage de la tuyère T, installée dans la tympe W, n'était pas modifié. En M, la mesure de débit de vent devait servir à donner un signal pour arrêter l'injection si la tuyère venait à être bouchée par du laitier (***). L'installation était complétée par un dispositif qui, lorqu'on arrêtait l'injection, envoyait de la vapeur dans la canne pour la purger.
(*) Gaz de pulvérisation : c'était généralement de l'air comprimé, mais certaines usines (Denain en particulier) ont employé pour pulvériser le fuel du gaz de cokerie ou du gaz naturel. (**) Le fuel léger pouvait être injecté à la température ambiante, mais le fuel lourd, moins coûteux mais plus visqueux, devait être chauffé à 200/250 °C. (***) Il est arrivé au H.F.1 de Dunkerque, qu'une tuyère soit bouchée, l'alimentation du fuel a continué et ce liquide a empli le busillon, puis le porte-vent et, avant que l'alerte ait été donnée, est arrivé dans la conduite à vent chaud, dans laquelle sa combustion a provoqué la fusion d'une partie du réfractaire puis a brûlé la tôle là où elle était dégarnie. La réparation a nécessité plusieurs jours d'arrêt. .
La canne d'injection axiale fut assez rapidement abandonnée au profil d'un canne introduite latéralement dans le busillon sous un angle de 10 à 15°, et qui n'avait plus besoin d'être refroidie. Il n'y avait donc plus besoin d'aire de refroidissement. Ce dispositif de canne a été conservé pour l'injection de charbon pulvérisé.
QUELQUES RÉSULTATS, début années 1970 pour les H.Fx japonais de Tobata (Nippon Steel), Chiba et Mizushima (Kawasaki Steel) marchant en minerais riches. Année 1972 pour Senelle marchant en minerai lorrain.
HF....................................Tobata n°1....... Chiba n°3....... Mizushima n°3....... Senelle n°6
Température vent °C.........1103..................1091.................1213........................998
O2 m3/tf............................ 30......................53.....................43..........................27
Coke kf/tf...........................383....................366...................372........................479
Fuel kg/tf.............................79......................98......................86..........................96
Coke + fuel kg/tf............... 462...................464....................458.........................575
LE TAUX DE REMPLACEMENT.
L'introduction d'un combustible nouveau amène à se poser une question : combien de coke sera économisé par un kg ou un m3 de ce nouveau combustible ; cette valeur est le taux de remplacement ou taux d'équivalence. On pense évidemment à comparer le pouvoir calorifique du nouveau venu avec celui du coke. Un coke à 3% d'eau et 10 % de cendres a un pouvoir calorifique de 33, 20 MJ/kg (en négligeant sa teneur en hydrogène, toujours faible). Un fuel à 86 % de carbone et 12 % d''hydrogène a un pouvoir calorifique inférieur d'environ 43 MJ/kg ; le rapport des pouvoirs calorifiques est donc de 43/33,2 # 1,3, ce qui peut conduire à penser qu'un kg de fuel remplace 1,3 kg de coke. Mais le fuel qui arrive à 200 °C à la tuyère doit être réchauffé à la température du coke (1500 °C comme on l'a vu ci-dessus), et de plus il subit un crackage coûteux en calories. Au total on obtient un taux de remplacement théorique de 1,1 kg de coke/kg de fuel. Le taux de remplacement pratique s'écarte souvent de cette valeur théorique, en particulier en fonction de la qualité de fonctionnement du H.F. En 1972, à Senelle on estimait le taux de remplacement à 1. En 1973, J. CORDIER remarquait que le taux de 1,4 pour une injection de 30 à 60 kg de fuel/tfonte, s'abaissait à environ 1 quand on injecte 70 à 80 kg de fuel/tfonte. A la même époque à Denain, on constatait un taux de remplacement de 1 quand le vent n'était pas enrichi en oxygène, qui montait à 1,4 pour environ 2 % d'oxygène en plus dans lee vent. En Lorraine, la mise en route du fuel a amélioré considérablement la marche de certains H.Fx, et, à cause de cette amélioration, l'on a pu constater des taux de remplacement de 1,8.
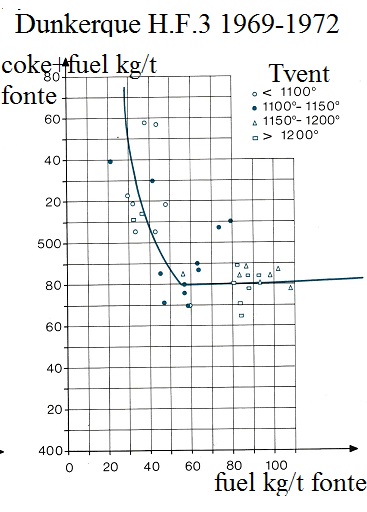
Le graphique ci-dessous tiré du Bulletin Technique USINOR, n°3 1973, Le graphique ci-dessous... montre qu'au fur et à mesure de l'augmentation de la quantité de fuel injecté la somme coke+fuel diminue, c.-à-d. que le fuel remplace de moins en moins de coke. Puis à partir de 60 kg de fuel/t fonte, la somme coke + fuel ne varie plus : le taux de remplacement est de 1 kg de coke/kg de fuel.
LE CHARBON
Remarque : J'emploie plutôt le terme charbon, mais certains documents utilisent le terme houille. Pour ce qui suit, il n'y a pas de différence entre houille et charbon. Pour ce qui concerne Dunkerque, sauf indication contraire, les informations proviennent de deux textes de J.L. EYMON : Cinq années d'expériences d'injection de charbon pulvérisé à SOLLAC Dunkerque (1989) et Evolution de la productivité. Broyage. Séchage charbon. SOLLAC Dunkerque (1990).
Le choix du charbon.
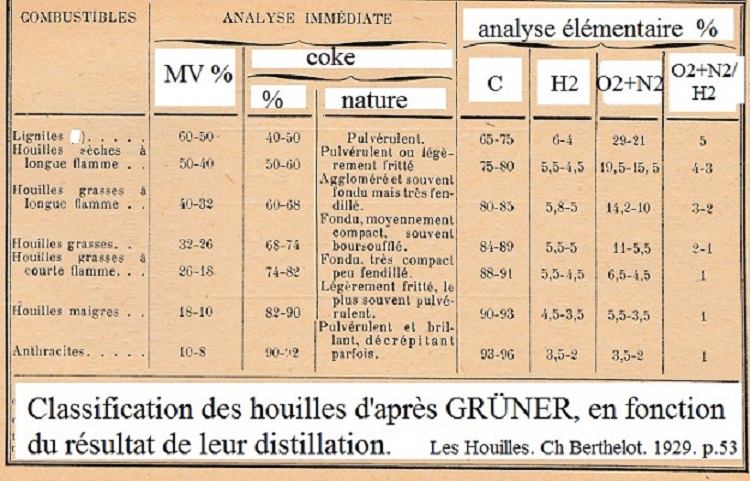
Cette appellation désigne une pierre très riche en carbone, qui lui donne sa couleur noire, mais aussi d'autres éléments (hydrogène, oxygène, azote...) dans des proportions très variables. Sans compter des corps incombustibles qui constituent les cendres. On a donc affaire avec une quantité de charbons de nature différente et parmi lesquels il faut choisir. Le premier problème considéré a été, comme on l'a vu pour le fuel, de brûler rapidement le produit injecté avant qu'il n'arrive dans le massif de coke et qu'il n'y produise du carbon black. Il a paru évident qu'un charbon contenant beaucoup de matières volatiles (c.-à-d. de gaz) brûlerait plus vite qu'un autre. C'est pourquoi on examine le tableau ci-dessous qui classe 7 houilles différentes en fonction de leur comportement quand on les distille (ou chauffe à l'abri de l'air, ou carbonise, ou cokéfie ; ces termes étant équivalents). Ce comportement est très important pour deux points : la production de gaz (depuis le début du 19ème s. jusqu'aux années 1960, c'était l'origine du gaz de ville) et la production de coke pour les H.Fx ou les cubilots de fonderie. Si l'on s'en tient aux matières volatiles, on constate que l'on va, en gros, de 10 à 50 %. On note que le pourcentage de carbone est nettement plus élevé que le pourcentage de coke, parce qu'une partie du carbone est lié avec l'hydrogène sous forme de méthane ; bien que ce ne soit pas le sujet, on constate que le coke résistant se fabrique avec des charbons moyennement riches en matières volatiles.
La société ARMCO, a été pionnière pour l'injection industrielle de charbon dans les deux H.Fx d'Asland, Kentucky. A partir de 1966, on y a injecté régulièrement du charbon à 37/38 % de matières volatiles. Après cet exemple, beaucoup d'injections ont été faites avec des teneurs en matières volatiles élevées comme à Ijmuiden (> 30 % ; 1988) ou Fos/mer (>37 % ; 1990), ou Kwangyang (25 à 39 %, 1991). Dunkerque par contre utilise dès le départ en 1983, un charbon maigre à 10 % de matières volatiles ; c'est semble-t-il à cette époque l'un des rares cas d'utilisation massive de ce genre de charbon ; en Chine on signale l'emploi d'anthracite (donc 8 à 10 % de matières volatiles) à Anshan (1991).
Dans une communication au Congrès européen de Glasgow en 1991, il est rapporté que toutes les sortes de charbons depuis l'anthracite jusqu'au lignite ont été injectées. On compte approximativement :
Teneur en matières volatiles......10 à 18 %.......18 à 35 %.......35 à 60 %
Pourcentage........................#..........5....................90....................5.
Le broyage.
Bien qu'il s'agisse de préparer du charbon « pulvérisé» on désigne l'opération plutôt par le terme de « broyage ». : Le broyage fait partie de la suite d'opérations qui se termine par l'entrée du charbon dans la tuyère ; il est en effet coûteux et dangereux (à cause du risque d'inflammation spontanée) de stocker de grosses quantités de charbon pulvérisé. Le charbon ne se pulvérise bien que s'il est séché : on envoie donc dans le broyeur des fumées chaudes provenant d'un générateur, sorte de foyer où l'on brûle du gaz de H.F. enrichi par un gaz plus riche.
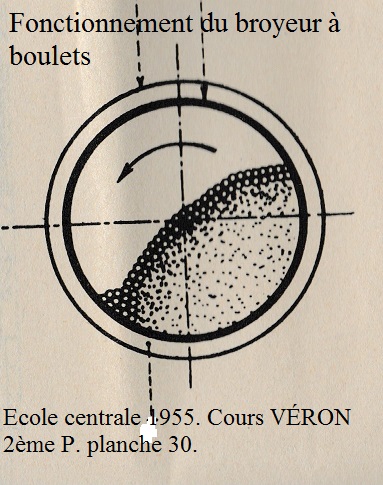
Pour le broyage divers types d'appareils sont utilisés ; l'un d'eux, comme à Dunkerque est le broyeur à boulets : c'est un cylindre horizontal, tournant autour de son axe ; à l'intérieur une charge de boulets en acier résistant à l'usure agit sur le charbon par écrasement en s'éboulant continuellement lors de la rotation du cylindre et bien sûr aussi par frottement (voir la figure ci-dessous). La charge de boulets peut être modifiée ce qui donne une possibilté de réglage. EYMOND par exemple indique : « octobre 1989 ; ajout de 15 t de boulets pour ameliore la finesse du charbon M. »
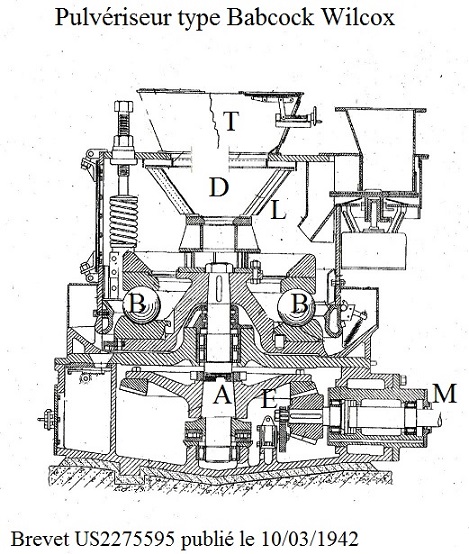
A Kobe, Japon, , on emploie un broyeur à rouleaux . A Ijmuiden, on utilise un pulvériseur (transcription du pulverizer américain) BABCOCK-WILCOX. Un appareil de ce type est montré ci-dessus. T = trémie qui reçoit le charbon. D = distributeur qui par l'intermédiaire d'une sorte de persienne circulaire faite de lames L, alimente la partie où s'effectue la pulvérisation. Cette partie fonctionne à la manière d'un roulement à billes : une série de boules B, disposées comme les billes d'un roulement tournent autour de l'axe A. M = axe moteur qui fait tourner l'arbre A par les engrenages E.
La granulométrie du charbon pulvérisé.
La dimension des particules peut être déterminée par tamisage (mais EYMOND souligne la difficulté provoquée par la présence de particules très fines <40 µm) ou mieux par ganulomètre laser (à Dunkerque). Les Américains donnent le résultat de la mesure en mesh, qui est le nombre de mailles de tamis par pouce de 0,305 m. Ailleurs on emploie le système décimal avec le µm. En 1975, l'ARMCO indique que le charbon injecté à Ashland doit comprendre 80 % de moins de 200 mesh (c.-à-d. 80 % de produit < 75 µm). A Dunkerque, lors d'essais divers effectués entre 1988 et 1990, on obtient de 72 à 83 % de charbon <75 µm. A Fos/mer on pratique l'injection mixte charbon pulvérisé et gaz de cokerie; le charbon a # 85 % de <90 µm. En Chine, un anthracite employé pour des essais de combustion a la granulométrie suivante (mesh et µm sont donnés pour comparaison) (Revue de Métallurgie juin 1985) :
mesh :....>100......100 à 120......120 à 150......150 à 200......<200
µm : ..... >150......150 à 122......122 à 106.......106 à 75........<75
% :...........3,8............4,9.................6,6................17,6............67,1
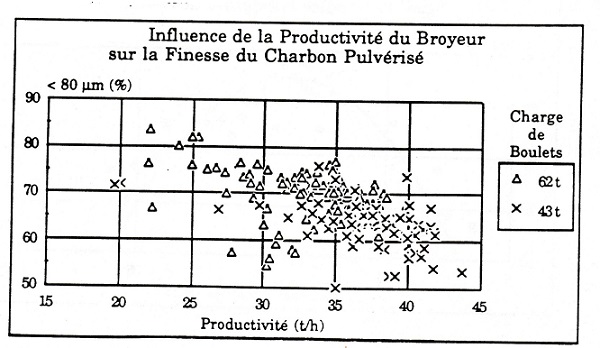
Comme le montre la figure proposée par EYMOND, le broyeur est d'autant moins productif que le produit est plus fin.,
Le coût élevé d'une installation d'injection de charbon pulvérisé a conduit certaines usines à injecter du charbon plus grossier, que l'on a appelé du charbon grenu. Ainsi, après Appleby-Frodingham à Scunthorpe, Grande-Bretagne, l'usine de Patural a développé un système d'injection entièrement original avec lequel on a obtenu des résultats très satisfaisants, à savoir un taux d'injection de 100 kg/t de fonte. D'après D. FLAMION (Journées sidérurgiques 1989), on peut juger la granulométrie du charbon grenu par ces deux valeurs : 40 % de charbon <75 µm et 10 % de charbon > 500 µm.
La combustion du charbon pulvérisé.
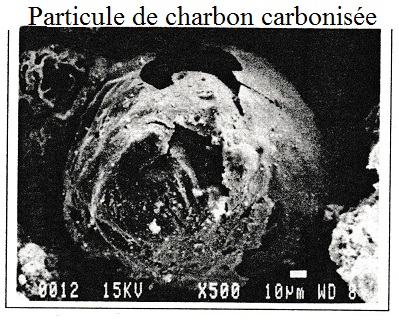
On a vu au début de la question des injections, qu'il était souhaitable que le combustible injecté soit brûlé le plus vite possible. Qu'en est-il avec le charbon ? De très nombreuses études ont été faites pour chercher à savoir comment se comporte le charbon quand il arrive dans le courant de vent chaud. Les expériences ont été faites soit en laboratoire, par exemple en utilisant un four à chute où en tombant, le charbon subit un échauffement dans un courant de vent chaud,, soit sur le H.F., en prélevant des particules de charbon dans le busillon et au nez de la tuyère. Ces études montrent que le charbon est d'abord carbonisé et que le « coke » ainsi obtenu brûle en partie dans la tuyère, puis dans la zone tourbillonnaire au nez de la tuyère, mais il en reste toujours une partie (jusqu'à 20 %) qui arrive imbrûlée dans le massif de coke. Il faut dire que le temps de séjour est extrêment court et se mesure au total (tuyère et zone tourbillonnaire) en quelques 20 à 40 ms. La figure ci-dessous tirée de Physico-chemistry of coal combustion under blast furnace tuyere conditions. Revue de Métallurgie octobre 1988, montre une particule de charbon à forte teneur en matières volatiles après sa carbonisation. Le trait blanc marqué 10 µm donne l'échelle.
Des résultats. Extraits de la Cellule Japon. IRSID 25/07/1997. CP = charbon pulvérisé.
HF..........Gary n°13...Dunkerque n°4 (*)...Fos n°1...Queen Victoria...Tarente n°2...Tarente n°4
CP kg/t........190................194.......................175................210..................184...................175
coke kg/t......281.............<300................?.................... ?................... 309..................... ?
HF......Ijmuiden n°6...Ijmuiden n°7...Anchan n°2....Kobe n°3...Kwangyang n°4...SIDMAR n°A
CP...........210....................212...............161.................203..................150.................. 179
coke.......... ?....................... ?................407.................294...................490................... ?
(*) Voir les résultats de la batterie de Dunkerque dans Haut fourneau ou H.F.
Les taux de remplacement sont rarement supérieurs à 1 ; ils dépendent évidemment de la qualité du charbon injecté (% de matières volatiles, % de cendres, etc.). A Dunkerque, on calcule que 1 kg de charbon remplace entre 0,82 et 0, 84 kg de coke. A Ijmuiden, on annonce un taux de remplacement standard de 0,93 kg de coke/kg de charbon avec une plage allant de 0,85 à 0,95. En 1975, au sujet de l'injection à l'ARMCO, on écrit au sujet du H.F. Amanda "Le taux de remplacement a été de 0,90. Ce taux est inférieur au taux de 1,1, qui avait été obtenu au H.F. Bellefonte, parce que le charbon était relativement plus cendreux."
Des problémes.
EYMOND raconte : « Suite à un incident sur la tour d'injection au H.F.4, l'injection de charbon a du être arrêtée brusquement pour plusieurs heures. Cet arrêt survenant à un taux de 130 kg/t de fonte, a occasionné un grave refroidissement du H.F... Depuis cet incident, en cas d'arrêt sur la tour de plus d'une heure, lorsque le taux d'injection est supérieur à 80 kg/tf, la consigne est d'arrêter le H.F. »
Aux journées sidérurgiques 1990, Ijmuiden signale qu'à la suite d'une tuyère bouchée, du charbon s'est accumulé dans le busillon jusqu'à remplir la descente de vent et à pénétrer dans la circulaire à vent chaud. Sa combustion a fait fondre le réfractaire de la circulaire. C'est, avec du charbon, la répétition de la mésaventure que nous avions eu au H.F.1 de Dunkerque avec du fuel.
mise à jour du chapitre : 17/10/2015.
La coulée, c'est l'aboutissement des efforts faits pour construire le H.F., puis pour l'alimenter. C'est le résultat des soins apportés au réglage et à la surveillance de son fonctionnement. C'est là que l'on voit travailler le vrai fondeur dans une ambiance de four et , trop souvent, de poussières, mais aussi, auprès de la fonte et du laitier surchauffés, au milieu un éclaboussement de lumière. C'est là qu'au fil du temps, ce domaine est devenu de plus en plus technique après des dizaines et des dizaines d'années d'empirisme.
CONSTITUTION.
Quand les H.Fx ont été blindés, le trou de coulée a été placé dans une ouverture faite dans la tôle du blindage, de forme ovale ou rectangulaire (mais alors avec des coins largement arrondis pour éviter la concentration de contraintes dans les angles). Autour de ce trou on a fixé une tubulure ayant environ 50 cm de longueur ; cette excroissance qui permet d'éloigner du blindage l'endroit d'où sort la fonte est nommée gendarme ou tulipe. Quand le creuset est refroidi par ruissellement , le gendarme est équipé d'une collerette pour empêcher l'eau de tomber dans la rigole principale. Sur les petits H.Fx le ruissellement, renforcé à cet endroit, suffisait à refroidir le gendarme. Avec le développement du H.F., on l'a refroidi plus vigoureusement en l'entourant d'une boîte fermée où circule un courant d'eau.
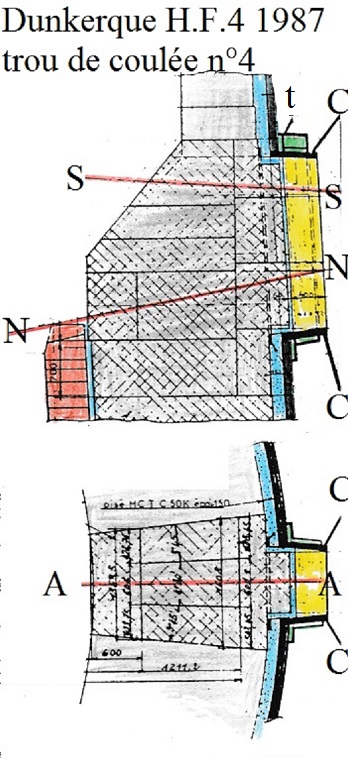
La figure ci-dessous est extraite du plan PAHF86036 créé par Savoie Réfractaires en 1986. Elle représente, en haut la coupe verticale, et en bas la coupe horizontale d'un trou de coulée du H.F.4 de Dunkerque. Le blindage du H.F. est figuré en noir, ainsi que la tubulure qui forme le gendarme, autour de celui-ci on distingue une boîte de section rectangulaire et d'épaisseur variable dans laquelle circule de l'eau (en vert) ; sur cette boîte une tôle t retient l'eau qui ruisselle sur le blindage. . C et C = une grande collerette qui entoure le gendarme pour protéger le blindage des projections de fonte provenant de la rigole principale. Le gendarme du trou de coulée n°4 représenté ici a une hauteur de 2,4 m (de même que pour le trou n°2, contre 1,3 m pour les trous 1 et 3) car on a choisi de pouvoir y mettre un trou de coulée haut utilisable en cas de mauvaise marche du H.F. ; d'où NN = axe du trou de coulée normal, SS = axe du trou de secours, AA = les axes des deux trous vus en plan. Le blindage et la tubulure sont en noir. Le garnissage de la tubulure composé de briques à haute teneur en alumine est en jaune. Le bleu représente le pisé de carbone damé pour boucher les joints. Le mur de protection du creuset, appelé tasse céramique est en ocre. Les blocs de carbone du creuset sont en gris, hachuré ou non.
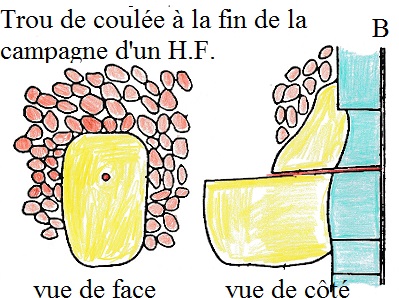
Ci-dessus, tiré de Thermique dans la zone du trou de coulée par Mme VENTURINI. 1990, un schéma représentant la zone du trou de coulée du H.F.2 de Kakogawa. B = blindage; en bleu = le carbone du mur du creuset; en rouge = le trou de coulée; en jaune = la masse de bouchage prise en masse; en ocre = amas de morceaux de masse de bouchage.
LE BOUCHAGE. La masse à boucher.
Vers les années 1950, le produit utilisé pour boucher le trou de coulée, la masse, était souvent une fabrication maison : dans un coin de la halle de coulée d'un H.F. on pétrissait avec un moulin de l'argile et un produit carboné (déchet de charbon ou de coke, schiste houillé , etc., avec peut-être quelque autre ingrédient), on humidifiait le tout et dans son carnet du Chef de fabrication des H.Fx en gardait soigneusement le secret. On voit bientôt apparaître des sociétés qui produisent de la masse à un prix suffisament attractif pour qu'on élimine la production maison ; de plus, poussées par le besoin des H.Fx et par la concurrence, ces sociétés vont s'équiper de laboratoires et faires des essais en accord avec les exploitants de H.Fx, et la masse de bouchage va évoluer de façon fantastique. Le tableau ci-dessous provient , pour la France d'un document Refralor, et pour le reste de Refractories for blast furnace tapholes and troughs, par K. SUGITA et autres. SIPRE 1982.
…......1..............2......... 3........ 4......... 5............6...........7..........8..........9.........divers...............liant
A...30/50.......15/30........................................15/30......20/25.................................................goudron
B....40/80......15/50...................................................................5/15..................eau <17...........argile
C....10/20..................15/40.............................10/20......15/20............10/20.......Si 0/5.............résine
D.............................................20........49...............................................25...............................résine
A = Japon 1960 ; B = USA 1960 ; C = Japon 1970 ; D = France 1980.
1 = argile réfractaire ; 2 = poterie broyée ou chamotte ; 3 =alumine fondue ; 4 = SiO2 ; 5 = Al2O3 ; 6 = coke ; 7 = goudron de houille ; 8 = brai de houille ; 9 = SiC
Le mélanges sont très diversifiés et avec le temps, on constate l'emploi de matériaux plus nobles : alumine fondue très réfractaire ; SiC, pour lutter contre l'usure due au laitier ; Si ; résine pour réduire ou supprimer le goudron dont les fumées sont nocives. L'empaquetage s'est amélioré : on est passé du sac dont on manipulait le contenu à la pelle, au petit pavé à emballage individuel pour chargement direct dans la machine à boucher, et enfin dans les années 1990 certaines usines expérimentent le chargement mécanique de la machine à boucher.
Toutes ces masses produisent en brûlant de fortes fumées noires et c'est ce qui se produit quand à cause du mauvais réglage de la machine à boucher, une partie de la masse tombe à la fin de la coulée dans la rigole principale qui est à une température élevée. Lors d'une visite au Japon en 1976, un ingénieur me raconta que cet incident se produisit sur un H.F. ; une colonne de fumées s'éleva le long du H.F. à l'extérieur de la halle de coulée. Dans le quart d'heure qui suivit le commissariat de police local l'appela pour qu'il s'explique. On évite maintenant ce désagrément et surtout on assainit l'ambiance de la halle de coulée, par une très forte aspiration de l'air au-dessus du trou de coulée et par le traitement de cet air avant rejet à l'atmosphère.
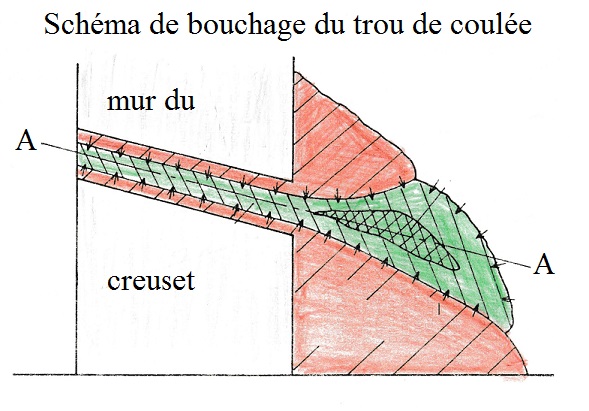
Dans le schéma (H. MITSUI et autres, SIPRE 1988) ci-dessous, AA = axe du trou de coulée. En vert = masse injectée lors de la coulée; en ocre = masse à boucher ancienne et donc durcie. Les flèches indiquent la direction des flux de chaleur qui permettent l'échauffement de la nouvelle masse, et donc son durcissement..
LE BOUCHAGE. La machine à boucher ou MAB.
J.-E. JOHNSON, écrit en 1918 : “Il y a environ 25 ans (c.-à-d. dans les années 1890) Samuel VAUGHAN, superintendant des H.Fx à Johnstown, Pennsylvanie, a inventé la machine à boucher.” [5282] p.319. Il faut être prudent au sujet la véracité de telles affirmations, mais il est certain qu'à la fin du 19ème s., les Américains ont été à l'origine de beaucoup d'inventions dans le domaine du H.F.
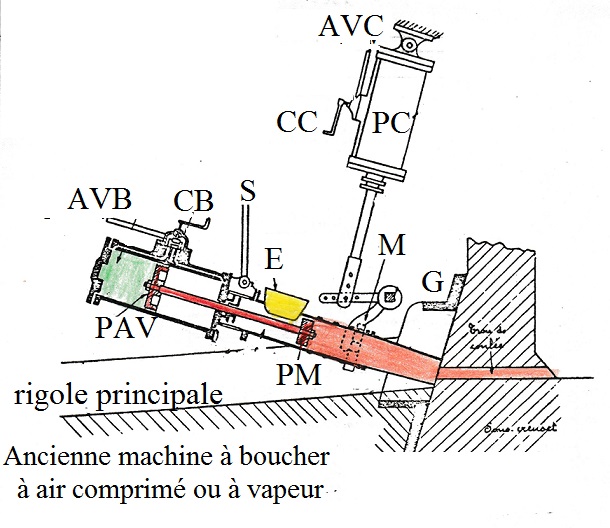
Les premières machines à boucher fonctionnaient à l'air comprimé ou à la vapeur. Au fur et à mesure de l'augmentation de production du H.F. se précisait, elles montrèrent les limites de leur utilisation. a) La faible puissance mise en œuvre nécessitait d'injecter une masse à boucher plutôt molle, et cela s'obtenait en y mettant suffisamment d'eau, ce qui était nuisible aux matériaux carbonés de la masse et aussi au creuset que l'on commençait à construire en carbone : H2O + C → H2+ CO. b) Cette faible puissance interdisait souvent de boucher quand le trou de coulée soufflait, et il fallait alors ralentir fortement le H.F. au moment du bouchage. c) La faible capacité du cylindre nécessitait de recharger la machine pendant le bouchage, ce qui était dangereux pour le fondeur chargé de ce travail : il se trouvait très près du trou de coulée. La venue de fonte dans la buse de la boucheuse, heureusement rare, provoquait une explosion à cause de l'humidité de la masse ; l'un des chefs de poste de Senelle avait été blessé de cette façon
Dans la figure ci-dessous AVB et AVC sont les arrivées d'air comprimé ou de vapeur respectivement pour le cylindre de bouchage, c.-à-d. celui qui actionne le piston qui pousse la masse, et pour le cylindre de calage qui sert pour le placement de la machine sur le trou de coulée. De même CB et CC sont les robinets d'admission de l'air comprimé ou de la vapeur, respectivement dans le cylindre de bouchage et dans celui du calage. PC est le cylindre de calage ; il commande une chaîne cinématique aboutissantt en M où deux crochets sont actionnés de manière à s'agripper sur des anses fixées sur le H.F. PAV = piston moteur qui est poussé par l'air comprimé ou la vapeur (en vert) ; par l'intermédiaire de la tige rouge, ce piston actionne PM, le piston qui pousse la masse (en ocre) dans le trou de coulée. E (en jaune) = orifice d'enfournement de la masse dans la machine. S = suspension de la machine. G = le gendarme
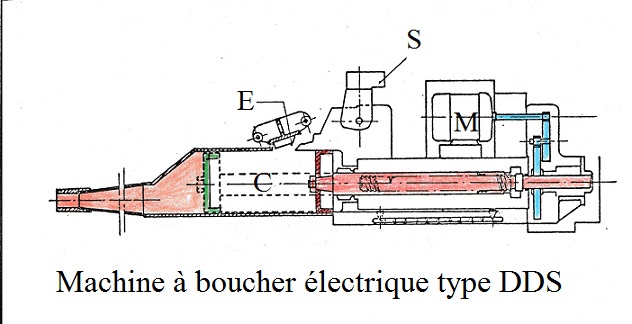
Les insuffisances de la machine à air comprimé ou à vapeur ont conduit à la conception de la machine à boucher électrique dont le schéma se trouve ci-dessus. S = suspension et manœuvre pour le placement sur le trou. E = enfournement de la masse à boucher dans le cylindre C. M = moteur qui actionne par les l'intermédiaire des engrenages (en bleu) une vis qui fait avancer ou reculer la tige (en rouge) du piston. Le piston qui pousse la masse (en ocre) est présenté en 2 positions : en vert il est en cours de manoeuvre ; en rouge il est reculé dans la position de remplissage du cylindre. A l'arrière de la machine, un cadran circulaire indique le position du piston et donc, pendant le bouchage, la quantité de masse injectée dans le trou de coulée.
A la fin des années 1950, ces machines étaient déjà très répandues, les 4 H.Fx de Senelle en étaient équipés, et dans le descriptif du H.F.5 (futur n°6) mis à feu en 1954, il est écrit : « Le trou de coulée est bouché au moyen d'une boucheuse à commande électrique construite par Dango-Dienenthal (installé à Siegen, d'où DDS sur le schéma). La machine a une contenance de 250 l (suffisante pour boucher sans recharger) et permet de boucher contre la pleine pression de vent... Par l'intermédiaire d'une console, elle est accrochée à une colonne libre complètement indépendante du fourneau. » C'étaient de très bonnes machines, solides et fiables. Je les ai retrouvées à Dunkerque, y compris, en gros modèle au H.F.4. Sur ce fourneau, en voyant la machine qui s'avançait pour le bouchage et qui disparaissait dans un torrent de flammes, de fumées et de projections de laitier, voire de fonte, je me suis parfois demandé ce qu'il allait en rester après ce déluge ; mais à chaque fois je l'ai revue intacte après dissipation de la fumée.
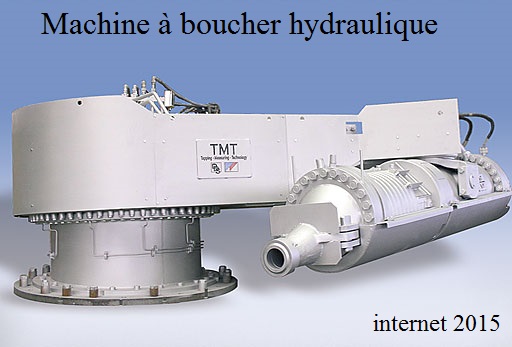
Toutefois c'est au H.F.4 de Dunkerque qu'on allait trouver les limites de la machine électrique parce que le piston exerçait sur la masse une pression insuffisante pour employer des masses plus dures. Les exploitants du H.F. se plaignaient de ce fait et faisaient ressortir les avantages d'une nouvelle génération : la machine à boucher hydraulique, où l'huile sous pression permet de développer une puissance bien supérieure à ce que peut fournir un moteur électrique embarqué, dont le volume est forcément limité. Hormis ce point essentiel, la machine est construite sur le même principe que l'électrique. Elle a une forme plus ramassée à cause de la disparition du moteur. A Dunkerque les machines hydrauliques ont été installées en 1987, avec une pression hydraulique de 285 bars et une pression sur la masse de 200 bars. En les attendant, une relation serrée avec TRB, notre principal fournisseur de masse à boucher, a permis d'obtenir de la masse convenant le mieux possible aux machines à boucher et aux trous de coulée du H.F.
La machine à boucher hydraulique présentée ci-dessous est vendue et installée par la société TMT. Les machines proviennent des sociétés DDS ou Paul WURTH
LE DÉBOUCHAGE à la barre.
Vers la fin des années 1950, j'ai, assisté dans une usine qui n'était pas particulièrement en retard technologiquement, à un débouchage à la barre manuel ; de chaque côté de la rigole principale, face au H.F., un groupe de deux fondeurs s'agrippaient sur une barre ronde en acier doux de 40 ou 50 mm de diamètre, soigneusement épointée. En cadence, les fondeurs donnaient des coups dans la masse qui bouchait le trou de coulée ; la fonte est venue assez rapidement et le jet de coulée était particulièrement net et régulier. Cette réminiscence de la méthode de débouchage qui datait des premiers temps du H.F., était déjà supplantée dans la quasi totalité des usines par un débouchage à la barre pneumatique, généralement non mécanisé. A Senelle, on opérait de la façon suivante : un avant-trou était percé dans le trou de coulée, de façon à pouvoir y mettre une extrémité de la barre. Un marteau pneumatique Meudon, mû à l'air comprimé et analogue à celui qu'on voit ci-dessous, était amené, suspendu en S à un rail placé à environ 2 m au-dessus et dans l'axe de la rigole principale. Comme pour l'exemple précédent, 4 fondeurs, 2 à droite et 2 à gauche poussaient le marteau pendant qu'il fonctionnait, au moyen des poignées P et P. En E se trouvait un embout dans le lequel se logeait l'autre extrémité d'une barre ronde en acier doux de 40 mm. Les coups donnés par le marteau faisaient avancer la barre dans le trou jusqu'au débouchage. Quand on jugeait que le marteau s'essoufflait, on lui « donnait à boire » en versant une bonne rasade d'huile dans le cylindre pneumatique.
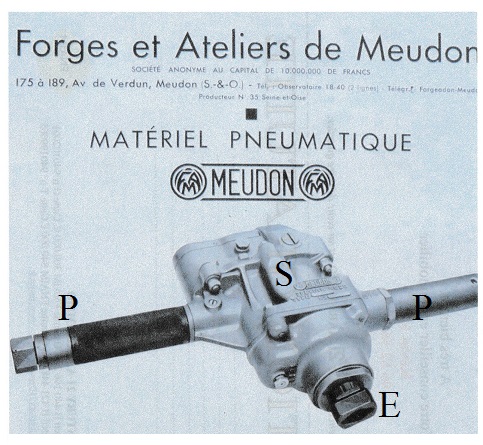
L'étape suivante a été l'utilisation des possibilités de l'air comprimé pour mécaniser le débouchage, c.-à-d. de remplacer la poussée exercée par les fondeurs par un mécanisme : à l'aide d'un moteur à air comprimé on pousse le marteau vers le trou de coulée pendant qu'il frappe sur la barre; c'est la machine à déboucher pneumatique. Si le marteau a, en plus de la percussion, un mouvement rotatif, on peut percer par rotation avec un taillant, d'où le nom de perforatrice, la perfo des fondeurs . Cette machine, schématisée ci-dessous, permet d'améliorer la technique tout en limitant la dépense. Elle est représentée ici avec une barre B (bleue) portant à son extrémité un taillant T (rouge) . La barre en acier dur et comportant un canal central où l'on souffle de l'air comprimé, est usinée à une extrémité pour la fixation du taillant ; le taillant également en acier dur est usiné en différentes formes. Ce matériel permet, par rotation de la barre, de très bons perçages dans des masses déjà bien dures, mais il coûte cher ; on évite donc de percer jusqu'à la fonte pour que le taillant et l'extrémité de la barre ne soient pas fondus. Le perçage est donc arrêté quand on voit des étincelles, signes de la proximité de la fonte, et l'on remplace alors la barre par une barre de consommation en acier doux, de fabrication courante, peu coûteuse, et dont la résistance est suffisante pour percer le reste du trou, là où la masse est très chaude et ramollie. C = colonne supportant un bras pivotant qui porte la machine. P = moteur à air comprimé. M = marteau à air comprimé qui assure la perforation et se déplace sur la poutre A. G = gendarme du trou de coulée. AT = axe du trou de coulée. Figure tirée de Hauts fourneaux, ouvrage publié en 1974 par l'Association pour la formation dans la sidérurgie.
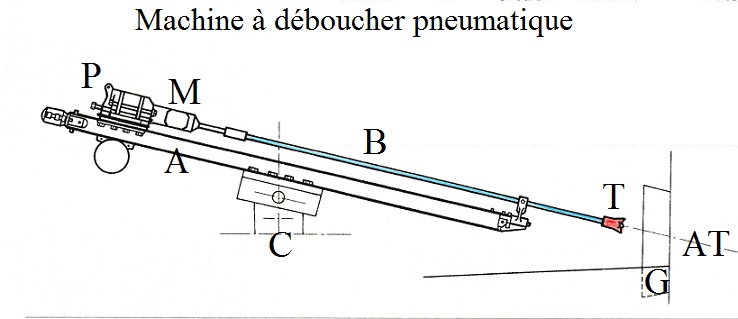
Le marteau peut être équipé d'une frappe avant et d'une frappe arrière ; dans cette configuration, il permet de pratiquer le débouchage « à la japonaise » qui consiste, dès la fin du bouchage, à enfoncer avec la machine à déboucher une barre de consommation dans le trou de coulée, pendant que la masse est encore molle. La barre est laissée dans le trou jusqu'à la coulée suivante ; à ce moment elle est tirée hors du trou par la machine à déboucher, et la fonte coule quand elle est sortie.
Comme pour la machine à boucher, où l'hydraulique a fini par triompher, on en est venu à la machine à déboucher hydraulique, plus puissante, plus rapide et plus facile à régler que la machine pneumatique, mais de conception identique. Le H.F.4 de Dunkerque en a été équipé en 1987.
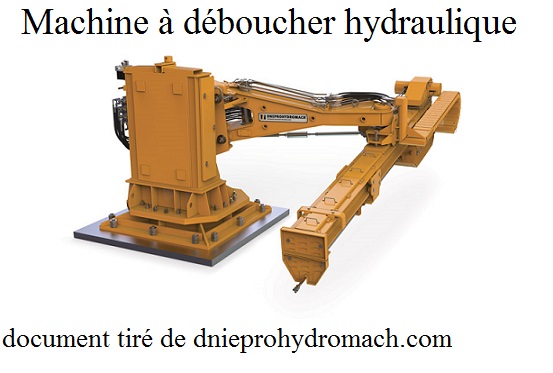
Comme dernière amélioration, je citerai le manipulateur de barres. Une barre de consommation de 40 mm de diamètre et de 3,5 m de long (c'est la longueur de barre prévue au H.F.4 de Dunkerque en 1987), pèse un peu moins de 31 kg ; c'est un poids d'autant plus important que le changement de barre décrit ci-dessus se fait dans une ambiance très chaude étant donnée la proximité du H.F. L'aide d'une machine pour faire le travail est donc appréciable ; malheureusement la machine peut être difficile à installer faute de place. Ci-dessous un document TMT qui montre le manipulateur de barres. PI = pivot de la machine à déboucher. PO = poutre de la machine à déboucher qui porte le marteau. MA = le manipulateur de barres sur lequel on voit les barres en attente. PU = pupitre de commande.
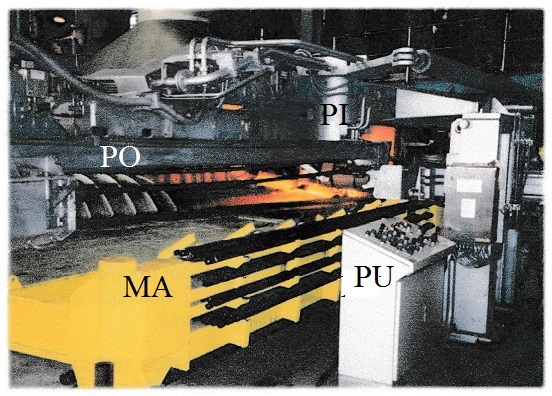
LE DÉBOUCHAGE à l'oxygène.
Cette méthode est basée sur la combustion du fer dans l'oxygène 2 Fe + 3/2 O2 → Fe2O3 qui dégage, (d'après la Chimie minérale de P. PASCAL, chez Masson 1967 ; p.639) 192 kcal/mole de Fe2O3, soit 1200 kcal/kg de Fe2O3, et puisque 1 kg de Fe2O3 contient 0,7 kg de fer, 1714 kcal/kg de fer ou 7165 MJ/kg de fer. La réaction doit être amorcée par un échauffement au rouge : dans l'oxycoupage c'est le chalumeau oxyacétylénique qui provoque cet échauffement.
Au H.F., on parle souvent de « chalumeau à oxygène » ; la meilleure expression est plutôt le « tuyau à brûler », en effet on utilise un tube en acier doux de 10 à 15 mm de diamètre intérieur, et épais de 2 à 5 mm, fileté de façon à pouvoir le raccorder, sans fuites , à une arrivée d'oxygène. L'amorçage dépend de l'utilisation. Très généralement, pour le débouchage du trou de coulée, on utilise ce tuyau à brûler pour finir le perçage après que la barre munie d'un taillant est arrivée aux étincelles. Autrement dit cette façon de faire remplace l'emploi d'une barre de consommation. Dans ce cas, le tuyau est tout de suite à une température telle qu'il n'y a pas besoin d'amorçage. Mais il arrive qu'on débouche entièrement à l'oxygène, et l'amorçage se fait par exemple, comme c'était le cas à Senelle, en soufflant avec le tuyau sur une briquette de charbon. Dans les deux cas, le fondeur qui opère se trouve, par nécessité, proche du trou de coulée et il doit être équipé en conséquence, ce qui peut se faire sans problème avec les équipements actuels. Ce fondeur fait à ce moment là un travail très spécialisé, qui demande une grande attention et de l'expérience pour « sentir » le trou qu'il est en train de fer et pour faire avancer le tuyau en conséquence.
Le tuyau à brûler est largement utilisé dans les circonstances difficiles de la marche du H.F., telles que le blocage du creuset ou le dégagement d'un loup au niveau de la tuyère et qui empêche son remplacement (*), ou le découpage d'une tuyère déformée par une chute de garni, etc. Dans ce cas on utilise parfois des tuyaux dans lesquels ont été placés des fils de fer ou d'aluminium, dont la combustion renforce l'effet de la combustion du tuyau. C'est dans ces cas difficiles que l'on a besoin de fondeurs bien entraînés ; ils sont d'ailleurs, à juste titre, fiers de leurs résultats.Voir dans Haut-fourneau ou H.F., le chapitre 9-Le blocage de creuset du haut fourneau. (*) C'est semble-t-il le travail en cours sur la superbe photo ci-dessous, tirée de 06skyrock.com/9.html, et due à Pierre MACHIROUX..
Le Nippon Steel Technical Report de juillet 2006 fait le point sur la technologie des H.Fx chez Nippon Steel ; dans ce cadre p.131, il est fait état d'une machine à déboucher utilisant la lance à oxygène. Selon le schéma qui accompagne ce texte on voit qu'il s'agit de la structure d'une machine habituelle, d'ailleurs la possibilité d'utiliser des barres a été conservée. IL s'agit donc d'une adaptation qui évite d'exposer un fondeur auprès du trou de coulée et supprime l'incertitude due à un travail manuel.

LA HALLE DE COULÉE
La fonte et le laitier sortant du trou de coulée sont canalisés dans des rigoles (routes en Belgique, runners en anglais , Rinnen en allemand, canal en espagnol) : d'abord la rigole principale (ou rigole-mère) qui reçoit le jet sortant du trou de coulée, puis, après le siphon qui sépare la fonte et le laitier, une rigole à fonte qui se ramifie, et une rigole à laitier qui se ramifie également. Le schéma d'ensemble des rigoles varie en fonction de : 1) la disposition des voies à fonte et à laitier où sont placées pour la coulée les poches à fonte et les cuves à laitier ; 2) la capacité de ces récipients, qui détermine le nombre de becs de coulée ; 3) la présence de fosses à laitier, qui permet d'évacuer tout le laitier par une seule rigole ; 4) la présence d'une granulation du laitier, qui a le même effet ; 5) la place dont on dispose pour la halle de coulée.
La figure ci-dessous inspirée de la halle de coulée du H.F. 2 de Altos Hornos de Vizcaya (1985) montre un exemple classique de H.F. avec un seul trou de coulée ; à partir de ce trou TC, fonte et laitier (marron) coulent dans la rigole principale. Le siphon séparant les deux liquides est en S. Les rigoles à fonte (jaune) donnent la possibilité de verser celle-ci par 3 becs F dans les poches qui se trouvent sur les voies à fonte VF. En x et y un barrage mobile associé à une différence de niveau permet d'orienter la fonte vers l'une ou l'autre des rigoles secondaires. Côté laitier (orange) on trouve la même disposition pour alimenter les becs de coulées L, les cuves étant sur les voies à laitier V L. La rigole principale, entre trou de coulée et siphon, est longue de 8,45 m. Selon la production du H.F., cette longueur est choisie de façon a avoir à l'approche du siphon, une bonne décantation entre la fonte et le laitier (la fonte a une masse volumique environ 3 fois supérieure à celle du laitier).
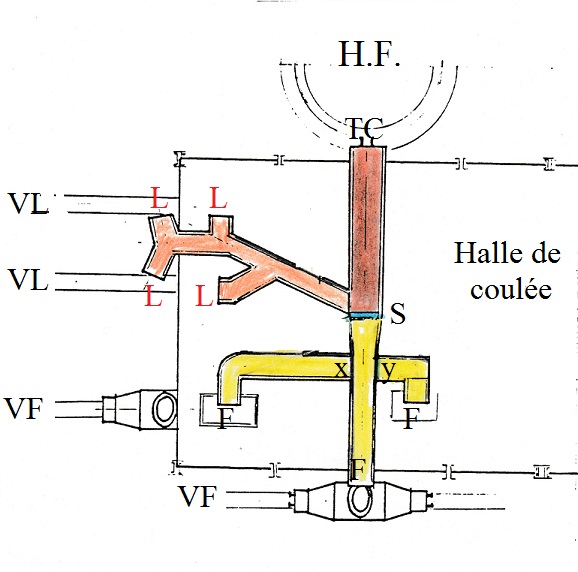
La rigole principale reste pleine.
Au début de notre période le siphon est encore souvent un barrage de sable flottant sur la fonte suivi d'un cran (un petit barrage) , en sable, dans la rigole à fonte. Il était d'usage à la fin de la coulée de casser le cran, la fonte restant dans la rigole principale s'écoulait ainsi. La première modification importante du travail à la coulée a été de maintenir la rigole principale pleine entre les coulées. Cela n'a pu se faire qu'à partir du moment où le siphon a été fait de matériaux plus résistants et plus durables que le sable. Par ailleurs, maintenir la rigole pleine diminue le travail des fondeurs et ménage la tenue des produits de garnissage de la rigole principale en leur évitant l'alternance d'une période à haute température à l'abri de l'air, suivie d'une période de refroidissement à l'air. Ce procédé ne peut toutefois convenir que si le volume de fonte contenu dans la rigole est assez grand pour lui permettre de garder assez de chaleur pour rester liquide. Il est maintenant généralisé. Quand la campagne de la rigole se termine, il faut vider la fonte et cela se fait par une rigole spéciale.
Voir la figure ci-dessous, qui est une coupe verticale de la rigole principale, dans la longueur d'une part et transversalement en 3 points d'autre part. TC = trou de coulée d'où sort un jet mêlé de fonte et de laitier. S = siphon. Le laitier (orange) et qui surnage, quitte la rigole en L. La fonte (jaune) passe sous le siphon et rejoint la rigole à fonte F. La rigole principale, encadrée dans une maçonnerie figurée ici en briques, est constituée par du pisé P, damé par exemple.
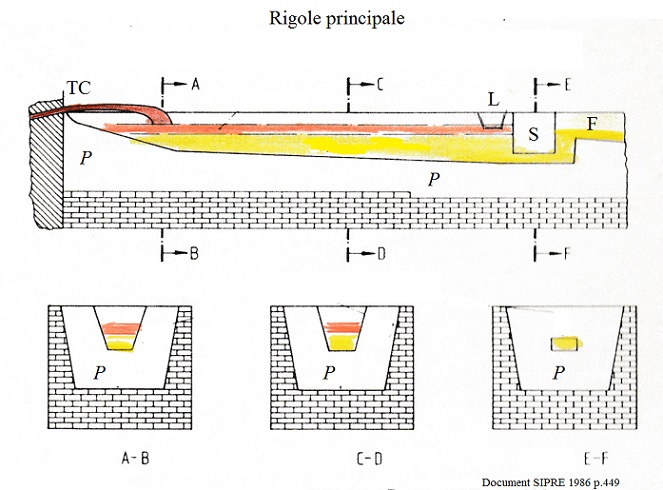
Un outil remarquable : la rigole basculante.
ou bascule (à fonte), tilting runner en anglais, Kipprinnen en allemand, balancin basculante en espagnol. En 1961, pour un H.F. soviétique de 1719 m3 (#2200 t de fonte/jour), on prévoit 7 becs de versage de fonte en poche et 10 becs de versage de laitier en cuve ; chaque poche ou cuve occupe environ 8 m de voie, soit au total 136 m. On imagine le problème pour un H.F. de 8000 t/jour de la décade suivante ! Bien sûr la première réponse à ce défi a été d'augmenter la capacité de la poche à fonte : sous la forme d'un pot de fleur elle transporte un maximum de 150 t de fonte ; sous la forme d'une torpille, ce sera jusqu'à 450/500 t de fonte. Par exemple à Senelle, grâce à des poches torpilles de 150 t, on arrivait à n'utiliser qu'une poche par coulée. Ces grosses poches torpilles prennent beaucoup plus de place que les poches droites et de plus on n'a pas pû faire grossir la cuve à laitier dans les mêmes proportions ; il fallait donc améliorer le système, d'où l'apparition de la rigole basculante : On aménage deux voies parallèles, le bec de coulée est entre les deux et il verse la fonte sur un élément de rigole qui peut être incliné vers l'une ou l'autre des voies, c.-à-d. vers l'une ou l'autre des deux poches à fonte (ou cuves à laitier) placées sur ces voies. Quand l 'une des poches est pleine, on bascule vers sa voisine, etc.
A Dunkerque dans les années 1970, on disposait de poches droites de 140 t ; au moment de la coulée on plaçait sur une voie n°1 un train de poches auquel était attelée une locomotive ; quand la première poche du train était pleine, on basculait la fonte dans une poche située sur la voie n°2, pendant le temps nécessaire pour amener sur voie n°1 une poche vide à la place de la pleine, et l'on rebasculait vers la voie n°1. La poche qui recevait la fonte pendant le changement était baptisée « poche poubelle ». Cette manœuvre était possible tant les manoeuvres successives ne conduisaient pas à dépasser la capacité de cette poche poubelle. Au H.F.4 (voir ci après la rigole pivotante) il y avait là un risque, qui s'est parfois traduit par un débordement de fonte, et cela nous a amené à demander avec insistance d'être équipé de poches torpilles. Cela fut fait vers 1980 avec des torpilles de 450 t..
La figure ci-dessous est un document de la société MTM (Internet 2015). On y voit la rigole basculante B qui reçoit la fonte par le bec de coulée R et qui permet de verser la fonte à gauche (c'est le cas de la figure) dans une poche torpille PT ou à droite dans une poche droite PD. A droite également est figuré un bec de coulée fixe G (ce peut-être l'arrivée de la rigole de vidange de la rigole mère). En N on a des appareils de mesure de niveau de la fonte dans l'une ou l'autre sorte de poche.
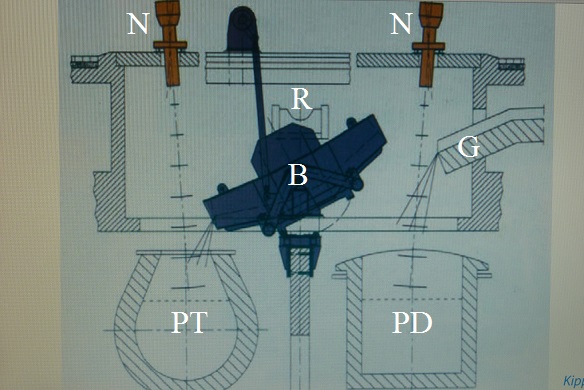
La rigole pivotante.
A sa mise en route en 1973, le H.F.4 de Dunkerque a été équipé de rigoles pivotantes. Comme ci-dessus, le système fonctionnait avec un train de poches sur une voie et une poche poubelle sur l'autre voie. Quand la première poche du train était pleine, une rigole pivotante venait intercepter le jet de fonte sous le bec de coulée et amenait le métal vers la poche poubelle pendant que l'on amenait une poche vide sur l'autre voie. Cette opération engendrait beaucoup de projections de fonte et il fallait périodiquement, dans des conditions difficiles, nettoyer la fosse où se trouvait la rigole pivotante. En 1980, les rigoles pivotantes furent donc remplacées par des rigole basculantes.
Plus de trous de coulée.
a) H.F.6 d'Ijmuiden.
Le H.F. est représenté ici, avec deux trous de coulée (4500 à 5000 t/jour), dans la configuration antérieure à 1985. A cette date il a subi une transformation avec en particulier la mise en place d'un troisième trou de coulée (pour 6400 t/jour) au milieu de l'angle aigu formé par les deux premiers. TC = trous de coulée. S = siphons qui séparent la fonte (f jaune) et le laitier (l vert) ; v = fonte de vidange de la rigole principale. B = rigoles basculantes pour le versage de la fonte en poche ; les poches étant placées pour cela sur les « Voies de coulée ». G = becs pour la granulation du laitier . F = rigole amenant le laitier à une fosse. M = machines à boucher. P = machines à déboucher.
On note la simplification apportée par l'utilisation de seulement deux rigoles basculantes.
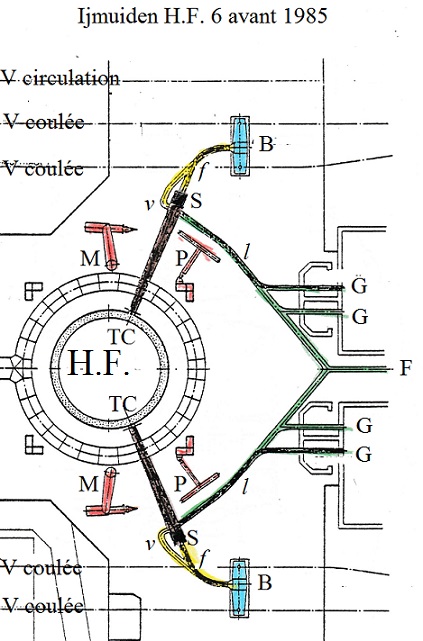
b) H.F.6 de Chiba.
H.F. de 9000 t/jour avec 4 trous de coulée ; les rigoles sont disposées dans deux halles, ce qui est habituel dans ce cas. La fonte est transportée en poches torpilles de 350 t et le laitier dans des cuves de 60 t. Les fosses à laitier usuelles ont été éloignées du H.F. car les vapeurs (vapeur d'eau de refroidissement chargée de dioxyde et hydrure de soufre, etc.) qui en sortent sont une cause de corrosion. Les rigoles = violet, rigoles principales (longueur 20 m) ; vert, laitier ; jaune, fonte ; rouge, vidange rigoles principales. TC = les trous de coulées. S = les siphons. BL = les 4 rigoles basculantes à laitier au-dessus des voies de coulées à laitier (marron). BF = les 4 rigoles basculantes à fonte au-dessus des voies de coulée à fonte (bleu). F = laitier dans la fosse de secours.
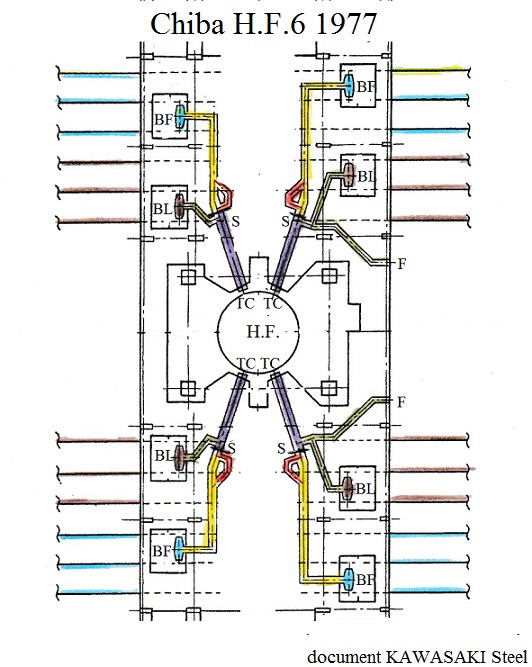
LE GARNISSAGE DES RIGOLES.
La rigole principale.
C'est la rigole la plus sollicitée, mécaniquement par l'impact du jet de fonte et par les mouvements continuels du métal et du laitier, thermiquement à cause de la température élevée (# 1500 °C) et chimiquement par l'agressivité du laitier. Dans les années 1950, elle était souvent garnie avec un sable dit « gras » qui contenait une assez forte proportion d'argile, ce qui lui donnait une bonne consistance. A la chaleur, le sable gras durcissait à cause de liaisons de type céramique, d'où une bonne résistance à la température de coulée de l'époque (# 1400 °C). Dans les années 1960, on vit apparaître des formules plus sophistiquées comprenant en particulier des ajouts carbonés, qui apportaient des liaisons de type carbone : les pisés. A partir de ce moment on peut considérer que l'évolution va se faire parallèlement dans deux domaines : la recherche de matériaux de plus en plus résistants (et d'ailleurs soumis à des conditions de plus en plus difficiles : température plus élevée, recherche d'une durée de vie plus longue et d'une résistance à l'oxydation, etc.) et d'une mise en œuvre plus facile et moins coûteuse en main d'oeuvre. Les pisés étaient mis en œuvre par damage, essentiellement à la main avec une dame pneumatique. Pour soulager le travail des fondeurs (voir la photo USINOR-Aciers ci-dessous), on a essayé à Dunkerque la dame motorisée, plus lourde, et qu'il suffit de guider; le résultat fut décevant car le compactage du pisé était trop faible et bien inférieur à celui obtenu par le fondeur avec la dame pneumatique..A la fin des années 1970, les derniers produits mis en place par damage contenait déjà des ajouts qui amélioraient sensiblement leur qualité : alumine pure, carbure de silicium.
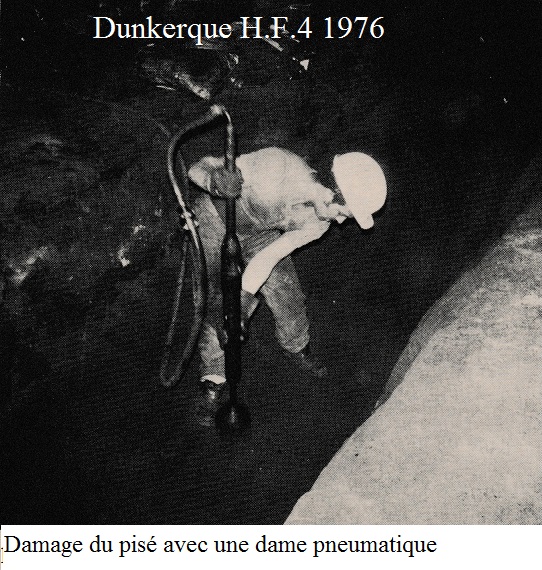
On avait donc des produits qui satisfaisaient déjà mieux les souhaits des haut-fournistes, mais il fallait trouver le moyen de les mettre en place plus facilement. La première tentative fut celle du vibro-forming, méthode utilisant un matériau auquel on avait donné des propriétés thixotropiques, c.-à-d. un matériau capable de devenir fluide sous l'effet de vibrations puis de se solidifier dès l'arrêt de celles-ci. A Dunkerque nous avons évidemment évalué les possibilités de cette méthode initiée au Japon, et nous n'étions pas sûrs de pouvoir la mettre au point dans un délai raisonnable; si l'installation matérielle était simple (voir la figure ci-dessous) , la mise au point du matériau et de sa mise en place paraissait complexe. Nous en abandonnâmes l'idée d'autant plus facilement que l'on commençait à parler d'une autre méthode plus attrayante.
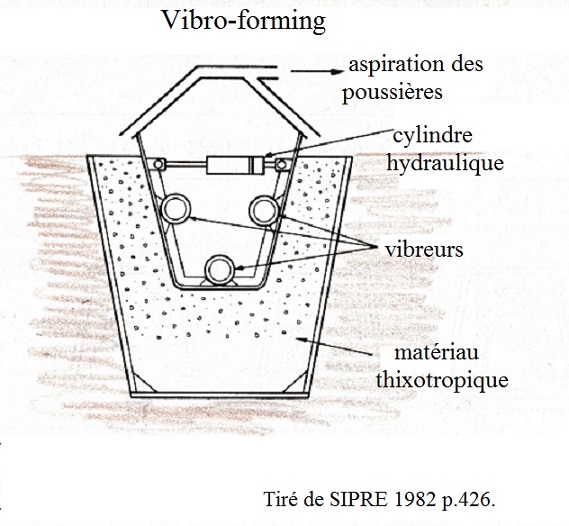
Au début des années 1980, pisé-béton, (expression qui avait le don, selon leur humeur, de faire rire les fabricants de produits réfractaires, ou bien de les faire râler à cause de la juxtaposition de deux termes antinomiques), désigne pour le haut-fourniste un produit qui, dans les rigoles, joue le rôle du pisé et se met en place comme un béton. L'idée venait (encore) du Japon, sous le nom de new castable (nouveau produit à couler); ce pays était trop loin pour adopter sans problèmes la méthode japonaise. A Dunkerque, avec l'aide de notre principal fournisseur de pisé pour rigole et de masse à boucher, la société TRB (Terres réfractaires du Boulonnais), nous mîmes au point le produit et la façon de le mettre en place. En ce qui concerne le pisé-béton, TRB propose alors plusieurs formules qui, dans la rigole principale, étaient à base d'Al2O3 (corindon, alumine tabulaire ou bauxite) et de carbure de silicium, avec quelques ajouts complémentaires. Pour la mise en oeuvre le produit doit être malaxé avec, selon les cas, 7 à 9 % d'eau; après mise en place, on le sèche à l'aide de rampes à gaz naturel.
L'installation est décrite dans la figure ci-dessous, tirée d'un texte (de l'auteur associé à l'un de ses adjoints, J.-M. JAGER,) présenté à la Commission européenne des Hauts Fourneaux en mai 1983. Le produit sec arrive en big-bags (gros sacs à ouverture par le fond), on l'amène au mélangeur W où il est mixé avec de l'eau; de là une bande le transporte au chariot installé sur des rails au-dessus de la rigole. Le détail montre une réparation de rigole : du vieux pisé dont on a constaté la solidité, a été gardé en place; un moule M, fixe, est placé dans la rigole, et depuis le chariot le pisé-béton esr versé dans l'espace entre le moule et le vieux pisé.
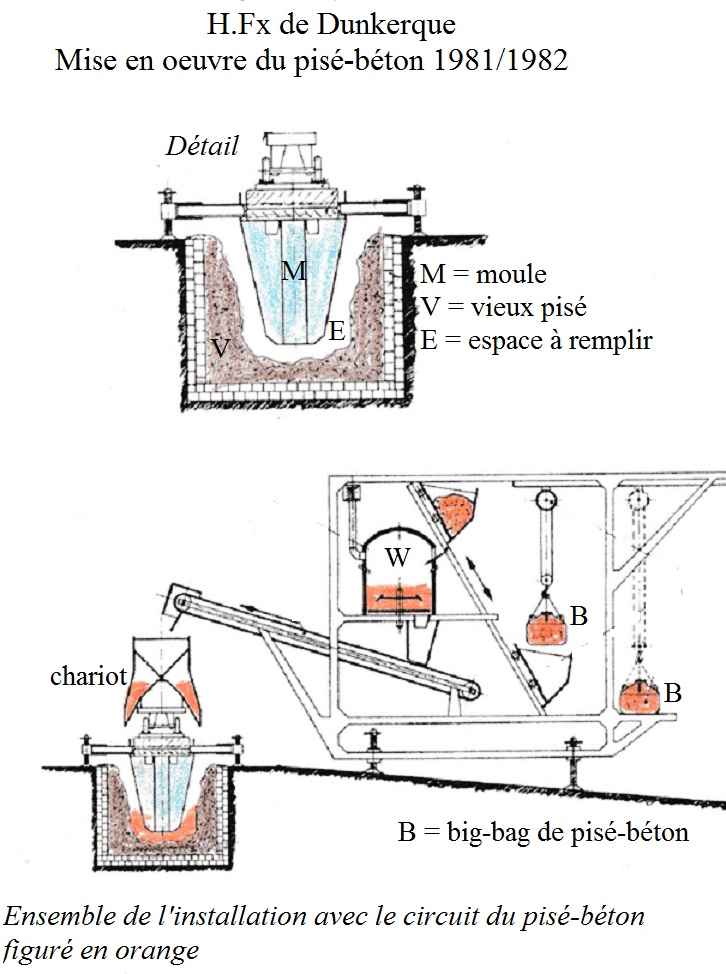
Avec l'abandon du damage, cette méthode nouvelle apporta d'abord une amélioration considérable des conditions de travail des fondeurs. La durée d'usage des rigoles entre deux réparations augmenta, et, avantage considérable, devint plus régulière. Il en résulta un gain sur les dépenses de l'orde de 1 à 2 francs par t. de fonte, certes modeste, mais à multiplier par 5 Mt par an. Les produits utilisés en rigole principale dans d'autres usines étaient semblables à ce qui est dit ci-dessus avec parfois un ajout de nitrure de silicium, par ailleurs les comparaisons internationales montraient que la consommation de Dunkerque en pisé-béton se trouvaient dans la moyenne (H.F.3 consommation de 300 g/t de fonte). La photo ci-dessous tirée d'une publicité de Seven Refractories montre une opération de coulée d'un pisé-béton dans une des rigoles principales du H.F.9 de Magnitogorsk (2070 m3), pour une campagne de 300000 t de fonte..

Le gunitage ou projection de matériau, est une autre méthode de garnissage des rigoles. Il a l'avantage d'être mis en oeuvre plus facilement que le vibro-forming ou le pisé-béton : une machine sur roues de la taille d'un bidon de 200 l et alimentée en air comprimé à 5 bars, prépare le produit et l'envoie dans une lance; à la sortie de la lance il est projeté contre la rigole à réparer, où il se solidifie. Ce procédé nécessite l'emploi d'un matériau spécialement conçu et un dosage d'eau très précis. La réussite tient pour beaucoup au savoir-faire la personne qui tient et dirige la lance car il est difficile de projeter le matériau de façon régulière, et il faut éviter d'avoir à revenir sur une zone déjà traitée. Comme pour les méthodes concurrentes, le gunitage permet de garnir la rigole principale de deux produits différents : un matériau très riche en carbure de silicium pour la partie haute en contact avec le laitier, et un matériau plus riche en alumine pour la partie basse en contact avec la fonte.
La photo ci-dessous, extraite d'une publicité de Krosaki Harima Co, montre l'opération de gunitage;au vu de la position de la personne qui manipule la lance L, on voit que les conditions de travail sont assez difficiles. T.C. = trou de coulée. P =paroi verticale de la rigole.

ÉTAT DU CREUSET.
La fonte et le laitier sortent du creuset; celui-ci par ignorance ou simplification est souvent décrit comme un simple récipient contenant la fonte au fond et le laitier par-dessus, comme de l'eau et de l'huile dans une casserole. De visite chez des collègues anglophones, j'avais eu la mauvaise idée de dire qu'après la coulée le creuset était “empty (vide)”, je fus repris immédiatement : le creuset n'est pas “empty” mais “dry (sec)”, ce qui est bien sûr la bonne expression. En effet, avant, pendant ou après la coulée, il y a du coke dans le creuset; on discute pour savoir s'il s'agit ou non du fameux “homme mort” car il le semble de moins en moins étant donné qu'il semble participer peu ou prou à la physico-chimie du creuset. Ce coke selon les circonstances, repose sur la sole du creuset ou y laisse un passage libre (alors il flotte); et il paraît sûr également que fonte et latier circulent librement à la paroi. On comprend donc que l'écoulement de ces deux liquides vers le trou de coulée ne ressemble pas à la vidange de la baignoire.
Figure 1) Liquide restant dans le creuset en fin de coulée, tirée de Mathematical and physical simulation of non-uniform liquide drainage in packed beds, par JM BURGESS et autres. Symposium Newcastle (Australie) mars 1981.
Le passage à travers le coke peut être plus ou moins facile. C'est l'objet de la partie haute de la figure 1. On y voit que plus le coke est gros et mieux on vide le creuset de ses liquides, et inversement. On a donc intérêt à ce le coke soit d'une qualité suffisante pour qu'après ses tribulations dans le H.F., il soit encore assez gros.
La partie basse de cette même figure se rapporte au fait que la fonte et surtout le laitier ne coulent pas tout à fait “comme de l'eau”. La fonte coule en général sans problème sa viscosité (0,02 à 0,05 poise) étant du même ordre de grandeur que celle de l'eau (0,01 poise). Quand on considère le laitier comme étant fluide sa viscosité est de 2 à 5 poises (soit 100 fois celle de la fonte), mais elle peut atteindre 15 à 100 poises en cas de difficultés. La viscosité varie en sens inverse de la température, d'où les difficultés de coulée quand le creuset est froid (la viscosité augmente) ou quand son analyse s'écarte de l'analyse visée (c'est un problème complexe qui méritera une étude particulière).
Figure 2) Équilibre des liquides en fin de coulée, tirée de Experimental model study of the physical mechanisms governing blast furnace hearth drainage, par W.B.U. et autres. ISIJ meeting Tokyo, avril 1982.
La fin de coulée est déterminée au moment ou le niveau supérieur du laitier est descendu au niveau du trou de coulée : il ne sort plus de liquides et le gaz peut sort du trou de coulée (le H.F. souffle). a) On remarque d'abord que la ligne qui délimite le niveau supérieur du laitier a la forme des courbes de la figure 1); on ne peut donc espérer à la fin de la coulée obtenir une surface de laitier horizontale au niveau du trou de coulée. b) On note ensuite que dès qu'on s'éloigne du trou de coulée pour aller vers le centre du H.F. la ligne de séparation entre fonte et laitier est plus basse que le trou de coulée. On explique cela par l'équilibre entre la force liée à la viscosité du laitier et la gravité.
AVIS : les valeurs indiquées sur la figure 1 ne sont pas réelles; je les ai choisies 1) de façon à respecter l'échelle des valeurs originelles et 2) pour les rendre parlantes au plus grand nombre.
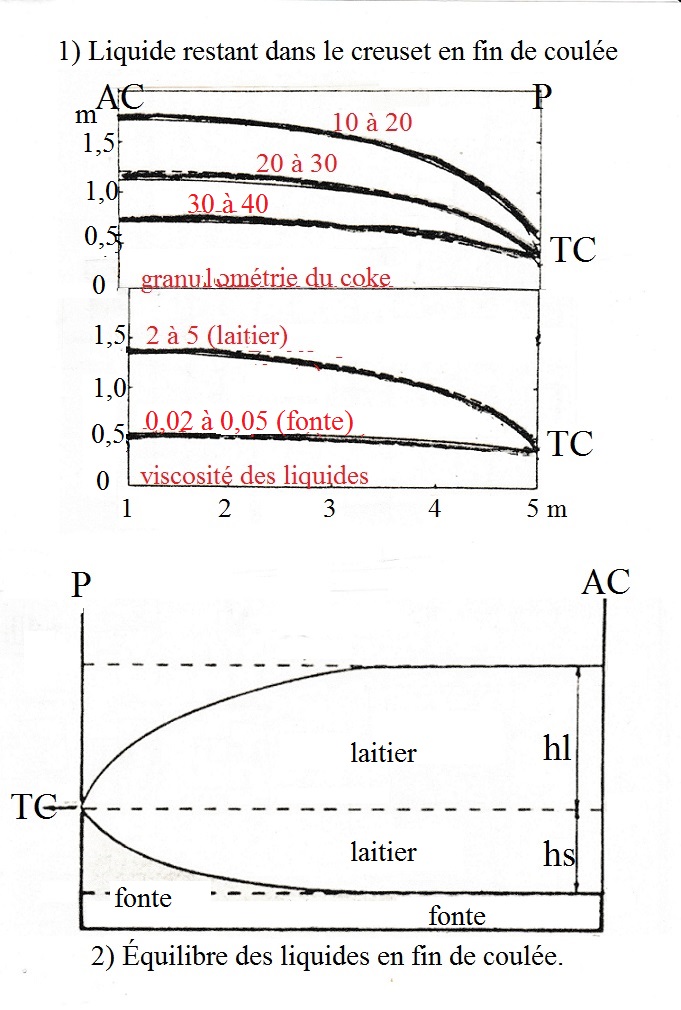
LA VITESSE DE COULÉE.
On l'exprime habituellement en tonne/min. On peut la formuler mathématiquement à partir des lois de l'écoulement des liquides (BERNOUILLI, DARCY) en prenant en compte plusieurs facteurs. Ceux qui tendent à augmenter la vitesse quand ils augmentent sont : P = la pression interne du gaz dans le H.F. (on prend la pression de vent à la circulaire), D = le diamètre du trou de coulée (que l'on peut faire varier en utilisant plusieurs diamètres de taillants ou de barres), H = la hauteur de liquide entre la surface de liquide dans le creuset (qui doit être déterminée par calcul) et le centre de l'extérieur du trou de coulée. Les facteurs qui tendent à diminuer la vitesse quand ils augmentent sont : L = la longueur du trou de coulée (qu'on ne considère généralement pas comme une variable) et le coefficient de frottement des liquides contre la paroi du trou. Une étude japonaise (SIPRE 1988, p.405) donne les résultats suivants qui montrent que le seul facteur important est le diamètre du trou de coulée :
................................D mm.......H mm.........P bar..........L mm
Référence.................70............2000.............3...............3500
Augmentation.......+ 10............+200............+0,2...........+ 500
Variation de V....... +1,03.........+ 0,10.......... + 0,02........- 0,18....t/min
Une étude allemande (H.P. RÜTHER et H.B. LÜNGEN, ATS décembre 1988), semble corroborer le résultat japonais avec V = 5t/min pour L = 2,8 à 3 m et pour L = # 2,3 m.
Quelques valeurs : Au H.F.4 de Dunkerque la vitesse de coulée était habituellement de 6 t/min, mais on a eu parfois des vitesses de 10 t/min, trop élevées et qui ont conduit à des débordements de poches dans les voies à fonte. La figure de Kawasaki Steel ci-dessous est accompagnée d'un texte qui donne pour le jour considéré une vitesse de coulée de la fonte de 7,21 t/min, et de 2,61 t/min pour le laitier (ce qui correspond à 1,03 m3/min pour la fonte et 1,13 m3/min pour le laitier = les débits sont très proches).
AUTRES DONNÉES
La durée d'écoulement du laitier.
Ce paragraphe concerne l'enfournement de minerais riches, qui donne une production de laitier de l'ordre de 300 kg./t. de fonte et permet de ne pas utiliser de tuyère à laitier : tout le laitier sort par le trou de coulée. La coulée comporte 3 moments importants : 1) le débouchage du trou que l'on constate au moment où coule la fonte, en effet dans le creuset elle se trouve sous le laitier et étant donné l'angle de perçage, le trou doit logiquement déboucher dans la fonte, et celle-ci doit sortir en premier ; 2) le moment de « l'arrivée du laitier », en principe postérieurement au débouchage et qui est le commencement d'une période pendant laquelle fonte et laitier sortent en même temps du trou; 3) la fin de coulée, qui, comme déjà dit ci-dessus, se constate quand le niveau de liquides est suffisamment bas pour que le gaz puisse sortir du trou de coulée. Ce beau scénario est cependant parfois troublé pour différentes raisons, surtout dans les très gros H.Fx, où, à cause de la dimension du creuset, il peut y avoir des différences de températures, d'analyses de laitier, etc., d'un trou de coulée à l'autre. On a pu par exemple au H.F.4 de Dunkerque, déboucher un trou et n'en voir sortir que du gaz et des étincelles ; ce qui conduit à aller déboucher un autre trou où l'on trouve une situation normale : arrivée de la fonte, etc. Une telle circonstance était évidemment le signe d'un dérèglement qu'il fallait essayer de régler rapidement. Pour en revenir à la coulée du laitier, nos collègues de Kawasaki Steel écrivaient en 1980 : « Il est important que la durée de coulée du laitier soit une grande partie de la durée totale de la coulée, on doit donc chercher à réduire la vitesse de coulée du laitier ; on le fait au H.F.6 de Chiba en faisant des recouvrements de coulée (c.-à-d. en coulant deux trous en même temps). » Ainsi dans l'exemple de cycle de coulées que l'on voit ci-après, le rapport temps laitier/temps total = 87,5 %. Tout le monde n'est pas d'accord avec cette façon de faire et pour beaucoup de H.Fx ce rapport est de 70 à 75 %. (77,5 % dans l'exemple de Fos sur Mer ci-après).
Exemples de cycles de coulées.
Chiba. 1) Les coulées se succèdent de telle façon telle qu'il y a au moins un trou de coulée ouvert en permanence ; le H.F. produisait alors environ 10500 t/jour, soit 7,3 t/min, à comparer à ce qui a été dit pour la vitesse de coulée. 2) Pour 5 des 10 coulées, le laitier est arrivé en même temps que la fonte. 3) La période de recouvrement R a été décidé en fonction de la citation du § précédent : à 23 heures, le laitier n'était pas encore arrivé alors que le trou avait été débouché à 22 heures.
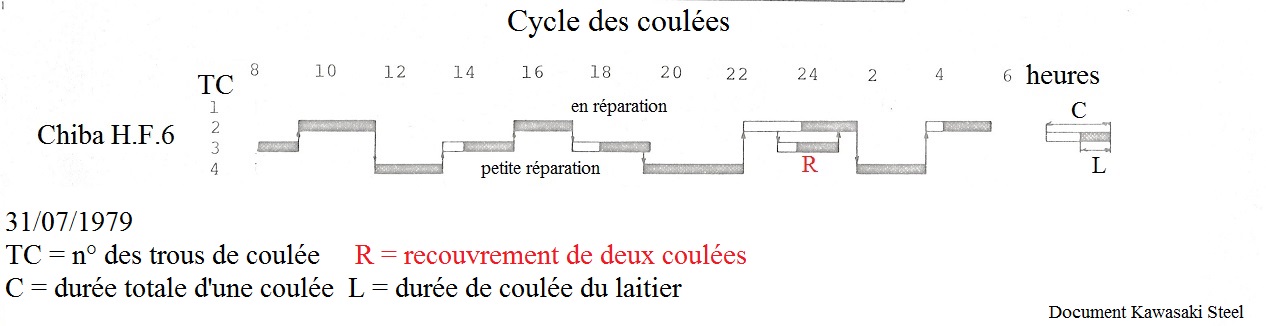
Fos-sur-Mer. 1) Il y a systématiquement un temps mort entre chaque coulée, « l'intercoulée ». en blanc. 2) Le laitier arrive en même temps que la fonte pour aucune coulée, de ce fait le niveau du laitier s'élève au début de chaque coulée. Les niveaux fonte et laitier sont déterminés par un modèle..
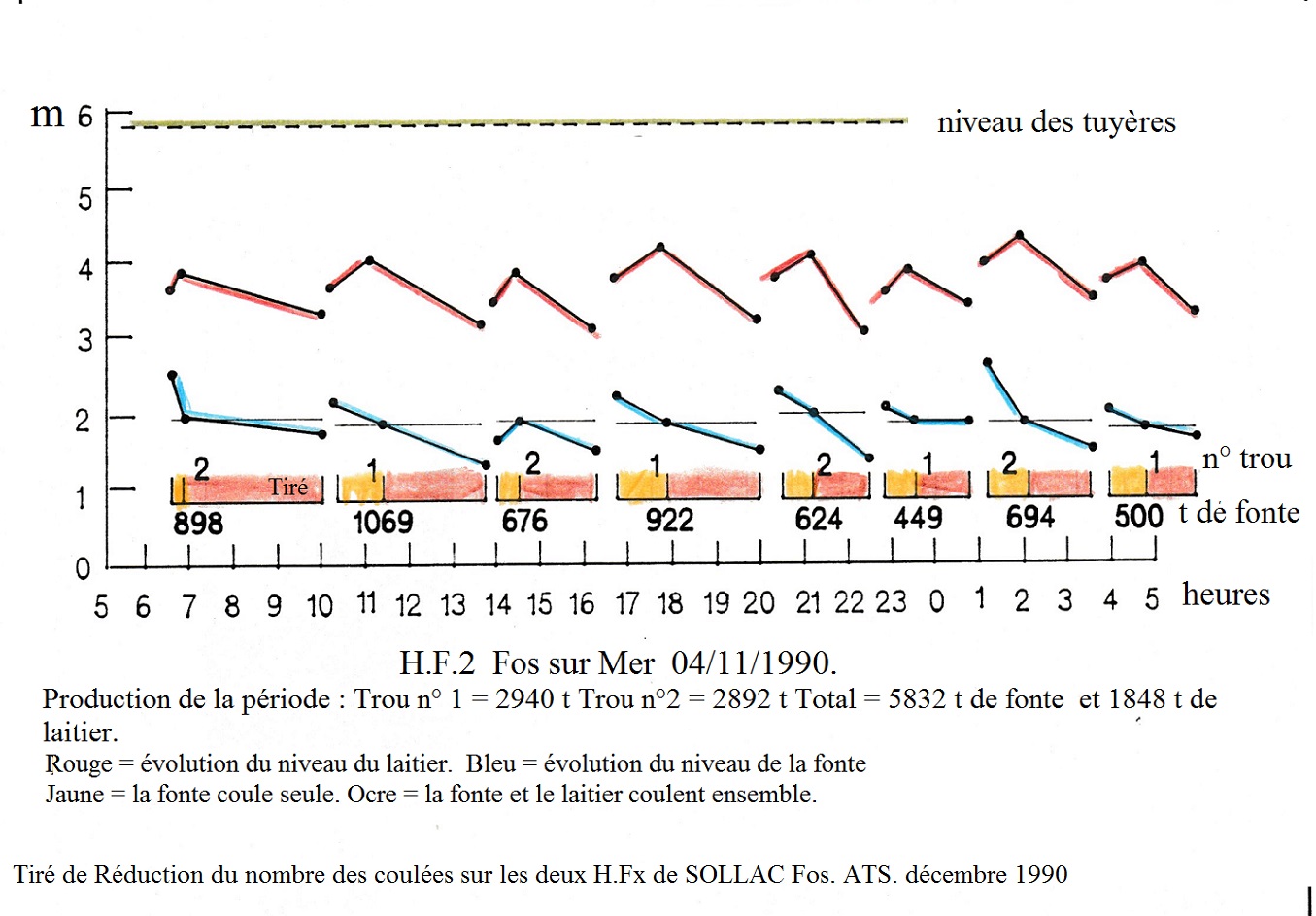
OPÉRATIONS DIVERSES.
Température de la fonte et du laitier. Le procédé classique consiste à plonger manuellement une canne dont l'embout remplaçable comporte un thermocouple ; la température peut être lue sur place ou envoyée par exemple à la salle de contrôle. La société TMT par exemple propose une lance commandée à distance pour faire cette mesure et la lance peut en même temps prélever un échantillon pour analyse. La mesure est fiable mais elle est ponctuelle, on a donc cherché une mesure en continu, et le moyen le plus facile est alors la lunette à radiation. L'inconvénient de la lunette est la fragilité du matériel et surtout la nécessité de viser convenablement la surface du liquide, c.-à-d. de savoir ce qu'on mesure réellement. La figure ci-dessous montre un essai de lunette, dans lequel on compare la température donnée en continu par la lunette 1), la température donnée en continu par un thermocouple immergé 2) et la température prise avec une canne à intervalles 3).
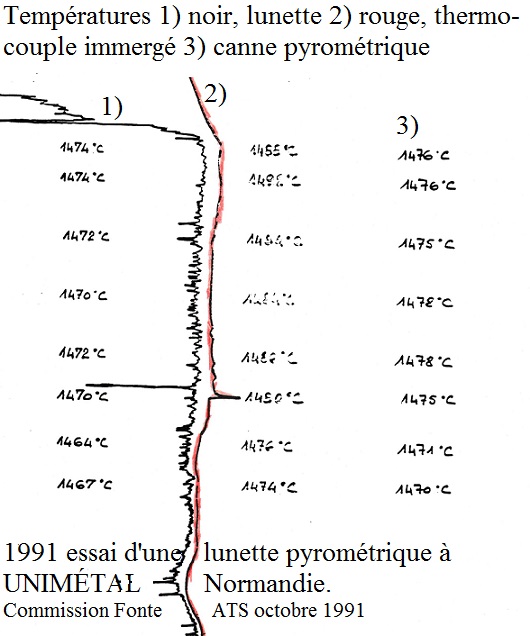
Le niveau de fonte dans la poche à fonte au cours du remplissage. Le premier moyen pour aider le fondeur à connaître le moment où il faut actionner la rigole basculante est d'installer sur chaque poche un peson qui donne en continu le poids de fonte dans la poche et donc l'état de son remplissage. C'est la méthode adoptée à Dunkerque avec l'arrivée des poches torpilles de 450 t. Une méthode plus sophistiquée est l'emploi du radar, et, nous en avions exploré cette solution pour les poches droites de 140 t, malheureusement la fumée dégagée par le remplissage de la poche, qui gênait le fondeur préposé à la surveillance, produisait le même effet sur le radar. Avec l'amélioration des aspirations de fumée, il a été possible de repérer le niveau avec cet appareil. En 1990, l'usine de Nagoya (Nippon Steel) faisait ainsi savoir que chacune des deux poches alimentées par une rigole basculante étant surveillée par un radar, la rigole basculante était manoeuvrée automatiquement, sans intervention humaine, à partir des informations données par les radars.
Le couvre-rigole du trou de coulée. Lorsque l'opération de débouchage est terminée et que la fonte coule normalement, on met en place un couvre-rigole au dessus de la rigole près du trou de coulée ; cet équipement évite que des projections de fonte ou de laitier ne se répandent sur le plancher, et en maintenant une atmosphère très chaude sur la rigole, il limite l'apparition des « côtelettes » faites d'un mélange de fonte et de laitier solidifiés qui se dépose sur les bords de la rigole principale. Le nettoyage de ces côtelettes est parfois long et pénible, il vaut mieux éviter d'avoir à le faire. Ce couvre -rigole est lourd et à Dunkerque il était suspendu à une potence avec laquelle on pouvait l'amener sur la rigole et de l'en retirer. La société TMT a mis au point un manipulateur pour faire cette opération, il est visible M en rouge, sur la photo ci-dessous; CR = couvre-rigole..
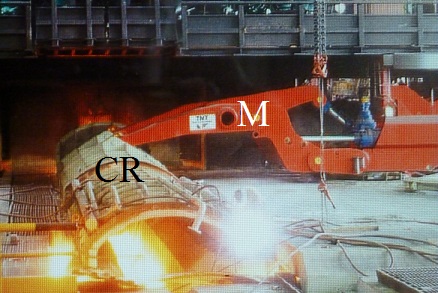
Ce couvre-rigole a été le premier élément de couverture, mais il a paru nécessaire d'étendre ce dispositif à toutes les rigoles ; cela a été rendu possible par l'amélioration de la marche des H.Fx qui faisait disparaître le besoin d'intervenir sur les rigoles en cas de débordements, ou, à l'inverse quand, surtout pour le laitier, l'écoulement était trop ralenti. Avec la couverture on réglait d'abord un des problèmes importants de la sécurité des fondeurs en les protégeant du contact avec la fonte et le laitier liquides, et ensuite cela a été le meilleur moyen de canaliser les fumées pour les évacuer hors de la halle de coulée.
Assainissement de la halle de coulée. Cette expression désigne les moyens d'aspiration mis en œuvre pour enlever le plus possible des fumées et poussières émises pendant la coulée ou pendant le travail de nettoyage et d'entretien des rigoles. A la construction du H.F.4 de Dunkerque en 1973, on avait mis en place un système de captation qui comprenait, à chacun des 4 trous de coulée, un rideau d'air et une aspiration derrière ce rideau ; à chacune des fosses de coulées, il y avait de mêmeune aspiration. Au total on aspirait 300.000 m3/heure, rejetés à l'atmosphère sans filtration ; suite à une étude aérodynamique, des aspirateurs statiques dits ROBERTSON avaient également été installés en toiture dans les deux halles de coulées. Cet ensemble n'était pas négligeable, mais d'une part la législation interdisait de plus en plus clairement le rejet à l'atmosphère sans traitement, d'autre part c'était insuffisant. En 1980, le tout fut donc remanié, avec une aspiration de 1.400.000 m3/heure et une filtration par sacs des rejets. Les deux photos ci-dessous montrent deux exemples de coulée au H.F.4, en 1973 et en 1987.P = la potence de manoeuvre du couvre-rigole. F = la couverture de la rigole à fonte. L = la couverture de la rigole à laitier.

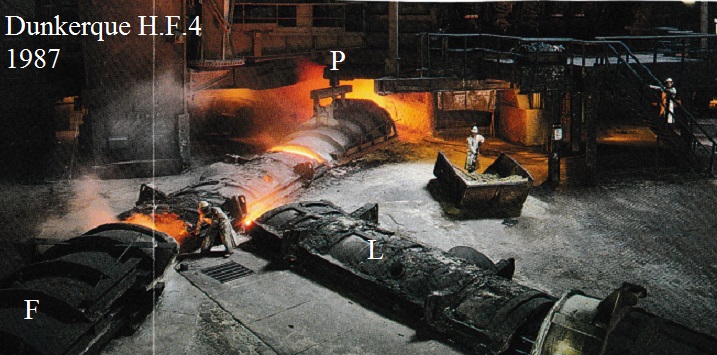
LA PROTECTION DU FONDEUR.
En 1991, à l'occasion de la remise en route du H.F.1, l'usine de Fos-sur-Mer a fait créer un santon représentant un fondeur dont on voit la photo ci-dessous. La coulée est en cours et le fondeur s'apprête à prendre un échantillon de fonte ou de laitier avec la louche qu'il tient. Il est donc équipé pour le risque du feu puisqu'il doit s'approcher au plus près d'une rigole. Depuis la deuxième moitié des années 1960, le casque s'est répandu puis imposé dans les usines sidérurgiques ; cela ne s'est pas toujours passé facilement : à Senelle, un fondeur était venu me montrer un certificat médical indiquant qu'il ne pouvait porter le casque parce que cela lui faisait perdre des cheveux ; ce n'était pas recevable, malheureusement pour lui. Pour le fondeur, c'est un casque ordinaire en plastique sauf qu'on lui à mis deux agrafes pour fixer un masque grillagé que l'on peut relever ou abaisser devant le visage. Le masque grillagé n'est pas suffisant lorsque l'on travaille au trou de coulée, soit pour le débouchage au tuyau à brûler, soit lorsque l'on dégage le trou en cours de coulée avec une barre. On emploie alors une cagoule en tissu munie d'un verre incassable et traité pour que les yeux ne soient pas fatigués par le rayonnement. Le santon et ci-dessus (juste avant le § II-Les rigoles de coulée) au H.F.6 de Seraing le fondeur qui travaille dans une tuyère, portent une cagoule fixée sur le rebord du casque et sur la photo on voit bien qu'elle couvre la nuque. Mais la cagoule peut être aussi, comme à Dunkerque, un ensemble qui recouvre le casque et vient tomber sur la nuque et les épaules comme une cape (voir ci-après la photo Dunkerque 1970). Le fondeur porte un costume (veste et pantalon) en coton ignifugé, mais pour le travail au feu il revêt un manteau très long en tissu aluminisé, et sans poches ; la jonction avec les chaussures peut éventuellement être couverte avec des guêtres.Ce type de manteau est très répandu mais on a aussi, en Grande-Bretagne, utilisé un manteau de grosse laine. L'équipement est complété par des moufles de cuir à grandes manches et des chaussures genre rangers ou des bottillons.

mise à jour du chapitre : 21/11/2015.
RÉPARTITION CIRCULAIRE.
Elle consiste à déverser les charges dans le gueulard de telle façon qu'elles correspondent à la symétrie du H.F. (qui est un volume de révolution autour de son axe vertical) ; c.-à-d. que si l'on considère un cercle à la surface de la charge, les matières qui s'y trouvent doivent être identiques en tout point.
RÉPARTITION RADIALE.
Elle consiste à déverser les charges dans le gueulard de façon à les répartir sur un rayon dans un but particulier ; pour cela on distingue les matières chargées soit en fonction de leur nature (coke, minerai, aggloméré de minerai, boulettes, fondant, etc.), soit en fonction de leur granulométrie (morceaux de calibres divers, grains, fines). La surface de chargement présente sur un rayon un talus (chargement en V) ou des talus (chargement en M), l'angle de talutage dépendant de la nature et de la granulométrie des matières et d'autres facteurs (forme de l'appareil de chargement, parabole de chute, dimensions du gueulard, etc.)
PHOTO : Remplissage du H.F.4 après remplacement du gueulard à cloches par un gueulard Paul WURTH. G = goulotte du gueulard qui déverse la matière (ici de l'aggloméré). R = règle pour les mesures de trajectoire. T = talus des matières. P = protection du haut de cuve.
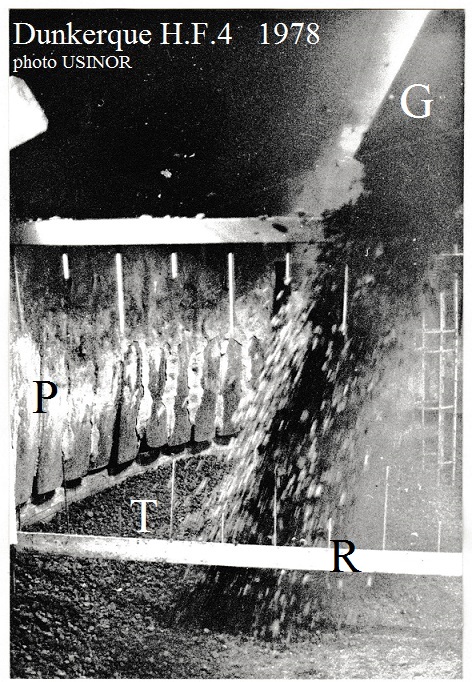
A partir du 18ème s., et notamment pour le H.F. de l'Encyclopédie, le chargement se fait du côté de la rustine, c.-à-d. du côté opposé à la coulée. La raison n'en est pas évidente ; de toutes façons la façon de charger devait avoir peu d'importance sur la répartition des charges étant donnée la faible dimension du gueulard (de l'ordre de 40 cm au carré). Vers 1830, en particulier en Grande-Bretagne, on élargit considérablement le gueulard (jusqu'à environ 3 m de diamètre) et il devient nécessaire de rechercher une répartition circulaire convenable : on construit par exemple une cheminée dont la base entoure le gueulard, dans laquelle pour charger, on ménage des ouvertures régulièrement espacées et les chargeurs ont des consignes pour déverser le coke ou le minerai de façon régulière dans l'une ou l'autre des ouvertures. On s'en tiendra généralement à cela tant que le gueulard est ouvert. Il y avait toutefois de bonnes raisons de fermer le gueulard : réduire considérablement le risque d'empoisonnement des chargeurs par le gaz, récupérer plus complètement le gaz pour chauffer le vent ou toute autre utilisation, faire cesser une pollution souvent insupportable. En 1855, PARRY ferme le gueulard en inventant le « cup and cone ». Cette installation est le premier appareil de chargement, ou gueulard (*), dont par ailleurs la fonction s'enrichit : il n'assure pas seulement le chargement, il assure aussi l'étanchéité de la partie supérieure du H.F.
(*) GUEULARD : Pour le haut-fourniste 1) c'est d'abord l'ouverture en haut du H.F. par laquelle on l'alimente en coke et minerai (c'est un dérivé de gueule) et par où sort le gaz (on dit souvent : le gaz de gueulard); 2) c'est aussi l'appareil de chargement (exemple : un gueulard sans cloches) ; 3) c'est encore la partie haute du H.F., y compris la structure, où se trouve l'appareil de chargement (exemple : je monte au gueulard). Pour l'ensemble de l'usine, c'était la sirène qui signalait les changements de poste.
Dans un premier temps cela ne change beaucoup pas la façon de charger ; voir ci-dessous la figure Cup and cone avec prise de gaz. Une cheminée CH coiffe le gueulard ; les ouvertures 1, 2 , 3 faites dans la cheminée permettent de verser le minerai (en jaune) ou le coke sur la coupe. Au moment de charger le "cone" (ou cloche) CC s'abaisse (le mécanisme de commande n'est pas figuré) et le minerai tombe dans le H.F. flèches vertes = circuit du gaz. G et G = garde-corps. Dans le dernier tiers du 19ème s., vont apparaître une foule d'appareils de chargement qui sont souvent, comme l'appareil HOFF ci-dessous, des modifications du cup and cone. On a fixé sur le cone CC, un tuyau vertical qui récupère le gaz au centre du H.F. : on peut penser que cela favorisait un flux de gaz central dans la cuve (contrairement à la première figure) et donnait donc des résultats de marche différents. La coupe est ici remplie de coke (en bleu) ; au moment de charger on pousse vers le haut le levier L et le "cone" et son morceau de tuyau s'abaisse, la charge tombe dans le fourneau. PH = protection du haut de cuve constituée par une bande de tôle fixée sur le pourtour du gueulard. V = vanne pour isoler le H.F. du réseau de gaz.
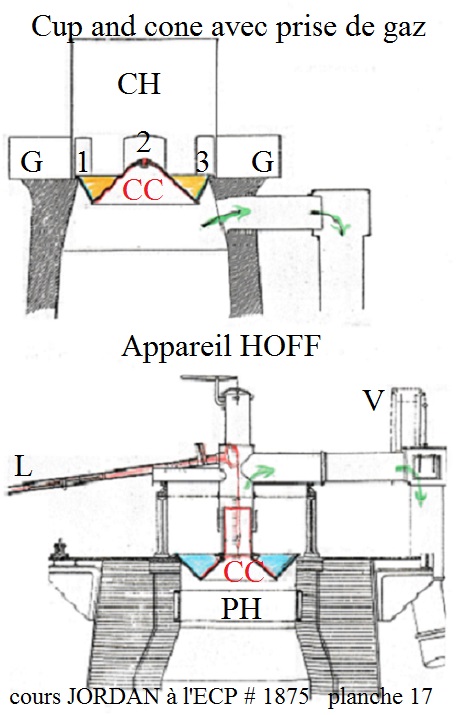
Certains appareils de chargement de l'époque ont été clairement conçus pour permettre de faire varier la répartition radiale; cela a souvent conduit à des solutions très complexes (comme dans les appareils BUDERUS), et donc peu utilisées. Le gueulard THOLANDER ci-dessous a été employé en Suède à la fin du 19ème et au début du 20 ème s. ; c'est un un exemple simple de ce type d'appareils de chargement. Il se compose d'une trémie fixe TF en forme de tronc de cône, d'une trémie mobile TM également tronconique et d'un cône C. En P et P la paroi du H.F. La séquence commence avec les trémies pleines. 1ère étape : on soulève le cône C jusqu'à la position a, la matière (en jaune) contenue dans la trémie mobile tombe dans le H.F. 2ème étape : on soulève la trémie mobile TM jusqu'à la positon b , la matière (en bleu) contenue entre TM et TF tombe dans le H.F. La différence de pente entre les deux trémies montre que la matière jaune (dans le cas réel c'était du charbon de bois) tombe plutôt vers le centre du H.F., alors que la matière bleue (c'était le minerai) tombe plutôt vers la paroi; il s'agit bien d'une possibilité d'action sur la répartition radiale. . Une astuce permettait de n'avoir qu'une commande : la trémie mobile TM était reliée au cône C par plusieurs chaînes et au delà du point a la trémie mobile était soulevée en même temps que le cône ; le tout était actionné par un moteur électrique de 2,5 CV (1,84 kW). Figure et explications d'après Haut fourneau électrique par P. NICOU. Dunod 1913 p.59.
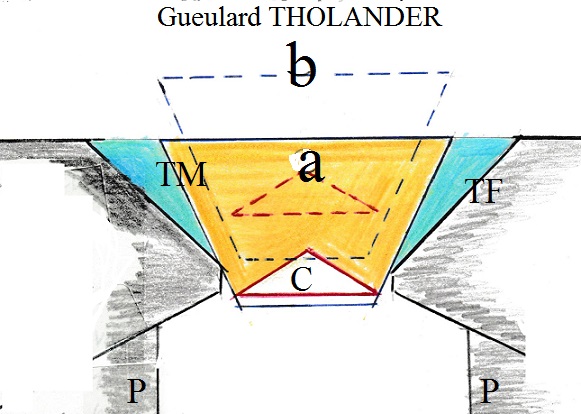
Tous les appareils de chargement dont on vient de parler nécessitaient l'emploi de personnel au gueulard pour verser les brouettes ou ouvrir les portes des wagonnets et pour commander la manœuvre de l'appareil de chargement. De plus tout cela fonctionnait plutôt trop lentement compte tenu de l'augmentation régulière de la production des H.Fx. Pour ces raisons dans la dernière décade du 19ème s., aux États-Unis, grâce au développement du moteur électrique, on mécanisa le chargement du H.F., c.-à-d. que le récipient contenant coke ou minerai était envoyé au gueulard et là, l'appareil de chargement était conçu pour vider les matières dans le H.F. sans intervention de l'homme. Les premières recherches donnèrent naissance à deux modes de chargement : par skips ou par benne. L'amélioration fut telle que, très rapidement toute la quincaillerie des appareils de chargement fut remplacée quasi complètement par deux modèles, le chargement par skips et le chargement par benne (appelée parfois benne-trémie), qui tous deux ont été évoqués avec des photos dans Haut fourneau ou H.F., chapitre 1b-Une vie de haut fourneau, 2ème époque.
Le chargement par skips.
L'appareil de chargement le plus couramment associé au chargement par skips est le gueulard McKEE, qui eut un grand succès et qui est encore en service sur un certain nombre de H.Fx. Ce qui suit (information et figure) est tiré du brevet US n°864,795 intitulé Method of charging blast furnaces, attribué à Arthur J. McKEE le 03/09/1907. Cet appareil est constitué d'une trémie tournante TT, qui par l'abaissement de la petite cloche PC (en bleu) alimente le sas ; l'abaissement de la grande cloche GC (en rouge) fait tomber les matières du sas dans le H.F. LG est le levier de la grande cloche ; par l'effet du contre-poids CPG le levier est maintenu dans la position de la figure et la grande cloche est fermée ; pour ouvrir la grande cloche (c.-à-d. l'abaisser) on actionne le vérin VG dont la tige s'élève, ce qui fait basculer le levier vers le bas à gauche. LP, CPP et VP sont les organes correspondants pour la petite cloche. P et P = paroi du H.F. Le cycle de fonctionnement est le suivant : 1) le skip vide sa charge dans la trémie tournante. 2) La trémie tournante tourne d'un angle déterminé,CT étant l'organe de manœuvre. 3) La petite cloche est ouverte pour vider la trémie dans le sas ; la petite cloche est refermée. 4) Quand on a dans le sas le nombre de skips souhaités, la grande cloche est ouverte, le sas se vide dans le H.F. ; la grande cloche est refermée. La séquence est déterminée de façon à ce que la petite et la grande cloche ne soit jamais ouverte ensemble, cet appareil assure donc les fonctions de chargement, de répartition circulaire (par la rotation de TT) et l'étanchéité du H.F.
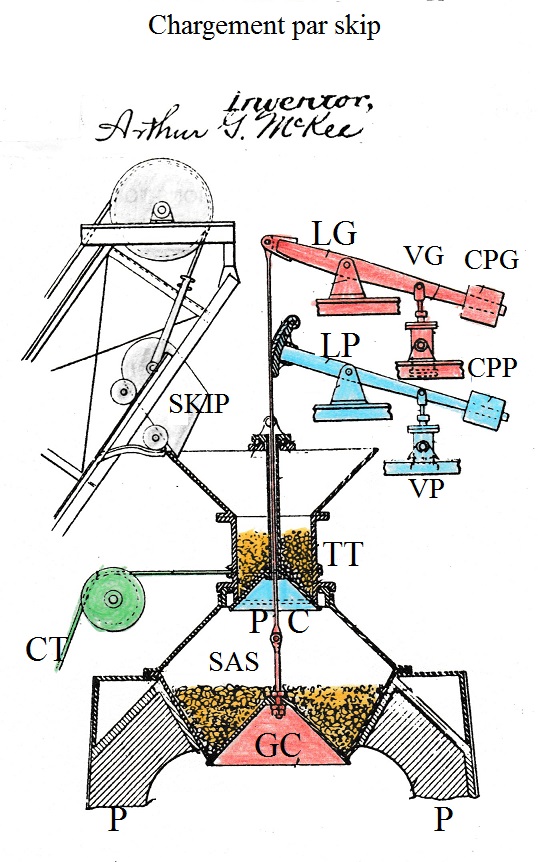
McKEE écrit dans les attendus du brevet : « Dans le cas où la trémie TT serait fixe, la plus grande partie des gros morceaux de la charge serait toujours déposée dans la trémie TT du côté opposé au point de déversement, et les particules fines, pour la plupart, seraient déposées en un point très proche du déversement. Beaucoup de cette ségrégation se retrouverait dans le sas, puis dans le H.F. Il en résulterait que le gaz trouverait un passage plus facile du côté du H.F. où seraient les gros morceaux, d'où une mauvaise marche du fourneau et l'usure rapide du réfractaire. » Ce texte est un plaidoyer très clair pour la recherche d'une bonne répartition circulaire, et il fait la liaison entre cette répartition et la marche du H.F., ce qui est toujours une préoccupation actuelle. Par contre McKEE ne parle pas d'un avantage de ce mode de chargement à savoir la possibilité de mettre dans le sas des skips de coke et de minerai dans un ordre quelconque, par exemple si l'on y met au total 6 skips : coke/coke/minerai/coke/minerai/minerai. Cette possibilité permettra aux haut-fournistes d'agir par là sur la répartition radiale car coke et minerai se répartiront différemment sur un rayon selon la place des skips dans le sas.
A Senelle, les H.Fx 5 (1960) et 6 (1955) étaient équipés du gueulard McKEE alimenté par deux skips de 4,5 m3 dont la durée de la course était de 70 secondes. La manœuvre des chacune des cloches était faite par un système analogue à la figure ci-dessus, à la différence que les vérins et contre-poids étaient remplacés par des cylindres pneumatiques verticaux à double effet ; un câble transmettait l'action des cylindres aux leviers. La trémie tournante, de la capacité d'un skip, était mue par un moteur de 12 CV (8,8 kW) et pouvait prendre 6 positions ; à la suite d'une étude de Mr MASSE, mon prédécesseur, on passa à 7 positions pour éviter certains effets nuisibles. Un joint presse-étoupe assurait l'étanchéité au gaz à la base de la trémie tournante
Le chargement par benne.
Dans ce cas, il est pratiquement impossible de réaliser la répartition circulaire au gueulard ; cette question donc est résolue lors du remplissage de la benne. La benne cylindrique est placée sur un plateau circulaire qui sert pour la pesée et qui est animé d'un mouvement de rotation : lors du soutirage sous les accumulateurs le plateau est mis en rotation et la matière chargée est répartie dans la benne par anneaux concentriques, assurant ainsi une répartition circulaire convenable. Ensuite, ou bien la benne est accrochée à un chariot circulant sur une poutre inclinée, lequel chariot la dépose sur le gueulard, ou bien un treuil élève verticalement la benne puis l'amène sur le gueulard. Là, le fond ouvrant de la benne s'adapte au cône qui ferme le gueulard et sous le poids de la charge le tout s'abaisse et la benne se vide dans le fourneau. L'étanchéité est assurée par un chapeau qui vient coiffer la benne quand elle descend sur le gueulard. Tous les appareils de chargement par benne respectent à peu près ce schéma. Le modèle le plus utilisé, en particulier en Europe continentale, est la benne STÄHLER dont la figure ci-dessous, tirée du Cours de Sidérurgie de la Sté des Hauts Fourneaux de la Chiers vers 1950, expose le fonctionnement.
1) La benne chargée est accrochée au monte-charge par sa tige TB ; CH est le chapeau qui viendra en fermer le dessus. Le fond ouvrant de la benne FB, est maintenu fermé par la traction de la tige. CO est le tronc de cône qui ferme le gueulard du H.F.
2) La benne se pose sur le gueulard ; le fond ouvrant de la benne s'adapte au tronc de cône CO ; ce dernier est supporté par la traverse TR ; par action sur cette traverse les contrepoids CP et CP maintiennent le gueulard fermé par le tronc de cône. SO et SO = sorties de gaz.
3) Le chapeau CH ferme le dessus de la benne et empêche les fuites de gaz. Sous l'effet du poids des matières contenues dans la benne, l'ensemble FB (fond de la benne), CO (tronc de cône) et TR (traverse) s'abaisse, le contenu de la benne tombe dans le H.F. sur la charge précédente et forme un talus en M. CI = tube cylindrique vertical (le cigare) qui évite le rassemblement par éboulement des gros morceaux au centre du H.F.
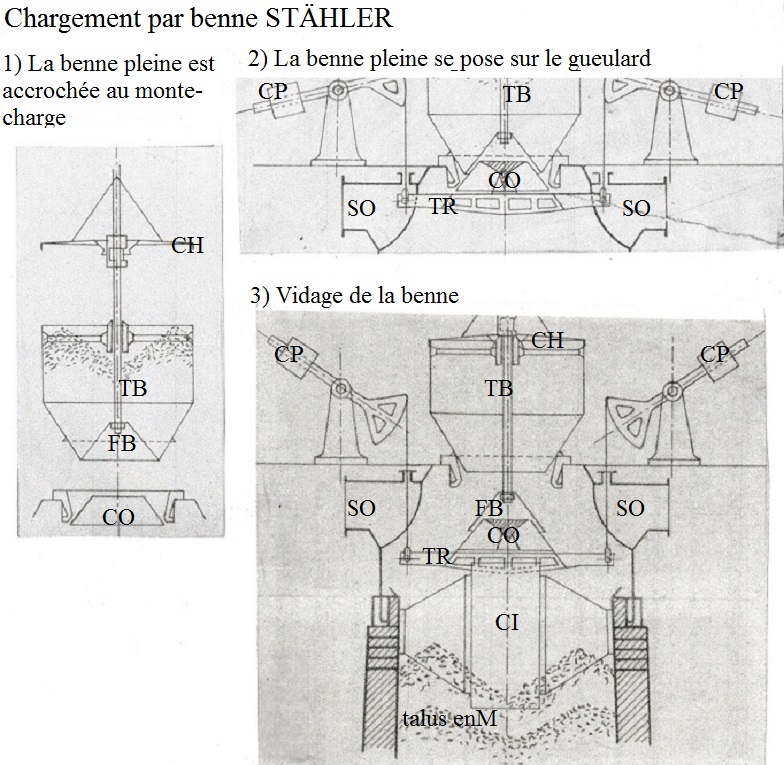
A Senelle, les H.Fx 1 à 4, comme beaucoup de H.Fx lorrains construits au début du 20 ème s. ou reconstruits dans les années 1920, étaient alimentés par benne STÄHLER. Ci-dessous figure tirée de La métallurgie à la ^portée de tous, par M. ASTRUC ingénieur ECP, Albin Michel 1919. A = H.F. B = Appareil à vent chaud de type COWPER. C = Accumulateurs à coke. D = Accumulateurs à minerais. E = Cabine du machiniste du monte-charge. L : Benne accrochée au chariot. L' = Détail de la benne. H = Contre-poids qui roule sur des rails installés au-dessus des rails du chariot. I =Molette du câble du chariot. J = Molette du câble du contre-poids. F = Benne au poste d'accrochage. P = Pot à poussières. La poutre du monte-charge est très peu inclinée parce que la batterie était installée dans une vallée étroite où les H.Fx se trouvaient dans la pente. Après la Guerre de 1914/1948, à cause de l'augmentation de hauteur des H.Fx, les monte-charges furent relevés et en même temps on créa 3 postes d'accrochage (2 sous les accumulateurs à minerais et 1 pour le coke).
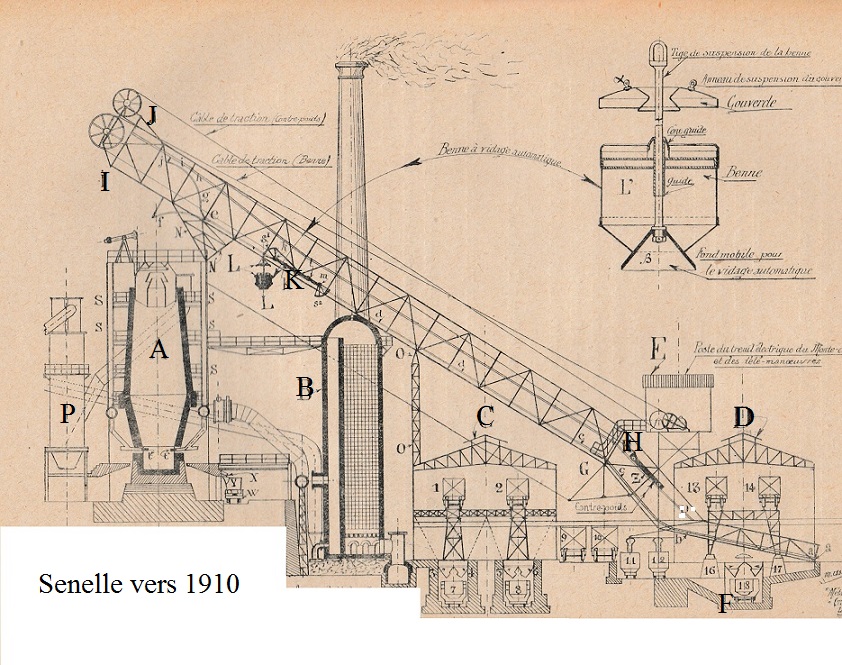
Ainsi au début des années 1960, une majorité de H.Fx était chargée par benne STÄHLER (en particulier en Europe continentale) ou par skips et gueulard McKEE (en particulier aux États-Unis et en U.R.S.S.). Très vite un tri allait s'opérer avec l'utilisation de la contre-pression.
LA CONTREPRESSION.
On met en œuvre ce concept en freinant le gaz à la sortie du H.F., ce qui a pour conséquence d'augmenter la pression au gueulard, et d'ailleurs dans l'ensemble du H.F. Auparavant, la pression au gueulard était maintenue à un niveau suffisant pour empêcher les entrées d'air dans le gueulard et dans le circuit subséquent du gaz, et éviter ainsi des explosions dangereuses ; on veillait aussi à ce qu'elle ne soit pas trop forte pour limiter les fuites et surtout pour que les joints d'eau ne dégardent pas. Cette pression relative variait généralement entre 100 et 200 mm de colonne d'eau, soit 1 à 2 kPa. Avec la contrepression, on aura très vite une pression relative au gueulard de 0,5 bar (soit 50 kPa) et croîtra fortement (245 kPa au H.F.5 de Fukuyama en 1974). Ce niveau de pression a deux conséquence pour l'appareil de chargement, 1) d'abord la nécessité de supprimer ou de modifier considérablement tous les joints qui sont suceptibles de fuir (comme le joint presse-étoupe de la trémie tournante du McKEE, 2) d'organiser un équilibrage de pression pour la manœuvre des cloches [La grande cloche du H.F.6 de Senelle a 4,2 m de diamètre, soit une surface de 13,85 m2 ; supposons le sas à la pression du réseau (2 kPa) et le gueulard à 50kPa, la force exercée sur la cloche est de 13,85 x (50 -2) = 664,8 kN soit pour revenir à une notion plus commune 664,8x1000/9,81 = 67.800 kg, force considérable et il s'agit d'un petit H.F. (la grande cloche du H.F.4 de Dunkerque a 7,9 m de diamètre) et d'une contrepression modeste.]
Principe de l'équilibrage.
Voir la figure ci-dessous établie sur la structure du gueulard du H.F.4 de Dunkerque en 1973. C'est gueulard à 2 cloches, dérivé du MKEE mais pour éviter que le joint tournant ne soit soumis à la pression du H.F., la trémie a été rendue fixe et la répartition circulaire se fait par un distributeur tournant DT qui reçoit les matières amenées par la bande de chargement et est en permanence à la pression atmosphérique. Ce type de gueulard avait été mis au point au H.F. B de Louvroil en 1961 puis installé au H.F.5 de Denain. On a représenté deux modèles : En A le modèle primitif où le gaz pour la compression du sas provient directement du H.F. ; c'est un gaz parfois très poussiéreux, d'où souvent la solution B où le gaz provient de l'épuration soit à un stade intermédiaire, soit au stade final, ce qui peut conduire à le surpresser. En rouge = les zones toujours à la pression du H.F. (typiquement 1,5 bar mais parfois beaucoup plus), En vert = les zones toujours à la pression atmosphérique. En bleu = le gaz GE provenant de l'épuration. En jaune = les zones à la pression atmosphérique avant d'ouvrir la petite cloche PC et à la pression du H.F. avant d'ouvrir la grande cloche GC. V1 = vannes d 'équilibrage qu'on ouvre pour augmenter la pression dans le sas. V2 = vannes de décompression pour mettre le sas à la pression atmosphérique. E = échappement à l'atmosphère. M = l'un des 3 vérins hydrauliques pour la manœuvre de la grande cloche.
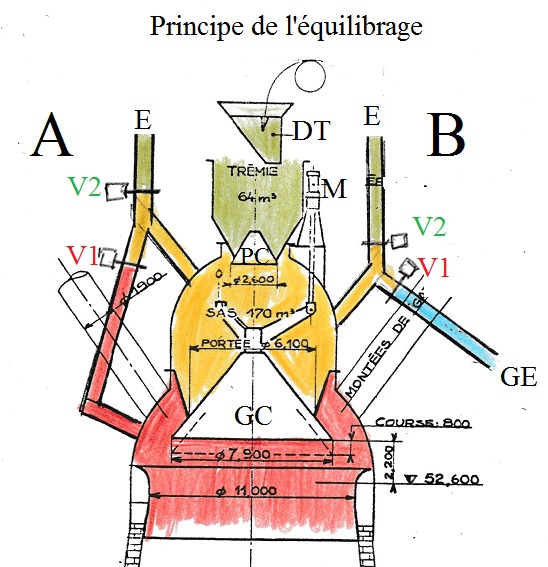
Le cas de la benne STÄHLER.
On a vu que la benne STÄHLER faisait fonction de sas d'étanchéité entre son couvercle et le cône qui en fermait le fond, donc le H.F. ainsi équipé n'avait qu'une seule cloche et l'on voit immédiatement qu'il n'était pas possible de faire un équilibrage à cause du déplacement de la benne. De fait, compte tenu de plus que le système se prêtait mal à une augmentation de capacité des H.Fx, l'apparition de la contrepression signifia la fin de l'installation de nouvelles bennes, mais bien des H.Fx continuèrent avec ce système jusqu'à l'hécatombe des vieux H.Fx dans les années 1980.
Certains H.Fx, comme le H.F.3 de Senelle en 1961 avaient été munis d'un sas et d'une deuxième cloche, pour des raisons diverses, et en principe on pouvait donc faire un équilibrage avec le sas. L'une des raisons de la modification d'une H.F.3 était la diminution des fuites et donc de la population. D'autre part, le sas avait un volume de l'ordre de 38 m3, on pouvait donc y mettre le contenu d'au moins 5 bennes de 6 m3 et donc disposer dans le sas des couches de minerai et de coke : c'était donc une possibilité de modifier la répartition radiale des matières, comme cela a été évoqué ci-dessus pour le gueulard McKEE. Il n'y a pas de traces de l'emploi de cette méthode mais il me semble qu'on l'a peu utilisée. En D = déflecteur dont on parlera un peu plus loin. En J = joint dit presse-étoupe qui permet une dilatation différentielle entre le H.F. autoportant qui repose sur le sol, et le gueulard qui est fixé sur la tour carrée.
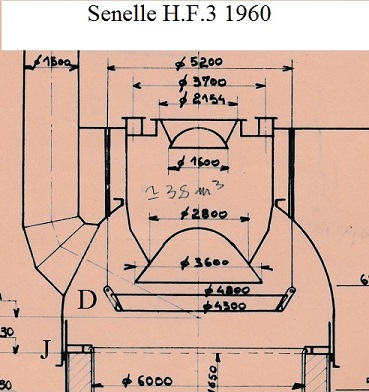
Le cas du gueulard McKEE.
Nous avons vu qu'avec ce gueulard l'obtention d'une répartition circulaire régulière est en principe réglée, toutefois selon une étude de Mr MASSE il faut modérer cette assertion à cause des conditions pratiques, telles que la dissymétrie entre les skips droite et gauche, l'angle de rotation différent selon le poids des matières contenues (inertie), le rattrapage du jeu dans le réducteur qui actionne la trémie tournante, etc. Par expérience, je considère que ces défauts n'ont d'importance que si le minerai ou l'aggloméré ont des granulométries irrégulières, conditions à éviter de toutes façons pour obtenir une marche convenable du H.F.
Pour ce qui concerne la répartition radiale, on a vu que l'on peut jouer sur la quantité etl'échelonnement des skips admis sur la grande cloche avant ouverture de celle-ci. Je tire d'une étude de V. JACOB alors adjoint au chef de service à Senelle la citation suivante : « Nous avons pensé trouver une solution à ce problème (au début des années 1960 mauvaise marche due à un enfournement mixte : 25 % d'aggloméré Greenavalt et 75 % de minerai concassé) en appliquant au H.F.6 …. un chargement en simples charges CMCM/, un chargement en doubles charges CCM/, un chargement en triples charges CCCMMM/, nous n'avons pas oser renouveler cette expérience !! ». On en conclut que cette méthode ne permet pas forcément de régler convenablement la répartition radiale. A partir de là, et guidé par des essais sur maquettes, V. JACOB a fait équiper le H.F.6 d'un déflecteur mobile, qui n'a malheureusement pu être mécanisé, mais qui permettait une action réelle sur la répartition radiale en interceptant une partie du jet des matières tombant de la grande cloche. C'est ce type de déflecteur qui a été installé au H.F.3 lors de sa réfection (voir ci-dessus).
Gueulards McKEE et dérivés : les conséquences négatives de la contrepression.
Le joint de la trémie tournante, soumis à des pressions de plus en plus fortes avec l'augmentation du niveaiu de contrepression est de plus en plus difficile à étancher, le joint de graisse originel est devenu totalement insuffisant, il faut des solutions beaucoup plus complexe dont on verraun exemple ci-après. La seule vraie solution sera de remplacer la trémie tournants par une trémie fixe et de mettre au-dessus, un distributeur tournant qui reçoit les matières d'un skip ou de la bande transporteuse et dont la commande de rotation n'est soumise à aucune variation de pression ? C'est la solution du gueulard AUJARD du H.F.4 de Dunkerque ci-dessus (voir principe de l'équilibrage) ; c'est aussi la solution du gueulard à 3 cloches et 2 sas de NIPPON Steel.
La grande cloche dans le McKEE classique à 2 cloches et un sas, est soumise à chaque équilibrage à un flux de gaz poussiéreux (surtout si on équilibre directement avec le gaz du H.F.) et au moment de l'ouverture de la grande cloche ce flux contribue à l'abrassion du métal et cause peu à peu un passage de gaz entre la cloche et son siège. La meilleure solution est d'éviter ce flux de gaz en créant un sas supplémentaire ce qui permet de maintenir le sas fermé par la grande cloche à pression constante et à peu près égale à celle du H.F. On arrive ainsi au Gueulard à 3 cloches et 2 sas. Ci-dessous un extrait du brevet US 3,302,805 déposé le 01/10/1964 avec antériorité du 14/12/1963 et publié le 07./02/1967. On y montre une amélioration du McKEE avant la revendication qui est un brevet à 2 cloches et distributeur tournant.
TT = la trémie tournante avec en JT le mécanisme de rotation enfermé dans une boîte qui constitue un joint étanche ; la ligne N dans la trémie montre le talus des matières déposées par le skip et démontre clairement la nécessité de faire tourner la trémie à chaque skip. PS = petit sas. GS = grand sas. C1 = cloche de la trémie tournante. C2 = cloche du petit sas. GC = grande cloche. Cy = cyclone, pour l'épuration primaire du gaz à sec ; ce cyclone engendre une perte de charge du gaz, il en sort du gaz semi-épuré. S = surpresseur qui comprime le gaz complètement épuré. R = réservoir de gaz complètement épuré et comprimé. E = échappement à l'atmosphère. En marron = gaz à la pression du H.F. En rouge = gaz semi-épuré et à une pression inférieure à celle du H.F. En bleu = gaz complétement épuré et surpressé. En mauve = gaz à une pression sensiblement égale à la pression du H.F. car la pression du gaz épuré par le cyclone (rouge) est renforcée par le gaz surpressé (bleu). En vert = pression atmosphérique.
La grande cloche GC est en permanence soumise des deux côtés à une pression sensiblement égale à celle du H.F. ; on évite l'inconvénient décrit ci-dessus. Le petit sas PS est à une pression sensiblement égale à celle du H.F. (mauve) pour ouvrir la cloche intermédiaire C2, et à la pression atmosphérique (vert) pour ouvrir la cloche C1.
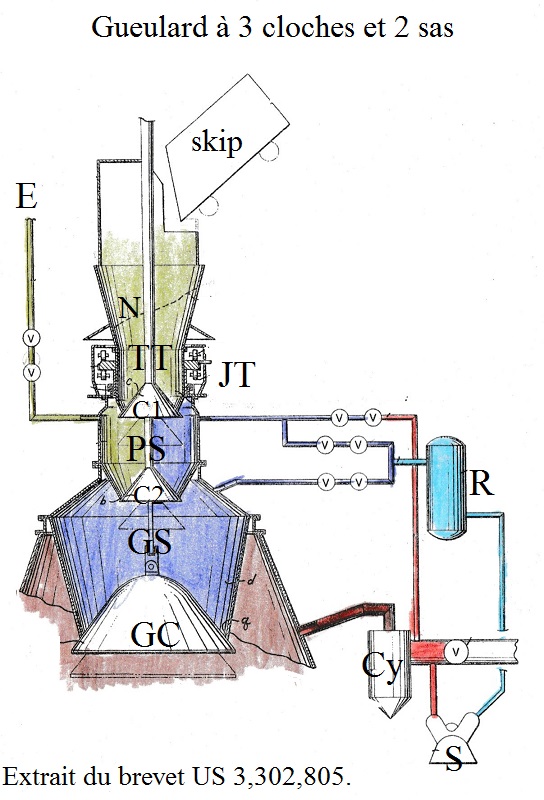
Le gueulard à 4 cloches et 3 sas paraît avoir été une particularité de la société japonaise NIPPON KOKAN ; cet appareil a été conçu pour garder la trémie tournante tout en évitant le problème du joint sous pression. Peut-être n'a-t-on pas voulu d'un distributeur tournant comme au H.F.4 de Dunkerque ? On arrive là à une grande complexité et surtout une installation très haute qui accroît la hauteur de chute des matières et augmente ainsi la fracturation et la production de fines nuisibles à la marche du H.F.
Le sas S1 est maintenu à la pression atmosphérique (en vert), le joint (non figuré) au bas de la trémie tournante TT ne pose pas de problème. Le sas S3 est maintenu à la pression du H.F. (en rouge), on évite l'usure de la grande cloche par le gaz. Le sas S2 est à la pression du H.F. pour ouvrir la cloche C3 et à la pression atmosphérique pour ouvrir C2
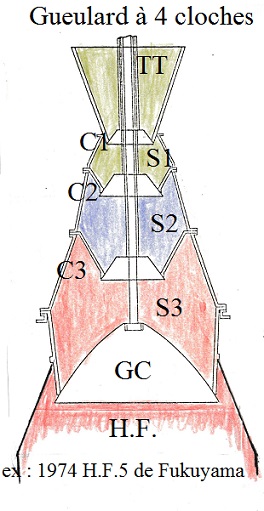
La figure ci-dessous montre, pour un gueulard "simple" type McKEE, un exemple de trajectoires relevées lors du remplissage d'un H.F. avant mise à feu (ce qui explique la profondeur de mesures des couches : entre – 6 et – 3 m.). En rouge les trajectoires extrêmes de l'aggloméré de minerai, en bleu les trajectoires extrêmes du coke. On constate que ces trajectoires amènent le coke et l'aggloméré à la paroi ou à son voisinage immédiat ; c'est là la raison qui, vers la fin des années 1970, conduisit les haut-fournistes à promouvoir le G.G.V. ; celui-ci va permettre d'intercepter une partie du jet de matières qui est rejeté vers le centre du fourneau, à la façon dont V. JACOB le faisait au H.F.6 de Senelle (voir ci-dessus). GC = la grande cloche. d = distance entre le bord de la grande cloche et la paroi du H.F., évidemment importante, mais pratiquement définie par le diamètre de la paroi au niveau du gueulard (qui est une donnée importante du profil du H.F.) et les possibilités d'enfournement. S = une sonde de niveau, en marche normale elle est relevée automatiquement avant une ouverture de grande cloche et après la fermeture elle redescend se poser sur la charge dont elle suit le mouvement. De bas en haut les couches colorées sont constituées de 5 skips de coke, de 2 skips d'aggloméré, de 2 skips d'aggloméré, de 5 skips de coke, de 2 skips de coke et d'un skip d'addition, de 3 skips d'aggloméré. On remarque le talus qui est variable selon la nature de la matière et sa granulométrie; l'angle de talus d'un coke de 30 à 50 mm de dimension moyenne est de 42 à 43 ° et de 41 à 41 ° pour un aggloméré de 15 à 20 mm; l'angle de talus varie comme la dimension moyenne et par exemple devient 36 à 39 ° pour un aggloméré de 6 à 10 mm.
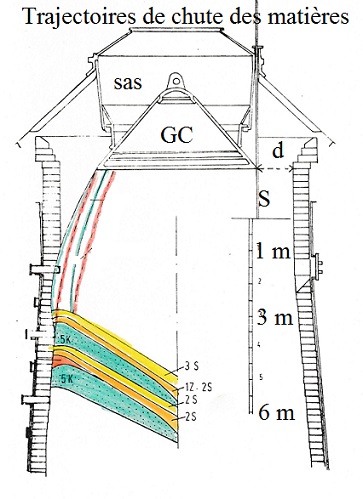
Pour obtenir l'interception du jet de matières on a fait appel à différents procédés ; la figure en décrit 3 où GC est toujours la grande cloche. Puisque les matières viennent frapper le G.G.V., on l'a assimilé à la protection du haut de cuve, d'où l'expression anglaise movable armour (blindage mobile).
Le type G.H.H. se compose d'une série de plaques verticales B (environ 24 à 30 selon le diamètre du gueulard) dont chacune est fixée sur un arbre horizontal o ; dans le bas de chaque plaque un poussoir P fait pivoter la plaque vers la grande cloche ; l'automatisme permet de donner à la plaque 6 positions. Dans ce type de G.G.V. on a aussi un arrangement où un seul poussoir actionne plusieurs plaques.
Le modèle Nippon Kokan comprend un certain nombre de tiroirs horizontaux T dont la face côté H.F. est inclinée. Un poussoir fait avancer le tiroir vers la grande cloche avec 5 positions possibles. (voir aussi la figure suivante).
Le dispositif de Nippon Steel est constitué de plaques pivotantes dont le schéma montre la position de repos en traits pleins et la position maximum en pointillé ; il y a 10 positions possibles. (voir aussi la figure suivante).
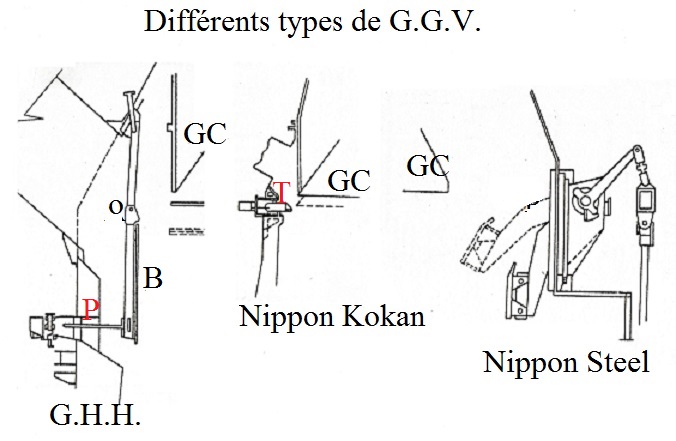
Exemple d'action de 2 types de G.G.V. En trait plein = grandes cloches fermées, paraboles de chute des matières au moment de l'ouverture des grandes cloches et G.G.V.s au repos. En pointillé = ouvertures maximum des grandes cloches, paraboles de chute des matières à ce moment et G.G.V.s en position maximum. N = niveau 0 des charges. En bleu = couches de coke. En ocre = couches de matières minérales (essentiellement de l'aggloméré). H.F.5 Fukuyama : a = angle de talus, ici 40 °. H.F.3 Kimitsu : chaque couche de coke ou de matières minérales est constituée par le contenu de 2 sas (2 ouvertures de grande cloche) et dans tous les cas le G.G.V. est en position 3 pour la première ouvertue et en position 1 pour la seconde.
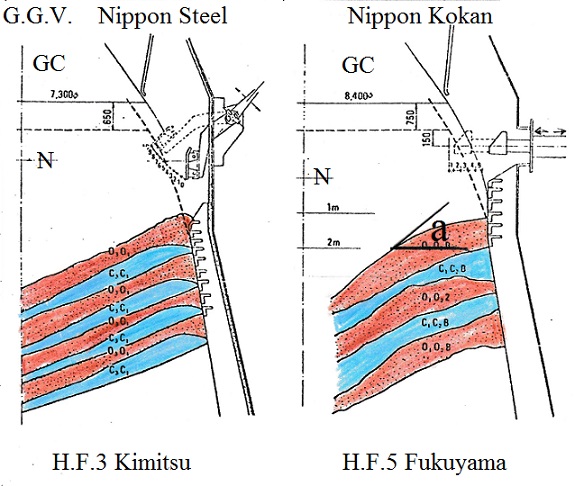
DES PRÉCURSEURS.
En Slovaquie, un H.F. de Razhoyawa était chargé par une goulotte tournante en 1850.” Métallurgist, revue éditée par Springer qui donne des traductions en anglais de la revue russe Métallurg (ici n°7 juillet 2006).
En 1890, LÜRMANN, célèbre ingénieur allemand (voir la tuyère LÜRMANN dans Haut Fourneau ou H.F. Une vie de H.F. 2ème époque.) , dépose un brevet pour le chargement du H.F. à l'aide d'une goulotte tournante; il semble que ce brevet n'a pas eu de suite.
T = trémie d'alimentation (coke et minerai). G = clapet pour éviter la perte de gaz au moment du chargement. C = casque qui retient les matières avant déversement dans le gueulard. GT = goulotte tournante qui répartit les matières dans le H.F. M = mécanisme de rotation de la goulotte tournante. S = sortie de gaz.
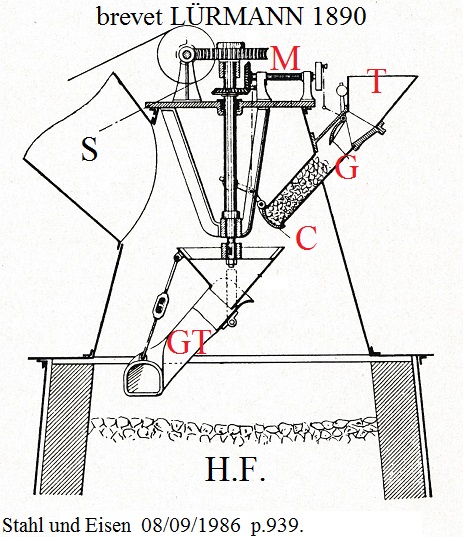
PAUL WURTH.
Après ce qui vient dit et vu, on a compris que c'est une goulotte tournante qui va remplacer la grande cloche; on lui donnera d'autre noms : pelle, chute, etc. selon l'objet auquel on l'assimile.. On ne confond pas cet outil avec le distributeur tournant employé, comme on l'a vu, pour alimenter un gueulard à cloche(s). On peut dire que cette goulotte est le fruit de la rencontre d'un haut-fourniste (qui rêvait d'un appareil lui donnant la possibilité de déposer le coke, le minerai ou l'aggloméré, là où il voulait sur la surface de chargement), et d'un mécanicien capable de concevoir un mécanisme permettant de faire tourner la goulotte autour de l'axe du H.F., et en même temps de lui faire prendre toute inclinaison entre d'une part pratiquement la verticale et d'autre part un angle de l'ordre de 45 ° en-dessous de l'horizon. Ce mécanisme devait de plus se trouver juste au-dessus du gueulard du H.F.dans un endroit où, en cas de chute en marche, on pouvait atteindre des températures d'au moins 500 à 600° C. C'est la société Paul WURTH de Luxembourg qui a résolu le problème, en particulier avec sa capsule, sorte de boîte magique qui actionne la goulotte et qu'on a eu la précaution de refroidir -au départ avec du gaz de H.F. épuré, puis à l'eau-. Si cette capsule a, à ma connaissance, en général bien résisté aux chutes en marche, par contre la goulotte a été parfois sérieusement malmenée et il se chuchote même que certain H.F. a pu l'avaler et en faire de la fonte, ce qui n'est pas étonnant puisque ce malheur est déjà arrivé à des grandes cloches.
A cause de sa course autour de l'axe du H.F., la goulotte assure la répartition circulaire et puisqu'on l'incline à volonté, elle est particulièrement apte à permettre le réglage de la répartition radiale; il reste à alimenter cette goulotte et à régler la question de l'étanchéité au gaz (ce qui n'est pas évident a priori quand on examine la solution de LÜRMANN). P. WURTH résoud ce problème en installant dans sa première réalisation deux trémies intermédiaires, dont l'une peut être en vidange pendant que l'on remplit l'autre; l'étanchéité est faite par des clapets.
Figure ci-dessous, du haut vers le bas : 1 = caisson de centrage des matières déversées par la bande. 2 = trémie mobile qui prend position sur l'une ou l'autre trémie. 3a et 3b = clapets d'étanchéité supérieurs. 4a et 4b = trémies de chacun 55 m3, fermées par les casques 5a et 5b qui retiennent les matières avant enfournement. 6a et 6b = clapets d'étanchéité inférieurs. 7 = entonnoir de centrage; à son niveau se trouve un compensateur de dilatation. 8 = registre d'isolement en cas de travaux. 9 = bouche par où les matières se déversent vers la goulotte. 10 = capsule, la bouche 9 passe au travers. 11 = goulotte tournante. 12 = supports. 13 = dôme qui ferme le HF.
Avec les clapets d'étanchéité supérieurs et inférieurs, les trémies font sas : avec un équilibrage identique à ce qu'on a été vu pour les cloches, elles sont alternativement mises à la pression atmosphérique pour recevoir les matières, et à la pression du H.F. pour la vidange.
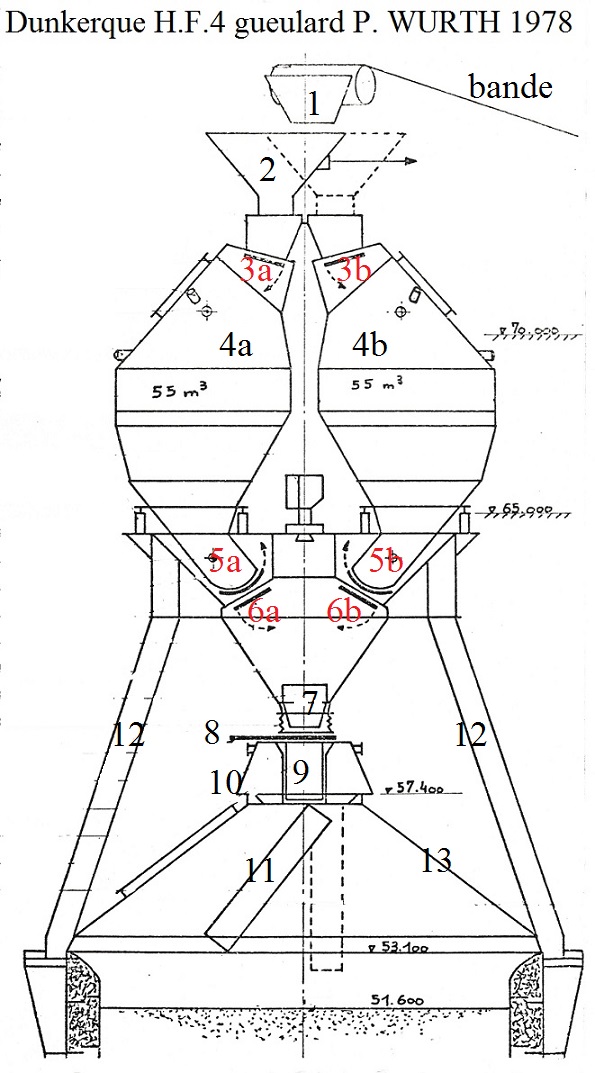
Les possibilités du gueulard Paul WURTH.(figure ci-dessous).
1er cas : a angle d'inclinaison de la goulotte reste constant; la goulotte décrit sans arrêt un cercle autour de l'axe du H.F., elle dépose donc un anneau de matière. Cette répartition peut être assimilée à ce qu'on obtient avec une grande cloche, mais avec la possibilité de faire varier l'angle et donc le diamètre de l'anneau, ce qui est évidemment impossible avec la cloche.
2ème cas : La goulotte tourne en permanence autour de l'axe, mais pour une valeur donnée de l'angle de rotation b, on change la valeur de l'angle d'inclinaison a, on obtient ainsi une suuccession d'anneaux de différents diamètres. On peut ainsi faire un chargement en spirale.
3ème cas : Pour l'angle de rotation b, on a fixé 3 valeurs, 0 est la position repère, 1 et 2 qui définissent un segment de cercle que va parcourir la goulotte en faisant des allers et retours entre 1 et 2; l'angle a d'inclinaison peut être fixe ou varier; c'est un chargement en segment. Ce cas est en principe utilisé dans la cas d'une “marche de travers” c.-à-d. quand la surface des matières est plus basse d'un côté du H.F. : en chargeant un segment d'anneau dans la partie basse on peut rétablir l'équilibre. C'est un pis-aller car se faisant on modifie l'équilibre thermique en admettant du côté le plus bas des matières froides à un niveau où la température est déjà élévée.
4ème cas : Les angles d'inclinaison a et de rotation b sont fixes; on charge donc en un point. Ce cas n'a pas beaucoup d'intérêt.
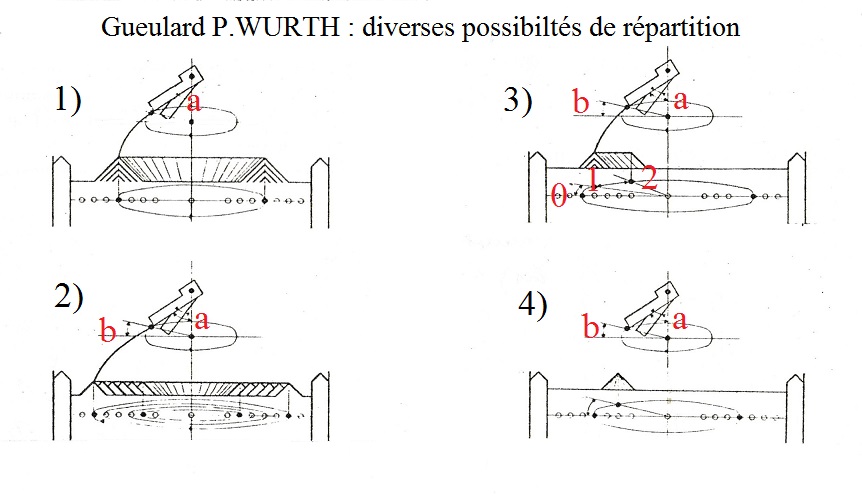
Les installations de gueulard Paul WURTH.
Le premier gueulard sans cloches est installé sur le H.F.4 de Hamborn de la sté THYSSEN; ce H.F. de 10,68 m de diamètre de creuset et avec un volume utile de 1838 m3 a été mis à feu avec le nouveau gueulard le 09/01/1972. L'année suivante 3 H.Fx étaient équipés d'un gueulard Paul WURTH; c'était le début d'une belle carrière, marquée en avril 1976 par l'équipement du premier “gros H.F.”, le H.F.1 de Schwelgern (Ø creuset = 13,6 m; Vu = 3482 m3); en juillet 1978, c'est le tour du H.F.4 de Dunkerque (Øcreuset = 14 m; Vu = 3876 m3).
Selon une note de Lionel HAUSEMER, à la date du 20/11/2015, la sté Paul WURTH a installé un total de 735 gueulards, dont 608 sont en service. Ce total se décompose en 333 MINI (voir ci-dessous les différentes versions du gueulard) équipant principalement des H.Fx chinois, et 363 autres modèles, dont 275 en service.
Pourquoi un tel engouement pour ce gueulard ? 1) A cause des possibilités incomparables de réglage de la répartition radiale, ce qui fait dire à la sté Paul WURTH que cet outil permet “de faire baisser la consommation de combustible et d'augmenter la production du H.F. ainsi que d'accroître sa durée de vie” (*). S'il est vrai que le gueulard sans cloches peut jouer un grand rôle pour atteindre ces objectifs, cela ne peut se faire qu'avec du coke et de l'aggloméré de bonne qualité et après un travail de recherche sur le cycle de chargement le plus adéquat. 2) A cause de l'étanchéité des clapets bien meilleure que celle des cloches et qui, de ce fait, autorise de fortes valeurs de contrepression. 3) A cause d'un entretien moins lourds et moins coûteux qu'avec des cloches; en gros on passe d'une semaine d'arrêt pour remplacer la grosse cloche, à une journée pour remplacer la goulotte du gueulard Paul WURTH. 4) Pour les H.Fx neufs, le gueulard sans cloches présente un coût d'investissement bien moins élevé que celui d'un ensemble de cloches.
(*) Le groupement de ces trois assertions est un exemple de ce que R. SWEETSER appelait l'effet cumulatif des bonnes choses (dans Blast furnace practice. 1938).
*******
Ci-dessous goulotte dans un atelier de réparation où l'on recharge la couche d'usure US. D'après GRABE il faut compter sur une remise en état après le chargement d'environ 11 Mt de coke et d'aggloméré, soit une production d'au moins 5,5 Mt de fonte.

Les évolutions du gueulard Paul WURTH (voir figure ci-dessous)
1) Gueulard à 3 trémies, pour H.F. de 2500 à 6000 m3 de volume, disposition utile pour donner beaucoup de souplesse au chargement, et nécessaire pour des productions de fonte très élevées. On note un gueulard de ce type en 1978 au H.F. L de Sparrow Point (Vu = 3692 m3).
2) Gueulard à 2 trémies pour H.F. avec V = 1500 à 500 m3. Appelé gueulard à trémies parallèles, c'est la disposition originelle et la seule jusqu'en 1983. Il a été modifié profondément en 2005 pour faciliter l'enteretien et améliorer l'écoulement des matières.
3) Gueulard à une seule trémie, dit à écoulement central, pour H.F. de V = 1500 à 2800 m3. Premières apparitions en 1983 aux H.F. D de la Stelco (Vu = 1515 m3) et en 1984 au H.F.3 de Dunkerque (Vu = 1850 m3). Dans ce dernier cas ce type a été choisi parce que la disposition du chargement ne permettait pas d'installer la trémie mobile qui alimente l'une ou l'autre des 2 trémies.
4) Gueulard à une seule trémie dit compact pour H.F. de V = 1500 à 2000 m3 ; plus facile à installer que 3). On en trouve un en 1985 au H.F. à ferro de Mizushima (Vu = 398 m3) .
5) Gueulard à une seule trémie, dit MIDI pour H.F. de V = 900 à 2500 m3.
6) Gueulard à une seule trémie, dit MINI pour H.F de V = 250 à 1100 m3. Est particulièrement adapté au mini-H.F., dont le concept recouvre des réalités différentes : au Brésil il s'agit de H.Fx au charbon de bois fabriqué avec de l'eucalyptus cultivé, en Chine, c'est la modernisation de H.Fx existants qui doivent impérativement réduire leur pollution, en Inde il s'agit d'assouvir de faibles besoins locaux.
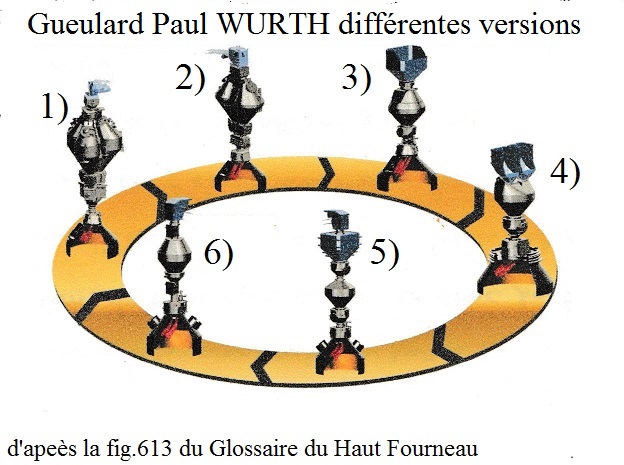
LES AUTRES.
La réussite du gueulard Paul WURTH a suscité de la concurrence.
1-Le gueulard Gimbal ( figure ci-dessous).
Comme on va le voir, c'est un système qui est proche du Paul WURTH, la différence importante est dans le remplacement du mécanisme à base d'engrenages mû par un moteur électrique qui actionne la goulotte du gueulard WURTH, par un système cinématique, le Gimbal, mû par de l'huile sous pression.
1 = recette mobile qui dirige le coke ou l'aggloméré vers l'une ou l'autre des 2 trémies. 2 = les clapets d'étanchéité supérieurs. 3 = les deux trémies qui reçoivent les matières. 4 = les vannes qui libèrent la matière des trémies et assurent le réglage du débit. 5 = les clapets d'étanchétié inférieurs. 6 = joint de dilatation. 7 = vanne lunette pour l'isolement en cas de travaux. 8 = caisse cylindrique qui renferme le système Gimbal et sur laquelle on distingue les deu
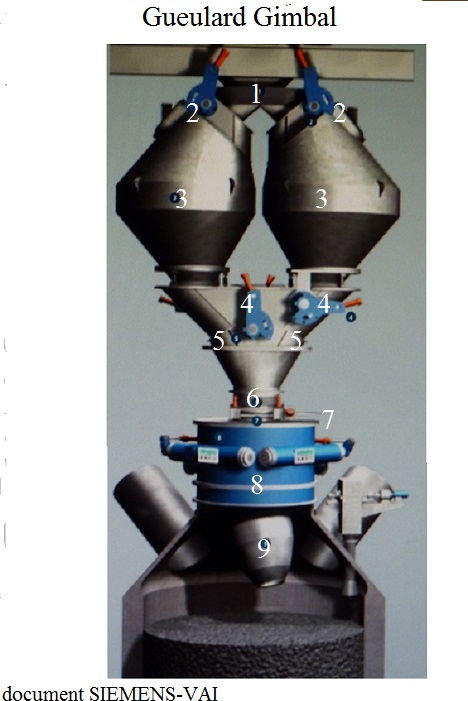
Le Gimbal.
Il se compose de deux anneaux m et n reliés à la goulotte tronconique G. Deux cylindres hydrauliques Cm et Cn actionnent chacun l'un des anneaux par l'intermédiaire d'un axe A et d'une tige T. Les mouvements combinés des deux anneaux permettent de donner à la goulotte n'importe quelle position par rapport à l'axe du H.F. entre la verticale et un angle de l'ordre de 30/35 °, et n'importe quelle position en azimuth ; de ce fait la goulotte peut déposer les matièes n'importe où sur la surface des charges. On commande à la goulotte un « chemin circulaire » par lequel on peut charger en anneaux, en spirale, en un segment ou un point.
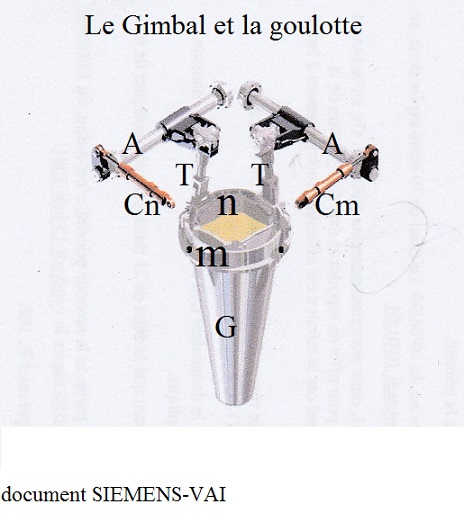
Les réalisations. (d'après SIEMENS-VAI)
Le gueulard Gimbal est mis au point en 2003. Il est d'abord utilisé comme appareil de chargement de plusieurs appareils COREX (Voir dans Haut fourneau ou H .F., le chapitre 22-Des apparentés au haut fourneau ; IV -COREX) : à Saldanha en Afrique du Sud en 2004 et 2007, chez Baosteel en Chine en 2007 (2 unités) et 2010 (2 unités). On en trouve également pour l'alimentation d'appareils FINEX (autre procédé alternatif au H.F.) avec 3 unités au total en Corée chez POSCO (2005, 2007 , 2012).
Le premier (et semble-t-il seul) H.F. équipé d'un gueulard Gimbal est le H.F.C de TATA Steel à Jamshedpur. Ce H.F. qui produit 0,7 Mt fonte/an a été mis à feu avec cet appareil le 22/09/2009.
Ci-dessous le gueulard en action.

2-Le gueulard NO-bell.
Comme pour le précédent, la partie haute est analogue au gueulard Paul WURTH, à quelques détails près ; la différence vient de la partie rotative qui remplace la grande cloche. Il fallait s'affranchir de la capsule WURTH et de sa quyrielle d'engrenages ; le choix a été de be pas faire varier l'angle d'inclinaison de la goulotte pendant sa rotation ; pour donner plus de possibilités d'action sur la répartition radiale, on a mis en place deux goulottes. La figure ci-dessous donne une idée du suystème mais les explications données par le fabricant ne permettent pas de compredre clairement le fonctionnement. M = moteur actionnant la rotation d'une goulotte (un autre moteur semblable est installé symétriquement). GH = goulotte haute. GB = goulotte basse. Le deux goulottes peuvent avoir des angles d'inclinaison différents ; si elles tournent à la même vitesse on réalise une répartition en anneaux, sinon c'est une répartition en spirale. Il semble qu'il n'y a qu'un exemple d'installation de ce gueulard : sur le H.F. expérimental de LKAB en Suède, à Luleà. Il s'agit d'un H.F. de 8,2 m3 de volume utile avec un diamètre au creuset de 1,2 m, mais qui marche à une contrepression élevée pour sa taille, 1,5 bar.
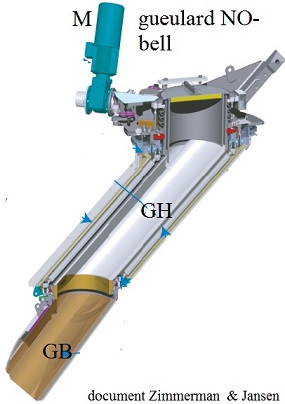
3-Le gueulard B.R.C.U. de la société TOTEM.
Pour résoudre le problème d'étanchéité lié à la contrepresssion (c.-à-d. une forte pression dans le haut du H.F.) et le problème de la répartition radiale, la première solution satisfaisante a été le gueulard à 3 cloches (pour l'étanchéité) muni d'un GGV (pour la répartition). NIPPON STEEL a fait un premier pas en remplaçant les deux cloches supérieures par deux trémies parallèles où l 'étanchéité était assurée par des clapets. La sté Paul WURTH est allée plus loin en gardant les deux trémies avec clapets pour l'étanchéité et pour la répartition, en remplaçant la cloche par ses fameuses capsule et goulotte tournante. Dans le cas du gueulard TOTEM, dans un premier temps on a choisi de ne pas rester dans la lignée du Paul WURTH (comme les deux solutions précédentes) en conservant les deux cloches supérieures et en installant pour la répartition un appareil original : l'unité de chargement rotative ou U.C.R. (R.C.U. en anglais). . Dans un second temps, les cloches supérieures ont été supprimées et remplacées chacune par un ensemble casque à matières/clapet d'étanchéité avec une trémie entre les deux..
L'unité de chargement rotative R.C.U.(photo ci-dessous)
Elle se compose de 5 pales P fixées à l'axe de rotation et inclinées, on en voit 3 sur la photo ; leur surface est couverte d'une couche de fonte dure pour résister à l'érosion ; on distingue sur la pale la plus à droite les rainures de la couche d'usure. Le coke et l'aggloméré descendent dans un tube axial et tombent sur les pales ; ils glissent sur ces pales en formant une couche relativement mince à cause de la grande surface des pales, et s'écoulent en nappe lorsqu'ils arrivent au bord de la pale. De ce fait la chute des matières se fait en douceur et leur chute sur la couche en place ne crée pas l'effet de chasse que l'on constate avec les matières tombant d'une grande cloche ou d'une goulotte. La vitesse de rotation est variable : 0 à 20 tours/minute..
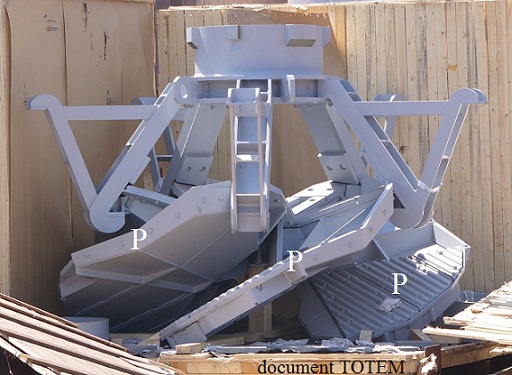
Caractéristiques de l'unité de chargement rotative.
Volume du H.F.....1000.........2000........3000 m3
Øgueulard................5,8...........7,3............8,6 m
Øunité rotative.........3,1...........4,15..........4,5 m
H.Fx équipés du gueulard B.R.C.U.
H.F.3 de Bhilai (Inde). Volume interne = 925 m3. La comparaison dans la même usine avec des H.Fx équipés de gueulard P. WURTH, montre un gain sur la consommation de combustible de 5 % et un gain de productioon de 6 à 8 % à l'avantage du gueulard B.R.C.U.
H.F.2 de JSP (Inde).
Vue du gueulard complet ci-dessous.
TR = trémie de réception. VS = vannage supérieur (clapet d'étanchéité et casque matières). TI = trémie intermédiaire (sas). VI = vannage inférieur (étanchéité et matières). M = moteur pour la rotation de l'unité. U = unité de chargement rotative ou R.C.U.
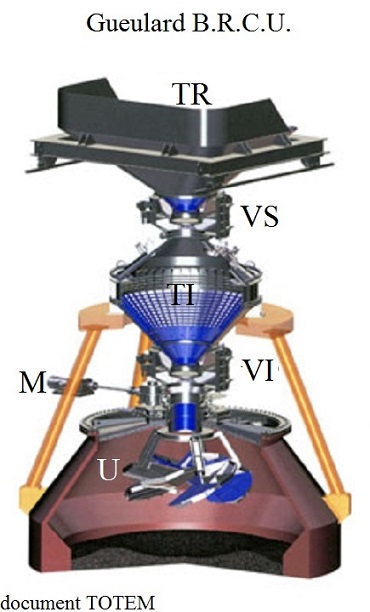
mise à jour du chapitre : 29/10/2015.
Mise à feu : 18/05/1973.
Renseignements et plan tirés de H.F.4, octobre 1971, par J.P. TAVERNE (Service Etudes et Travaux. Dunkerque).
Caractéristiques.
Diamètre du creuset = 14 m.Volume total = 4526 m3. Volume utile (des tuyères au niveau de chargement) = 3756 m3. 40 tuyères. 4 trous de coulée.Gueulard = une goulotte tournante qui reçoit les matières de la bande de chargement, une petite cloche, une grande cloche, sas entre les cloches = 170 m3. 4 appareils à vent chaud à puits séparés, type DIDIER, à la sortie des appareils le vent chaud passe dans une bouteille de mélange d'où part le conduite à vent chaud vers le H.F
Marche et performances prévues.
Température de vent = 1200 °C (maximum 1300 °C); O2 dans le vent = 25 % maximum. Pression du vent (relative) = 3,7 bars (maximum 5 bars). Débit de vent = 470.000 m3/heure (600.000 maximum). Contre-pression (pression au gueulard)= 1,5 à 2,5 bars.
Production : 8800 t/jour en moyenne annuelle. Lit de fusion = 1700 kg/t de fonte.Consommation de coke = 430 kg/t de fonte avec 50 kg de fuel/t de fonte. Laitier = 290 kg/t de fonte. Poussières de gueulard = 20 kg/t de fonte
Implantation..
Halle de coulée : 1,2,3 et 4 = n° des trous de coulée avec chacun 2 rigoles à fonte (en jaune). RP = rigole pivotante (2 par trous de coulée). AR = atelier de réparation des rigoles (qui sont amovibles) et des goulottes pivotantes. Laitier (en rouge). Fn = fosses à laitier nord. Fs = fosses à laitier sud. Gn = granulation nord. Gs = granulation sud. Chargement. AC = accumulateurs à coke. AM = accumulateurs à minerai. M42 A et B = bandes à coke. M43 = bande à minerai. M44 = bande de chargement, longueur 296 m. Chauffage du vent; .CW = 4 appareils à vent chaud. VC = conduite à vent chaud. Gaz. ES = épuration secondaire. GU = gaz vers l'usine. GT = gaz vers torchère. GG = gaz vers gazomètre. Divers. SC = salle de contrôle. V = vestiaire. CF = centrale des fluides. D = décanteurs.
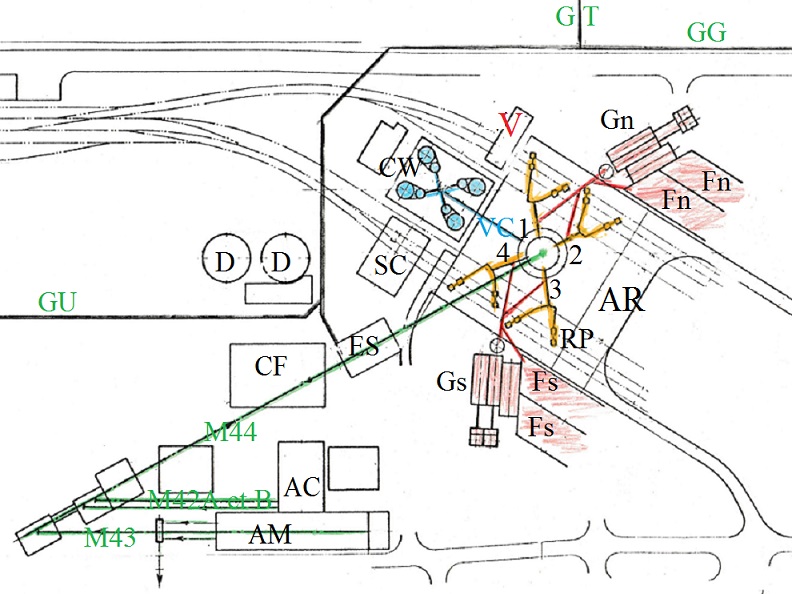
Ce qui vient d'être dit montre le saut quantitatif entre le H.F.3 (volume utile 1850 m3) et le H.F.4 (volume utile 3756 m3) qui induit, au minimum, le double de production. Il faut maintenant considérer le saut qualitatif, lui aussi énorme. Avec le H.F.4, les haut-fournistes de Dunkerque sont confrontés à beaucoup de nouveautés qui vont nécessiter des mises au point, des réglages, voire des modifications. Un exemple : après la remise à feu de novembre 1975, et pendant une partie de l'année 1976, un ingénieur électricien vérifie encore les contacteurs, très nombreux, qui actionnent le chargement, parce qu'on a constaté qu'un certain nombre étaient inutiles et qu'il valait mieux les enlever pour éviter d'éventuelles pannes. Je commente maintenant quelques points importants.
Le chargement. L'ensemble est géré par un ordinateur T2000 ; près de 3 ans après la première mise à feu, j'ai été témoin de quelques pannes dues à l'informatique à cause de configurations improbables ; c'est à cause de ces pannes que j'avais pris l'habitude en entrant dans la salle de contrôle de regarder, à droite, le grand synoptique qui donnait l'état du chargement depuis les accumulateurs, jusque et y compris le gueulard ; avec un coup d'oeil sur la M44. Des essais avaient montré que le gueulard classique à deux cloches était suffisant pour répartir au mieux les matières dans le gueulard à condition d'enfourner deux catégories d'aggloméré et de coke (du gros et du petit) ; malgré l'essai de nombreux réglages, C. LE SCOUR dira : «Les manipulations de petits et gros coke ou agglo ne permettent pas de maîtriser les pertes thermiques (causes de la dégradation de la paroi du H.F.). » Le gueulard actionné par un système hydraulique, très complexe, qui demanda beaucoup d'attention à la mise en route, de plus cette centrale hydraulique, mal protégée dans un local tout proche du gueulard, fut complètement détruite par un incendie en novembre 1974. à la suite d'une chute en marche du H.F.
Utilisation de l'eau de mer. Dunkerque est un lieu pauvre en eau douce, il était logique d'employer cette eau comme source de fluide froid : une station de pompage de 6000 m/heure fournit 3000 m/heure pour refroidir le circuit d'eau de refroidissement du H.F. en passant dans des échangeurs à plaques en titane, qui à ma connaissance n'ont donné lieu qu'à des problèmes mineurs. Le reste du débit peut être utilisé en partie par les autres H.Fx, mais est surtout employé pour la granulation du laitier. Là, l'eau de mer a provoqué de la corrosion, ce qui a accru les difficultés d'exploitation. Les deux installations de granulation étaient en 1973 pratiquement des prototypes, qui pendant tout le temps de leur utilisation ont fait l'objet d'un entretien coûteux, particulièrement pour les élévateurs et dans la zone de filtration de la pulpe (eau+laitier). On perdait ainsi doublement : d'une part les frais d'entretien, d'autre part le manque à gagner pendant les arrêts de l'installation pour entretien ( le laitier granulé se vend à meilleur prix que le laitier rocheux produit dans la fosse).
Les planchers de coulée. A l'époque de la construction, il était acquis que les planchers devaient être en pente comme les rigoles qui s'y trouvaient ; il en résulta que bien que 3 rampes routières donnent accès aux deux halles de coulées, l'emploi de véhicules y était difficile, d'autant que l'existence de deux rigoles à fonte par trou de coulée compliquait la circulation. On a vu dans l'implantation qu'une annexe aux halles de coulées était un atelier de réparation des rigoles. En effet tout le plancher de coulée était conçu pour que l'on puisse enlever chacune des rigoles usagées et la remplacer par une neuve ; dans ce but chaque halle a été équipée d'un pont-roulant de 50 t. L'exploitation a montré que cette conception ne convenait pas, et l'on en est venu à laisser les rigoles fixes et à le réparer sur place (sauf les rigoles pivotantes). Comme déjà dit par ailleurs, les halles de coulée du H.F. étaient équipées de rigoles pivotantes, dont je rappelle le fonctionnement (voir figure ci-dessous) : la fonte arrive dans la rigole (bleue) jusqu'au bec 1 où se trouve une poche ; quand cette poche est presque pleine, une rigole pivotante (rouge, R = au repos) vient, par un mouvement vers la gauche, intercepter le jet de fonte pour l'envoyer dans l'autre poche 2 . Au moment où la rigole coupe le jet pour venir sous le bec, il y a nécessairement des projections de fonte qui viennent se solidifier sur les parois de la fosse où se trouve la rigole pivotante. Il faut donc enlever régulièrement cette fonte solidifiée, travail difficile et dangereux. En marron = le niveau du plancher de coulée ; en orange = un plancher à un niveau plus bas que le trou de coulée et où se trouvent les ouvertues (blanches) par où la fonte tombe dans la poche et le mécanisme de la rigole pivotante. VF = voies à fonte (où sont les poches). VM = voie pour usages divers.
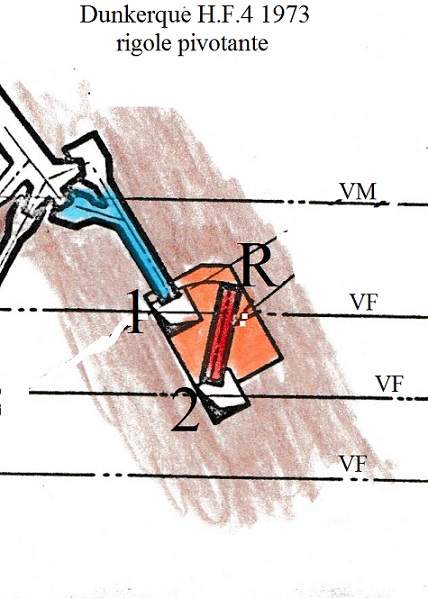
Au départ, l'usine a été équipée de poches à fonte droites d'une capacité nominale de 140 t ; il ne semble pas que cela ait posé de problème avant la mise en route du H.F.4. A partir de ce moment, pour l'ensemble de la batterie, compte tenu de la fonte réellement transportée par chaque poche, il fallait 150 à 160 voyages par jour pour assurer l'évacuation de la fonte produite, ce qui est beaucoup. Par ailleurs, pour le H.F.4, on constatait des difficultés spécifiques. 1) La visibilité dans les poches à fonte était très médiocre à cause de la grande hauteur des planchers et surtout de la fumée dégagée pendant la coulée (voir ci-dessus dans le § sur la Halle de coulée la photo de la halle de coulée en 1973). En 1976 nous avons exploré la possibilité d'utiliser un radar pour repérer le niveau de fonte dans la poche, on y a renoncé à cause de la fumée qui gênait la visée du radar. Du fait de la mauvaise vision , le fondeur qui surveillait le niveau pour actionner la rigole pivotante au bon moment, avait tendance à faire la manœuvre avant que la poche ne soit pleine. 2) Malgré cette précaution, il arriva trop souvent qu'une poche déborde à cause des coulées « torrentielles » provoquées par la difficulté d'obtenir des trous de coulée 'd'un diamètre régulier. On visait une vitesse moyenne de coulée de 6 t/minute ; un léger dépassement n'avait pas de répercussion, par contre quand la vitesse atteignait 10 t/minute, il y avait un risque de débordement. En fait il semble qu'on soit arrivé parfois à des vitesses bien plus grandes.
La trop faible capacité des poches resta un handicap pour le H.F.4, jusqu'à ce que l'on décide de mettre en place des poches torpilles de 450 t ; ce qui fut fait à partir de 1983. Voir une de ces poches ci-dessous.
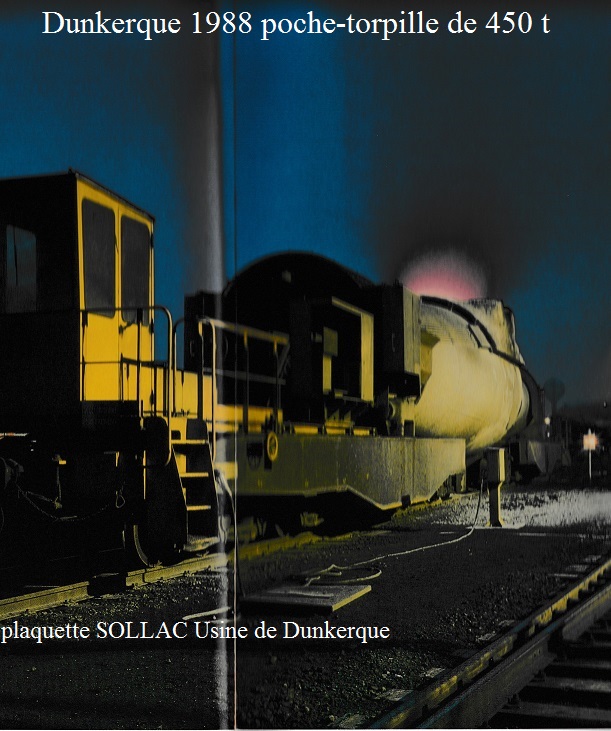
En 1975, types de refroidissement employés pour les H.Fx d'USINOR (Thionville 1 est semblable à Denain 5 et Dunkerque 1 et 2)
…..............Senelle....Denain 5....Dunkerque 1 et 2.......Dunkerque 3....Denain 1 et 3...Dunkerque 4
creuset.....<------------------------------ruissellement--------------------------------------->.....water jacket
étalages....<---------------------ruissellement---------->....water jacket......<--------staves-------------->
bas cuve...<------------------boîtes----------------------->...water jacket......<----------staves----------->
haut cuve <-----------------------------boîtes----------------->......<----------staves----------->
Dans Haut Fourneau ou HF, le chapitre 4-La construction du haut fourneau comprend le § IV-Le refroidissement, où l'on trouve des détails sur cette cette partie importante de la technologie du fourneau. Je rappelle cependant que le ruissellement consiste à faire couler de l'eau le long du blindage, le water-jacket (emprunté à la métallurgie des non-ferreux) consiste à doubler le blindage extérieurement et à faire circuler de l'eau dans cette double enveloppe, la boîte de refroidissement est un élément posé à plat entre les rangs de briques, et le stave cooler (parfois abrégé en stave et appelé aussi plaque de refroidissement) est installé intérieurement contre le blindage et est de ce fait vertical ou faiblement incliné. La boîte ou le stave comporte dans leur masse des tuyaux dans lesquels circule de l'eau.
LA CONTROVERSE POUR LE H.F.1.
La deuxième campagne du H.F.1 a commencé le 20/10/1969 ; le tonnage produit depuis cette date s 'approche des 6 Mt et c'est un record pour Dunkerque ; la réfection est prévue pour la fin de 1976, ma première année complète à Dunkerque. Vers le deuxième semestre 1975 naît une controverse sur la nature du refroidissement à mettre en place à l'occasion de la réfection. Comme on l'a vu ci-dessus, la cuve est refroidie par boîtes ; les exploitants demandent la reconduction de ce système qu'ils connaissent bien, et apprécient. La direction technique en la personne de Jean C., promoteur des staves coolers dans USINOR, s'appuyant sur l'exemple des H.Fx 1 et 3 de Denain, propose un refroidissement par staves depuis les tuyères jusqu'en haut de cuve. Les exploitants sont très réticents à cause des problèmes survenus les staves du H.F.4 : fuites de gaz le long des tuyaux d'alimentation, percées de tubes qu'il a fallu isoler de l'alimentation en eau et qui, de ce fait ont provoqué la disparition de la fonte puis l'échauffement du blindage ; avec en conclusion le remplacement d'un grand nombres de staves coolers à l'occasion de l'arrêt provoqué par l'incendie de la salle hydraulique au gueulard. Tous ces problèmes ont fortement sollicité le service Entretien et augmenté considérablement ses dépenses, d'où la position en faveur des boîtes de refroidissement de Jean V., responsable de l'Entretien de la Division Fonte. Les deux camps ayant chacun de très bonnes raisons, il paraît impossible de faire un choix ; l'arbitrage sera fait par le Directeur de l'usine en personne, qui décrète que l'on choisira les staves coolers parce qu'il convient de faire travailler l'usine d'USINOR à Sedan, qui les fabrique. A posteriori on verra que c'était la bonne décision, peut-être pour Sedan, mais surtout pour le H.F.1, qui fera une campagne de près de 8 Mt, malheureusement écourtée parce qu'on n'a plus besoin de lui. En particulier la mise en place de staves dans les étalages a fait disparaître une plaie du H.F. : la percé récurrente du blindage des étalages suite à des échauffement que l'on attribuait à des « dégarnissages » mais qui étaient surtout dus à l'insuffisance du refroidissement par ruissellement. De plus, pour suivre l'évolution de l'état des staves, un certain nombre de thermocouples y avaient été installés. Les ingénieurs eurent ainsi, en continu, les variations de la température de la paroi du H.F., et ils purent en tirer des enseignements pour améliorer le fonctionnement de l'appareil.
A l'occasion de l'arrêt on a examiné le H.F. (photo ci-dessous), après nettoyage des restes de briques et des garnis, on peut constater que les staves et les boîtes au-dessus étaient en très bon état. T = les staves coolers avec leur aspect de tablette de chocolat dû à des surépaisseurs qui facilitent l'accrochage du garnissage réfractaire et augmentent la surface des échanges thermiques entre la fonte du stave et le réfractaire. M = Une rangée de staves munis de « margelles », sortes de tablettes qui s'avancent vers l'intérieur du H.F. et servent de support aux briques. C = boîte de refroidissement normale. B = boîte de refroidissement plus petite qui remplace une boîte normale dont l'eau fuyait dans le fourneau.

LES STAVES COOLERS DES AUTRES H.Fx.
Devant les avantages apportés par l'installation des staves coolers au H.F.1, il n'y eu pas de discussions pour en équiper le H.F.2 pour la réfection de 1982 ; on jugea même utile d'en couvrir une plus grande hauteur de cuve qu'au H.F.1, on passa donc de 8 rangs à 10 rangs.
Au H.F.3 le water-jacket avait conduit à une situation catastrophique : dans le rapport de 1975, Claude LESCOUR écrit « le H.F. plie, gonfle, penche. » Dans une réparation d'urgence fin 1976 et sans polémique installa donc 6 rangs de staves coolers dans les étalages et le bas de cuve pour remplacer le water-jacket. Pendant la réfection de 1984, mûrement étudiée, 11 rangs de staves furent mis en place.
Au H.F.4 mis à feu en 1973 avec 12 rangs de staves coolers, les modifications vont se faire avec 3 étapes. 1974/1975 = arrêt à cause de l'incendie de la centrale hydraulique du gueulard et remplacement de la plupart des staves. 1978 = arrêt pour l'installation du gueulard Paul WURTH et remplacement de la plupart des staves. A cette époque on sait que les Japonais expérimentent l'installation de staves coolers en cuivre et non plus en fonte. La Direction technique suggère d'installer au niveau 38 m, où la paroi est la plus sollicitée thermiquement, un rang complet de staves en cuivre ; je m'y oppose parce que je pense qu'il n'est pas bon pour le fonctionnement du H.F. de créer une ceinture fortement refroidie (le cuivre est beaucoup plus conducteur que le cuivre) (*) mais, à titre expérimental, j'accepte que le quart des staves de ce rang soit en cuivre. J'ai bien fait d'en limiter le nombre : un an après tous les staves coolers en cuivre avaient été détruits (faible résistance du cuivre à l'érosion mécanique de la charge et peut-être mauvaise conception de la circulation de l'eau ?). 1987 = réfection complète du H.F. avec l'objectif d'une campagne de 10 ans (elle durera 14 ans). La question des staves coolers est étudiée de près : on en installe 13 rangs dont 7 avec margelles, contre 0 en 1973.
(*) Trois remarques : 1) Ma crainte était vaine car par la suite on a mis en place des staves en cuivre dans de nombreux H.Fx. 2) A mon avis certains haut-fournistes sont allé jusqu'à faire un dogme du refroidissement en privilégiant l'évacuation de calories dans le but de conserver à tout prix le réfractaire, sans tenir compte du coût de la chaleur perdue. 3) Ce dernier problème est d'ailleurs difficile à cerner car certaines façons de faire marcher le H.F. peuvent être aussi très coûteuses en calories.
La vue d'ensemble des 4 H.Fx montre que contrairement aux boîtes de refroidissement, en matière de staves coolers, il n'y a pas de normalisation : pour un même H.F., il n'y a pas beaucoup de rangs identiques, et la différence est encore plus forte d'un H.F. à l'autre. En bleu = les staves « ordinaires ». En rouge = les staves avec margelle. En jaune = le garnissage réfractaire entre les tuyères et le gueulard. En vert = l'appareil de chargement avec GGV = gueulard à géométrie variable et P.W = (gueulard) Paul WURTH.
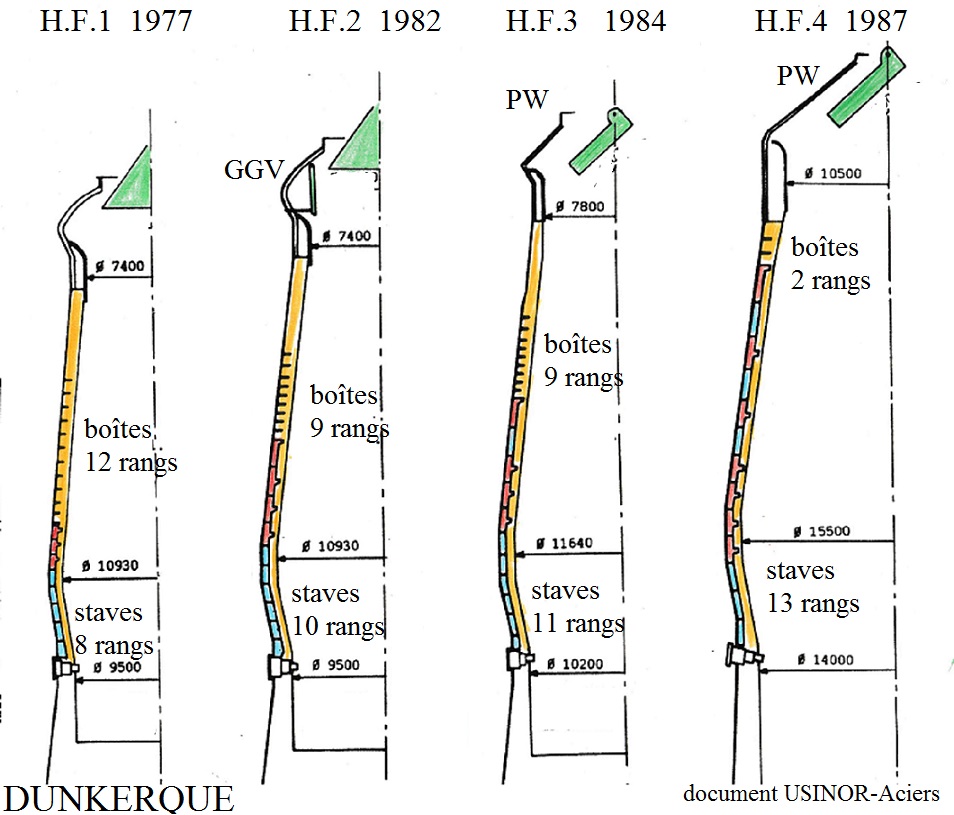
Ci-dessous, photo USINOR-Aciers début 1984. A gauche, l'auteur alors chef du service Hauts Fourneaux de Dunkerque; à sa gauche, Claude LS, chef de service adjoint. Nous sommes dans une salle où sont rassemblés, chaque matin, les enregistrements des principaux repères de la marche des H.Fx (débit et pression du vent, descente des sondes de niveaux, températures du gaz au gueulard) de la veille. Sous le Y, un des graphiques de descente de sonde du H.F.4. HF1 = les documents concernant le H.F.1. En X sur la table des enregistrements débit et pression de vent (sur la même feuille). Par la suite (en 1987 au H.F.4) ce type d'enregistrement va disparaître pour faire place à la lecture sur écran et à l'enregistrement dans l'ordinateur.

mise à jour du chapitre : 05/10/2015.
QUESTION POSÉE SUR INTERNET : Pourquoi la fonte du HF a toujours des impuretés ?
MEILLEURE RÉPONSE (d'après Yahoo) : “Les impuretés que l'on trouve dans la fonte est (sic) du laitier. C'est un produit issu de la fabrication de la fonte au H.F., où il correspond à la gangue du minerai de fer, isolée et rejetée de la fonte liquide par flottation. On retrouve donc, en sortie d'un H.F. une proportion laitier/fonte correspondant à la richesse du minerai de fer utilisé. Pour un H.F. fonctionnant avec des minerais de fer riches, on atteint généralement une proportion 1 t de laitier pour 2 t de fonte produites (soit 500 kg de laittier par t de fonte; la bonne réponse est plutôt 300 kg). Bien sûr on ne peut l'enlever (le laitier) totalement ce qui fait qu'il est également présent dans les aciers issus des convertisseurs BESSEMER et THOMAS.” fr.answers. yahoo.com. 22/07/2008.
MON COMMENTAIRE : Pour le haut-fourniste, le laitier est un co-produit inhérent à la fabrication, ce n'est donc pas une impureté. Il est éliminé en quasi totalité par le siphon installé à l'extrémité de la rigole principale. S'il reste un peu de laitier dans la poche à fonte on cherche à le récupérer par écumage; sinon dans le convertisseur (maintenant à l'oxygène -il ne reste plus de convertisseur BESSEMER ni THOMAS) il est mêlé à la scorie d'aciérie, qui est éliminée au mieux lors de la coulée de l'acier. Dans l'ancienne coulée en lingotière, le lingot comportait une zone d'inclusions où se retrouvait les restes de scorie d'aciérie; zone éliminée après laminage. Avec la coulée continue, l'élimination des traces de scorie semble plus facile.
Les impuretés dans la fonte, au sens large, sont les éléments autres que le fer et le carbone. A part le soufre et le phosphore (apportés par le coke et le minerai), il s'agit de métaux résultant de la réduction de leur oxyde contenu dans le minerai (silicium, manganèse, cuivre, titane, vanadium, chrome, etc...) et qui sont indésirables en raison de leur éventuelle nocivité dans l'acier obtenu après conversion de la fonte. Ceci amène à mettre à part le silicium et le manganèse qui sont parfois admissibles dans l'acier et donc à faire avec les autres, une catégorie d'impuretés au sens strict, qui sont toujours à interdire ou à limiter de façon drastique, comme par exemple le phosphore. La notion d'impureté et la quantité acceptable sont relatives en fonction de la qualité de l'acier et de la technique utilisée : Dans les usines à fonte THOMAS, la teneur en phosphore ne devait pas descendre sous une certaine limite pour assurer la conversion normale de la fonte. Dans les usines actuelles on cherche à abaisser la teneur en silicium pour soulager le travail de conversion à l'aciérie et donc y gagner en productivité.
Pour le métaux et le phosphore, c'est par le choix des minerais qu'on peut contrôler la teneur en impuretés dans la fonte. Pour le soufre apporté principalement par le coke, la limitation est obtenue par réglage de la marche du H.F. (basicité du laitier, niveau de température du creuset, etc.).
UN AUTRE ASPECT : “Les fourneaux de fusion ... étaient de gros massifs dans l'intérieur desquels était ménagé un vide circulaire ou carré et en forme de cône renversé vers le bas; c'est là que venait s'amonceler la fonte liquide, mélangée de nombreuses impuretés dont les plus lourdes (*) tombaient au fond.” [5446] t.45 janvier 1926 p.176. (*) C'est vrai dans le cas où le minerai de fer contient des métaux lourds dont l'oxyde est réduit au H.F., comme le plomb.
D'après La réduction dans le H.F. et la recherche de très faibles mises au mille de coke, par R. NICOLLE, R. CAPELANI. J.B. GUILLOT et A. RIST. Congrès du H.F. Arles. 1980.
Dans le Trésor de la Langue française, gigogne = «adj. Qui se compose de plusieurs éléments de forme analogue et de taille décroissante pouvant s'emboîter les uns dans les autres. » Etymologie : «Dame Gigogne était un personnage du théâtre des marionnettes qui parut en 1602 aux Halles dans la troupe des Enfants sans souci; elle était représentée sous les traits d'une femme géante des jupes de laquelle sortait une multitude d'enfants. »
Dans le H.F., le gaz produit par la combustion du coke aux tuyères, complété par des réactions dans les étalages comme FeO + C → CO + Fe, est distribué dans la cuve par les persiennes de la zone de fusion (c.-à-d. les couches de coke perméables au gaz, intercalées avec des couches imperméables constituées de minerai en cours de fusion). Au delà de cette zone, et jusqu'au gueulard il est admis que le gaz a un écoulement piston (comme le mouvement d 'un piston dans un cylindre), et donc qu'il n'y a pas d'écoulement à composante horizontale. A partir de ce postulat, on peut considérer la cuve comme un emboîtement de cuves concentriques indépendantes, à une dimension (car on raisonne sur une coupe verticale), dans lesquelles gaz et solides échangent chaleur et oxygène. D'où le haut fourneau gigogne, dans lequel le débit total de gaz se répartit dans chaque cuve concentrique en fonction de la perméabilité de la charge de chaque cuve.
.
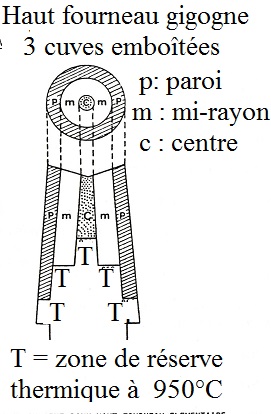
Le graphique ci-dessous montre le résultat d'essais de réduction à contre-courant d'aggloméré de minerai de fer, essais dont les conditions correspondent à un écoulement de gaz réel dans chacune des cuve du H.F. gigogne. Le niveau de réduction est mesuré par le rapport O/Fe dans l'aggloméré ; ce rapport est appelé degré d'oxydation, et il diminue évidemment au fur et à mesure du déroulement de la réduction. Le schéma montre clairement les différences d'évolution entre le centre, la mi-rayon et la paroi. Un H.F. présentant une telle situation est dit avoir une marche centrale : l'excès de gaz au centre se voit par la rapidité avec laquelle se produit la réduction. Si cette rapidité est excessive, elle diminue la qualité de la réduction, c.-à-d. que le gaz arrive au gueulard avant d'avoir été utilisé convenablement : c'est ce qu'a montré cet essai. A la paroi, la vitesse de réduction est trop faible, et cela provoque un autre inconvénient : l'aggloméré qui sort du bas de cette cuve n'est pas assez réduit, ce qui augmente les réductions à faire dans le bas du H.F, là où elle sont plus coûteuses.
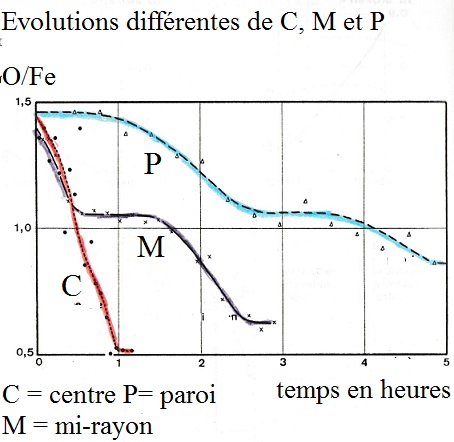
Ci dessous : “Vue spectaculaire des matières enflammées au gueulard du haut fourneau P6, Hayange, France. La photo a été prise par le trou d'homme pendant un arrêt d'entretien. A cette occasion, le niveau des charges est abaissé de quelques mètres et le gueulard ouvert à l'atmosphère pour que le monoxyde de carbone qui se dégage des charges s'enflamme spontanément. On distingue, de haut en bas : les poutres M transversales de mesure de température et de composition des gaz, la ceinture P,P, des plaques de chocs verticales, le maçonnage réfractaire R, R, (*) (qui n'est pas refroidi à cette hauteur) et la charge enflammée. La distribution homogène des flammes sur toute la surface de chargement est caractéristique d'une marche sans "coke au centre" (**).
Photo du 17/11/2009 et texte publiés sur Wikimedia Commons par Borvan53. Marquage par mes soins.
(*) On remarque des dégradations. (**) Parce qu'on peut dire aussi "Marche sans coke à la paroi", une formule comme "Marche avec égale répartition du coke" serait préférable. Mais était-ce vraiment le cas ?
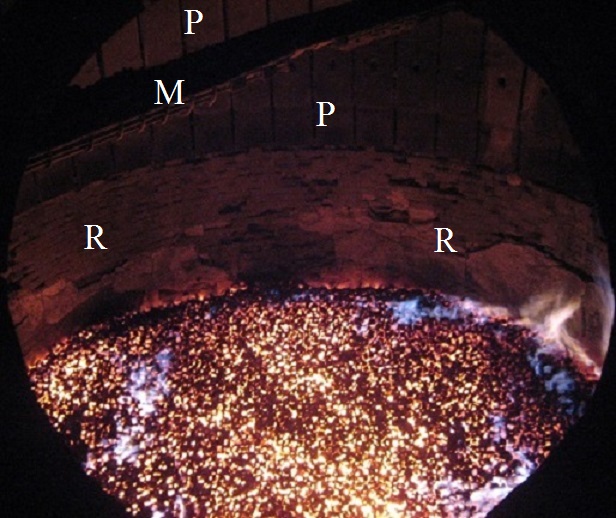
W. A. LAMPADIUS, dans son Manuel de métallurgie générale, paru en français en 1840, donne des indications précieuses sur la façon avec laquelle on surveillait un H.F. au charbon de bois à cette époque. Mes commentaires sont en italique.
« Lorsque les laitiers sont bien vitreux (a), filent en coulant (a), sont sonores et présentent une cassure conchoïde (a), c'est un signe que l'allure va bien.
(a) : Ces trois signes indiquent un laitier siliceux, dont le rapport chaux/silice est faible, ce qui était la situation habituelle pour le H.F. au charbon de bois.
Lorsque la fonte est pure, grise, égale dans sa cassure, lorsque le bain est tranquille devant la tuyère (b) et ne bouillonne pas avec bruit (b); lorsque la flamme du gueulard est vive, courte, et d'un blanc bleuâtre (c), le fourneau va bien.
(b) : Le haut-fourniste moderne commente ces signes qu'il ne peut connaître avec le H.F. à poitrine fermée ; on peut quand même remarquer que l'agitation et le bruit que l'on constatait pouvait provenir de l'arrivée dans le creuset de minerai, en y provoquant des réactions violentes. (c) Même remarque ; il n'y a plus de flammes avec le gueulard fermé; c'est la combustion du monoxyde de carbone qui colore la flamme en bleu pâle.
Au contraire, quand le laitier est foncé (d), bulleux (e), court et peu vitrifié (f), quelquefois recouvert d'une croûte mate, quand la flamme sort par la tympe (g) avant l'extraction du laitier, c'est un signe que le fourneau est surchargé (c.-à-d. qu'il y trop de minerai pour la charge de charbon de bois).
(d) C'est l'oxyde de fer dû à une mauvaise réduction qui assombrit le laitier. (e) Le laitier n'est pas assez fluide parce qu'il n'est pas assez chaud, il emprisonne des bulles de gaz. (f) Ce sont aussi les signes d'un laitier calcaire. (g) La flamme sort parce que la pression est trop forte dans le H.F. à cause d'une mauvaise perméabilité de la charge.
Mais lorsque le laitier est raboteux, terreux et mélangé de grenailles de fonte (h), le lit de mélange n'est pas assez fusible (i). Dans ce cas on obtient de la fonte blanche (j) , la flamme du gueulard est obscure et brille avec fumée et le bain bouilllonne avec bruit (k) à la tuyère.
(h) Le creuset est trop froid, la fonte et le laitier ne sont pas assez fluides et la décantation de la fonte est mauvaise. (i) Il n'y a pas vraiment de différences entre un excès de minerai et un lit de fusion peu fusible : dans les deux cas il n'y pas assez de charbon de bois par rapport à a quantité de minerai. (j) La fonte est trop froide et ne contient pas assez de carbone. (k) Même remarque que (b) ci-dessus.» [5576] t.II p.160
Un exemple : le H.F. de Noiron-sur-Bèze est installé en 1829 dans un bâtiment construit au 17ème s. (autorisation du 28/05/1829). Le H.F. est équipé d'une machine soufflante à piston mû par une roue hydraulique à palettes de 4 CV, puis par une roue de 10 CV; il consomme 30.000 stères de bois par an et produit de 800 à 1000 t. de fonte. Mise à feu en 1830, arrêt définitif en 1858. D'après http://www.actuacity.com/moulin-a-ble--haut-fourneau_m30790/ Photo ci-dessous : Wikimedia.org.
M et M = massif du H.F.En A et A = arcs-boutants qui soutiennent le massif. L'enfoncement EP = embrasure de coulée, avec P = la face inclinée renforcée par les marâtres (traits noirs horizontaux), le bas de cette face constitue la tympe, et E = l'espace où se trouvait la dame avec le trou de coulée..
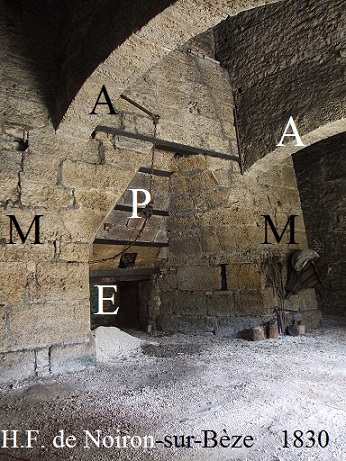
LE VENT.
«Les métallurgistes connaissent tous l'exemple de ce H.F du Staffordshire qui se refusait à faire autre chose que de la fonte blanche quand le vent soufflait dans une certaine direction.» [5439] 2/12/1908. p.1309.
LA PLUIE.
“Le président expose plusieurs accidents arrivés à des H.Fx du système BÜTTGENBACH (*) ou sans enveloppe extérieure. Certains d'entre eux paraissent pouvoir s'expliquer par l'action de la pluie : l'humidité due à l'eau de pluie pénètre en effet dans la maçonnerie réfractaire(**).” [1421] t.5. 1876. (*) Inventé dans les années 1860 ce système a consisté à supprimer l'enveloppe de maçonnerie qui protégeait extérieurement le mur réfractaire. Il fut adopté très généralement jusqu'à ce que l'on installe un blindage complet. Voir ci-dessous un H.F. allemand construit de la sorte.(**) D'après le Glossaire du H.F. à l'entrée H.F. BÜTTGENBACH, sur certains H.Fx on aurait goudronné le mur réfractaire pour éviter cet inconvénient.
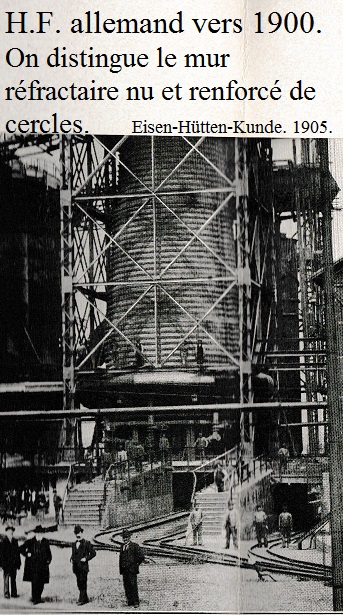
LE FROID.
Voir dans Haut-fourneau où H.F. Le chapitre 6b-Dunkerque le récit de la première mise à feu en 1963, retardée par une période de gel intense.
A Magnitogorsk, « pendant les hivers 1933 et 1934, l'ensemble du département des H.Fx a été fermé par période. Les vents froids faisaient des ravages dans les gros H.Fx. Les conduites de gaz et d'air comprimé et les tuyaux d'eau étaient gelés. Des tonnes de glace pendaient partout, détruisant parfois par leur poids des structures métalliques quand elles tombaient. La plupart du temps l'un des quatre H.Fx, était arrêté pour réparation.» Behind the Urals. An american worker in Russia's city of steel. John SCOTT. 1942.
L'INONDATION.
Avant que l'énergie de la soufflante du H.F. ne soit fournie par une machine à vapeur, elle l'était par une roue hydraulique, le H.F. et ses annexes se trouvaient à proximité immédiate du cours d'eau et subissaient souvent l'effet de ses crues.
A Catasauqua, Pennsylvannie, “le 07.01.1841, à 21 h, le niveau de la rivière s'éleva tellement que cela empêcha la roue hydraulique de tourner (et donc de souffler le H.F.). A minuit, le niveau était à 30 cm au-dessus du fond du creuset. À 1 h 20, il y avait 85 cm d'eau dans le fourneau; elle resta à ce niveau jusqu'à 3 h, et commença à se retirer. La roue hydraulique était couverte de boue. Le barrage (qui maintenait dans la rivière un niveau d'eau suffisant pour alimenter la roue) était rompu de telle sorte que le niveau de la rivière devint trop faible pour faire tourner la roue. Le 11 janvier, on fut obligé de vider H.F. à la pelle. Il fut remis à feu le 18.05.1841.” [4849]. Extrait du Glossaire du H.F.
L'opération de granulation consiste à réduire en grains la fonte ou le laitier en mettant l'un ou l'autre, encore liquide, en contact avec une grande quantité d'eau.
LA FONTE.
Au 15ème s., un architecte, FILARETE, visite un H.F. dans les Alpes et écrit : « La fonte était coulée un peu en dessous de l'embouchure de la tuyère (*). Il y avait une sorte de puits où l'eau coulait continuellement et qui était toujours plein; la fonte liquide y était déversée; elle restait rouge sur une bonne distance. L'eau sentait mauvais le soufre. » (*) C'était la disposition habituelle du (haut) fourneau bergamasque : la tuyère et le trou de coulée se trouvaient l'un au-dessus de l'autre sur la même face du fourneau. On a là un exemple ancien de granulation de la fonte.
Le Nouveau Dictionnaire d'Histoire naturelle rapporte au début du 19ème s., qu'en Allemagne une quantité assez importante de fonte est granulée, et est ensuite utilisée dans la métallurgie du plomb : dans un four à cuve, la fonte apporte le fer pour la réaction PbS + Fe → Pb + FeS.
En 1973, à sa mise en route, le H.F.4 de Dunkerque est équipé au trou de coulée n°1, d'une installation de granulation de la fonte. Il s'agit d'une installation de secours en cas de difficultés d'évacuation. Pour éviter des explosions, le débit d'eau doit être d'au moins 10 m3/t de fonte et il faut s'assurer que la température de l'eau reste en dessous de 80 °C. L'inconvénient essentiel de la fonte granulée est sa teneur en eau résiduelle ; au stockage cette eau favorise l'apparition de la rouille qui amène à une prise en masse de la fonte et la rend inutilisable et donc invendable. Par ailleurs, (probablement à cause de l'humidité), à l'enfournement au convertisseur, la fonte granulée fait mousser le bain et rend difficile l'opération de l'aciérie ; à ma connaissance cette installation a donc très peu servi.
Ci-dessous photo ILVA vers 1980.
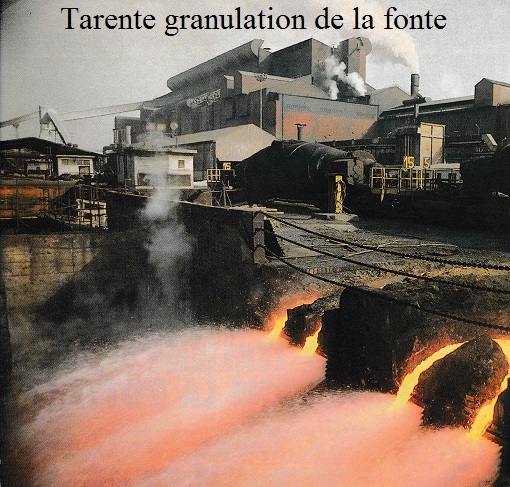
LE LAITIER
Le refroidissement rapide du laitier lors de la granulation proque la vitrification des grains et la formation d'une structure instable, contenant l'énergie non utilisée par la cristallisation. On peut tirer profit de cette énergie en la libérant par une activation basique : le laitier granulé acquiert ainsi des propriétés hydrauliques qui permettent sa prise en masse. On utilise donc le laitier granulé comme complément au ciment (dans les ciments dits de haut fourneau ou de laitier), comme constituant du béton, dans les sous-couches des routes, etc. La verrerie l'emploie également comme complément de la charge des fours.
Le système de granulation le plus simple (encore utilisé à Senelle vers 1950) consistait à projeter un fort jet d'eau sous le bec de coulée du laitier et à cracher le tout dans un wagon tombereau ; l'eau s'écoulait dans les voies par les intersitces des portes et l'on opérait en même temps la granulation, la filtration du granulé et le remplissage des wagons ! Un peu de laitier granulé filait avec l'eau à la rivière, ce qui fait que l'usine de la Providence à Rehon, en aval des autres usines sur la Chiers, se plaignait de retrouver du granulé dans la chambre d'eau des tuyères. On granula ensuite dans une rigole d'eau qui se jetait dans un bassin filtrant, ou directement dans le bassin. Une amélioration sensible de la qualité du laitier granulé fut ensuite obtenue, dans les années 1970 sous l'impulsion de Mr PRANDI, par la granulation en pot : une boîte placée sous le bec de coulée du laitier projetait horizontalement de l'eau sous pression par 3 côtés sur le jet de laitier liquide, le mélange eau/laitier granulé s'écoulant ensuite dans un bassin filtrant.
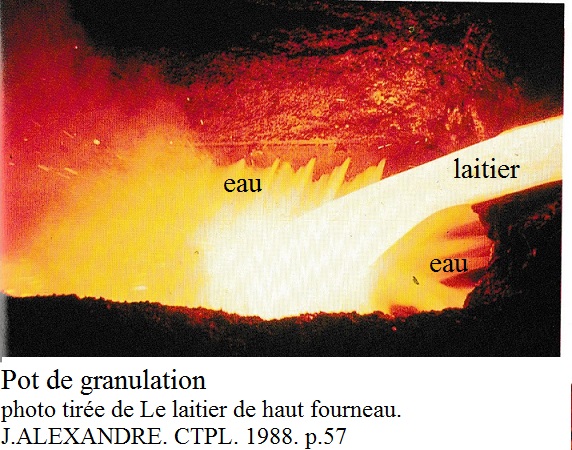
Il y eut ensuite divers systèmes de granulation où l'on cherchait à granuler de grandes quantités de laitier, bien égoutté, et en limitant au maximum le rejet de vapeur de granulation à l'atmosphère : à Dunkerque, étant donnée l'humidité souvent forte de l'atmosphère, la vapeur de granulation se dissipait mal et provoquait parfois un brouillard épais et persistant C'est le système INBA, inventé par P. WURTH, qui s'est imposé dans ce domaine, au moins en Europe.
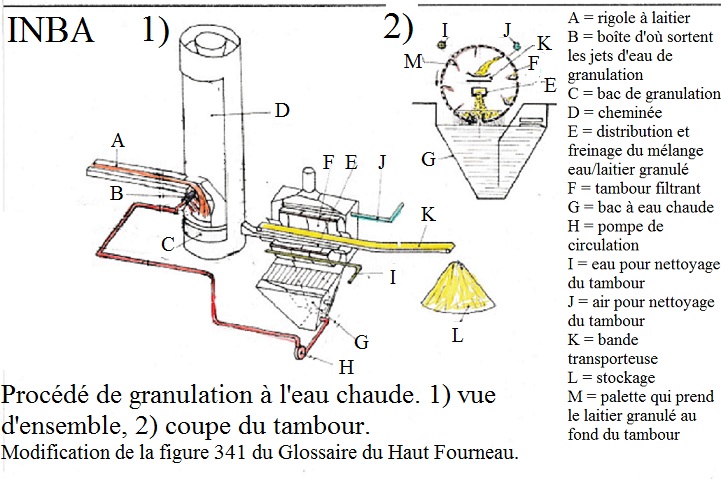
mise à jour du chapitre : 16/11/2015.
a-LE HAUT FOURNEAU DES INTELLECTUELS A LA FIN DES ANNÉES 1970.
« La sidérurgie s'essouffle et l'image d'ouvriers au torse nu sortant des lingots rouges du gueulard du H.F. est toujours d'actualité. » Culture technique. Éléments pour l'histoire d'une décennie singulière (*). 1975-1985. par Jacques PERRIAULT. Dans www.mediologie.org/cahiers-de-mediologie/.../perriault.pdf. (*) Au vu du texte ci-dessus, la décennie paraît en effet TRÈS singulière.
Dessin qui tente de représenter ce que dit la citation ci-dessus, et réalisé à l'aide des croquis de Jean MORETTE dans Le fer en Lorraine, p.40 et 44.
« Le Haut Fourneau se met à l'Envers. » En découvrant cette annonce sur Internet, j'ai cru à la réalisation de ce que j'avais imaginé ci-dessus.
Renseignements pris, il s'agit d'une association de promotion de la création artistique, nommée le Haut Fourneau (et H.F. en abrégé), qui annonce une manifestation dans une salle d'exposition, l'Envers, rue Leytiere à Bordeaux.
b-UNE REPRÉSENTATION CHAMPÊTRE DU HAUT FOURNEAU.
Dessin réalisé par un membre de l'équipe SOFRESID qui a travaillé avec moi à la réfection du H.F.4 de Dunkerque en 1987. J'ai malheureusement perdu le nom de ce très bon dessinateur.
Certains disent qu'on reconnaît l'auteur dans son jardin !
c-MÉDAILLE FRAPPÉE EN 1927 À L'OCCASION DU 110ème ANNIVERSAIRE DE LA CRÉATION DE L'USINE John COCKERILL À SERAING.
C'est l'époque du Grand Bond en Avant, l'Occident s'étonne, voire s' émerveille ! de l'émergence de milliers de petits H.Fx ruraux. En fait, la production de fonte chinoise marche alors, si l'on peut dire, sur trois jambes : 1) les H.Fx des grosses usines qui cherchent à s'aligner sur les H.Fx occidentaux ; 2) de petits H.Fx « classiques » antérieurs au Grand Bond en Avant; 3) les petits H.Fx ruraux dont la naissance a été déclenchée par le Grand Bond. Le H.F. montré ci-dessous et extrait de la Revue Chine Peking du 12/08/1958 appartient à la deuxième catégorie. Il produit 5 t par jour d'une fonte utilisable, alors que celle des petits H.Fx ruraux était trop souvent inutilisable.
Ah celui-là il est gothique ! . Dit pendant un exposé sur les appareils à vent chaud pendant que le conférencier montrait un appareil au dôme très surélevé.
Aussi longtemps que les cheminées fumeront et que la fonte des H.Fx éblouira dans le district de la minette, le nom de A. sera gravé en lettres d'or sur le livre de l'industrie du fer. Cité par l'Echo des Mines et de la Métallurgie le 04/06/1908 p.608. Bel hommage, à la mode de l'époque.
Beau comme un H.F. Titre d'une étude «Sur le traitement en monument des restes industriels » par Jean-Louis TORNATORE, dans L’Homme 2004/2 - N° 170 p. 79 à 116. On peut voir ci-dessous que d'autres le trouve "moche".
Bicyclettes de Bon-Papa : Appellation amusante donnée par un enfant aux molettes des monte-charges à benne STÄHLER des H.Fx de Senelle. Tiré de : Contribution de la famille d'HUART au développement des industries du fer et de la céramique à Longwy; par B. GRISON. 2020.
C'était du FLAUBERT, c'est maintenant du ZOLA .Dit par un membre de la direction générale d'USINOR pendant que j'exposais (avec talent peut-être?) les déboires du H.F.4 de Dunkerque.
Ce sont des billets de banque qui s'échappent là-bas ! Dit par le directeur adjoint de l'usine de Longwy lors d'un passage aux H.Fx de Senelle et alors que la pipe de purge d'un H.F. laissait fuir du gaz (*)
Dire l'origine du H.F., c'est décrire l'origine de la fonte. S. BRULL. La sidérurgie à la portée de tout le monde.1933. p.19. Citation qui rejoint la définition que j'ai donnée au chapitre Définitions : Le H.F. est un producteur de fonte.
Faut-il arrêter les agglomérations pour faire marcher les H.Fx, ou arrêter les H.Fx pour faire marcher les agglomérations. Remarque qui s'explique par les difficultés qui se sont présentées dans la marche des H.Fx lorrains quand on a progressivement augmenté le pourcentage d'aggloméré dans la charge. Ce problème a été évoqué au chapitre La circulation du gaz et le mouvement des matières/Fluidisation.
I built it, you run it, en français courant : Je l'ai construit, débrouillez vous avec. Remarque d'un ingénieur d'Inland Steel venu visiter Dunkerque et auquel j'avais parlé des difficultés qu'il y avait à associer le haut-fourniste à la conception de l'appareil qu'il conduira plus tard.
La vie des H.Fx s'entretient par le gaz qu'ils produisent. Citation de l'auteur lors du départ en retraite du chef de fabrication. A l'époque le gaz servait non seulement, comme maintenant, à chauffer les appareils à vent chaud, mais également à actionner les soufflantes à gaz. Cette situation nécessitait, dans les usines isolées, d'installer une soufflante électrique pour redémarrer, après un arrêt total, un premier H.F. qui produisait alors du gaz pour mettre le reste en branle.
Le four à cuve (c.-à-d. le H.F.) s'impose pour une fusion réductrice. LODIN Cours de métallurgie 1886.p.194. C'est encore vrai globalement.
Le H.F. est l'outil fétiche de la sidérurgie, l'équivalent du châssis à molettes pour le mineur. Ces monuments industriels se dressent dans le ciel comme des points de repère auquels la population des anciens bassins industriels s'identifie. Citation tirée de Acier wallon un héritage pour l'avenir ? Dans Patrimoine industriel Wallonie-Bruxelles. N°3. 2011.
Le H.F. ne fabrique de la fonte que si l'on souffle du vent. R. SWEETSER dans Blast furnace practice 1938..
Le mieux est l'ennemi du bien. Remarque faite par moi à un adjoint, en relation avec certains dispositifs très sophistiqués mis en œuvre au H.F.4 de Dunkerque, et qui nous causaient des problèmes.
Les H.Fx c'est moche non ? Remarque d'un internaute au sujet des H.Fx dits de Florange dont l'arrêt est décidé, et qui ajoute : Ce sont des usines moches qu'on va pouvoir démonter pour les remonter en Chine (allusion au fait que des installations sidérurgiques comme la chaîne d'agglomération de l'usine de la Chiers, ont été vendues aux Chinois) . D'après fr.answers.yahoo.com. Févier 2013.
Les H.Fx dont les masses orgueilleuses barrent l’horizon dans les pays d’usine, les H.Fx dont la construction a absorbé des sommes considérables passeront en quelques années à l’état de ruines romantiques. Citation de Joseph CAILLAUX datant de 1922, rapportée par wiktionary.org à l'entrée H.F.. Certes beaucoup de H.Fx ont été arrêtés depuis 1922, mais les ruines sont loin d'être romantiques !
Les H.Fx ne repoussent pas; Tire d'un livre d'André FABER. Editions François Bourin. 2014.
Les H.Fx pissaient de l'or. Dit par un membre de la direction générale d'USINOR et rapporté par un historien dans un séminaire de D. WORONOFF. Hélas cela n'est pas toujours le cas !
Le vent chaud est du coke sans soufre et sans cendres.. Dit lors d'une réunion ATS. Évidence.
Où sont les flammes du gueulard ? Remarque d'un journaliste visitant Dunkerque et peu au courant de l'histoire du H.F. ; les gueulards étant tous fermés et le gaz récupéré depuis la fin du 19ème s..
Petites annonces : à vendre, couvertures en fonte pour personnes ayant le sommeil léger. Pierre DAC dans l'Os à moelle.
Pour qu'un haut fourneau fonctionne bien, il doit avoir les pieds chauds, le ventre libre et la tête froide. Ancien dicton qui exprime que 1° le creuset (les pieds !) doit être chaud pour avoir une bonne fluidité de la fonte et du laitier; 2° la descente des charges doit être facile, sans accrochage, tout cela représenté par un ventre libre; 3) et que le gueulard (la tête) doit être froid (enfin pas trop quand même ! il faut évacuer l'humidité) car cela exprime que la chaleur sensible du gaz a été employée au mieux.
Quand on mélange du beurre et de la merde cela sent toujours la merde. Dit par un aciériste au sujet du mélange dans le mélangeur, des bonnes et mauvaises fontes.(*)
S'il existe une machine symbolique de l'industrie lourde, c'est bien le haut fourneau. Science et Avenir. 31/12/2013.
Un haut fourneau c'est pas sorcier. Le Républicain lorrain du 18/01/2015 et dans https://jeremienade.wordpress.com/. Au premier abord, vision simpliste de l'appareil, mais on peut aussi comprendre qu'il n'y a pas de magie dans son fonctionnement !
You are to be on your p's and q's when you're working around a blast furnace. Littéralement : Vous devez être sur vos P et Q (*) quand vous travaillez autour d'un H.F. (*) Être sur ses P et Q = traduction d'une expression anglaise signifiant Être attentif, être sur ses gardes. En 1937, déclaration d'un fondeur, citée dans SLOSS Furnace (**), ouvrage de Karen K. UTZ. Arcada publishing. 2009. (**) Usine de H.Fx à Birmingham Alabama.
(*) Déjà cité dans le chapitre Senelle.
a-L'ACIER.
Depuis la nuit des temps, dès le berceau natal,
Tu es le compagnon des misères humaines :
Aiguilles de nos mères, épée des capitaines
Fer des lentes charrues ou du combat brutal
Nos vies restent liées au fabuleux métal :
Rails, voitures, moteurs, la Tour et ses antennes,
Tubes drainant l'or noir des Arabies lointaines
Au cœur industrieux du monde occidental.
Chaque jour les vaisseaux chargés sous les tropiques
Versent ton minerai au pied de nos portiques,
Tu jaillis des fourneaux en lourd ruisseau doré,
Et les fusées d'acier, modernes caravelles
Lancent nos rêves fous dans le ciel ignoré
Des bords de l'océan aux étoiles nouvelles.
Bernard RIVET, ingénieur à Dunkerque, dans Résonance, janvier 1987.
H.F. virtuel qui fonctionne dans le cadre du jeu RunScape. On y pratique une curieuse métallurgie dans laquelle il suffit de chauffer le minerai pour en faire du métal.
« Le H.F. de Keldagrim est la machine la plus efficace pour traiter le minerai, mais il demande beaucoup d'attention... (Il faut:) - Quelqu'un pour maintenir le feu dans le four à vent chaud en prélevant du coke avec une pelle dans le silo à coke, puis en cliquant sur le bouton réalimentation du four. - Quelqu'un pour pomper le vent chaud du four vers le H.F. Cette personne prend ses ordres auprès du lecteur de la jauge de température ; si le H.F. est surchauffé il peut être endommagé. Cette personne doit se nourrir un peu. - Quelqu'un pour actionner la bande transporteuse à pédales qui amène le minerai au H.F. Cette personne doit prendre un peu d'énergie, car son énergie va baisser jusqu'à zéro. - Quelqu'un pour garder le H.F. en ordre de marche. Cette personne a besoin d'un marteau pour pouvoir refixer les parties cassées comme les tuyaux ou la bande transporteuse. - Quelqu'un pour lire la jauge de température et demander à la personne qui pompe de démarrer ou d'arrêter.... Après que vous ayez posé votre minerai sur la bande transporteuse, il se déplacera jusqu'à ce qu'il tombe dans le H.F. Un moment après vous verrez le moule à barre se remplir et devenir orange. Pour refroidir la barre (d'acier), versez dessus un seau d'eau. »
Ci-dessous le H.F. T = jauge de température. VC = arrivée du vent chaud. C = bande transporteuse. B = emplacement des moules à barre.
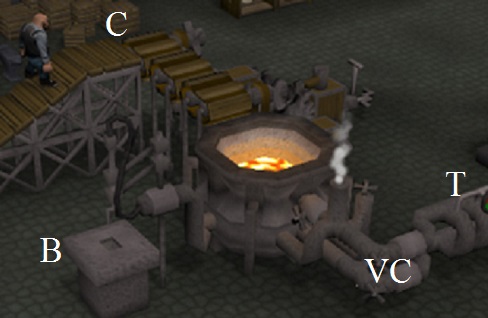
Traduction de l'anglais W5 Stellar Blast Furnace. Surnom donné à une région de l'Univers. "W5 (pour Westerhout 5) est une région chaotique, sculptée par la lueur d'une génération d'étoiles massives." Hidden universe : NASA's Spitzen telescope.
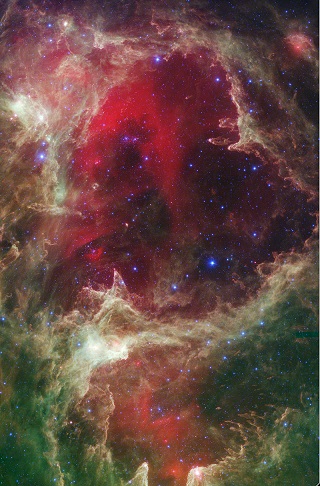
“L'usine de Dambron (21270) se composait anciennement de deux feux de forge et de deux H.Fx... On y fabriqua des bombes et des grenades pour le siège de Dôle en 1636. Le capitaine PERCEVAL, sorti de Gray, y vint attaquer, à minuit, 60 mousquetaires français qui gardaient la forge et mit le feu partout... Le prince de CONDÉ en fit des reproches au conseiller de CHAMPRAULT qui répondit : 'J'ai loisiblement attaqué cette bouche d'enfer, qui vomissaient des outils de rage et de fureur pour désoler une ville innocente.' l'usine de Drambon ne se releva pas, pendant plusieurs années, des ruines qu'avaient laissé les Impériaux et les Francs-Comtois, car on trouve en 1644 : 'Drambon où souloient estre de belles forges, est entièrement ruiné'." Compte-rendu des Inspecteurs des Mines. 1842 p.23.
Ci-dessous, un H.F. au 17/18ème s. tiré de Steel Times International. Septembre 1996. Dans cette figure, à part le H.F. et une partie des bâtiments annexes, tout est en bois, et donc susceptible de brûler quand on « met le feu partout ». B = le bocard, sa charpente, les pilons et la roue hydraulique qui l'actionne, sont en bois. R = roue hydraulique qui actionne les soufflets, elle est en bois. S = deux soufflets ; au 17ème s. ils sont généralement en cuir, et en bois au 18ème s. HCo = halle de coulée, la charpente est en bois. HCh = halle à charbon de bois, la charpente est en bois et le stock de charbon qu'elle contient est évidemment très combustible. L et A = logements et ateliers (du forgeron, du charpentier), la charpente (et parfois la totalité) est en bois
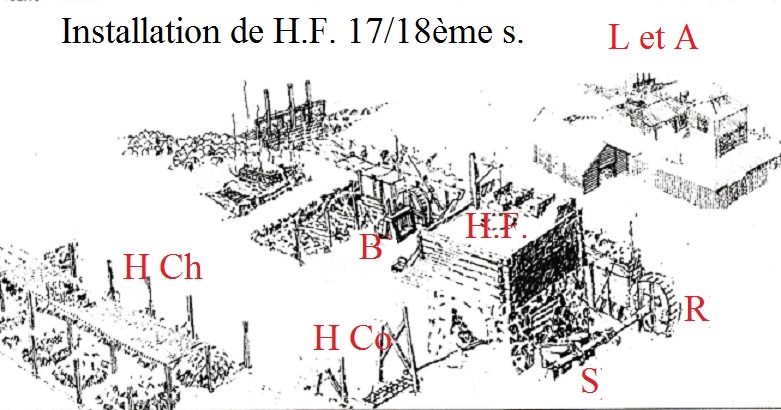
"En 1896, M.L. FRANCK avait publié des recherches signalant sa découverte de diamants dans les H.Fx... L'analyse a montré que divers produits du H.F., traités par les acides laissaient du cyanoazoture de titane (*) et des cristaux brillants... Les cristaux ne (possédaient) pas de facettes et (étaient) très fragiles; comme ils n'étaient pas attaqués par les acides, l'auteur conclut que c'étaient des diamants (**)...
M. O. JOHANSEN a eu l'occasion d'étudier des concrétions de deux H.Fx, dont l'un avait marché pendant 14 ans et l'autre pendant 4 ans... Il a obtenu un sable fin et incolore en tous points aux cristaux de FRANCK. Malheureusement ces cristaux ne brûlaient pas dans l'oxygène et fondaient au chalumeau oxyhydrique en formant une masse opaque et se dissolvaient complètement dans le borax fondu. C'était de l'alumine presque pure titrant 99,4 % d'Al2O3." L'Echo des Mines et de la Métallurgie. 28/06/1909 p.670.
(*) La suite montre que c'était une erreur.
(**) Il est courant de trouver ce corps, carbonitrure de titane ou CNTi, dans le creuset des H.Fx qu'on arrête. Cette circonstance est mise à profit pendant la marche pour renforcer la paroi du creuset, et pour cela on enrichit le lit de fusion du H.F. en oxyde de titane, TiO2.
La figure ci-dessous tirée de Wikipedia montre une cheminée volcanique propice à la formation de diamants. D'après le même site, les conditions de formation sont une température de 1100 à 1400 °C (que l'on trouve toujours dans le H.F.) , et une pression de 4,5 à 6 GPa (bien supérieure à la pression typique dans un H.F., soit 0,35 MPa) : donc on ne peut pas créer de diamants dans le H.F.
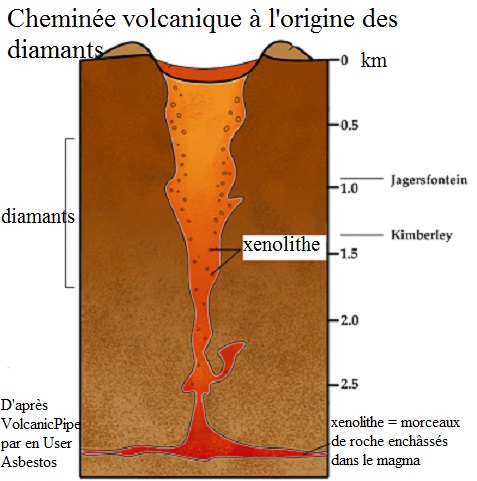
En 1842, V. HUGO fait un voyage qui le conduit à Cologne; au cours de ce voyage il écrit plusieurs lettres qui paraissent sous le titre Le Rhin. Le passage du texte ci-dessous est tiré d'une édition complète en in-32 des oeuvres de V. HUGO par J. Rouff et cie (date ?).
"...Nous serons à Liège (*) dans une heure. C'est dans ce moment-là que le paysage prend tout à coup un aspect extraordinaire. Là-bas, dans les futaies, au pied des collines brunes et velues de l'occident, deux rondes prunelles de feu éclatent et resplendissent comme des yeux de tigre. Ici, au bord de la route, voici un effrayant chandelier de quatre-vingts pieds de haut qui flambe dans le paysage et qui jette sur les rochers, les forêts et les ravins, des réverbérations sinistres. Plus loin, à l'entrée de cette vallée enfouie dans l'ombre, il y a une gueule pleine de braise qui s'ouvre et se ferme brusquement et d'où sort par instants avec d'affreux hoquets une langue de flamme.
Ce sont les usines qui s'allument.
Quand on a passé le lieu appelé la Petite-Flemalle, la chose devient inexprimable et vraiment magnifique. Toute la vallée semble trouée de cratères en éruption. Quelques-uns dégorgent derrière les taillis des tourbillons de vapeur écarlate étoilée d'étincelles ; d'autres dessinent lugubrement sur un fond rouge la noire silhouette des villages ; ailleurs les flammes apparaissent à travers les crevasses d'un groupe d'édifices. On croirait qu'une armée ennemie vient de traverser le pays, et que vingt bourgs mis à sac vous offrent à la fois dans cette nuit ténébreuse tous les aspects et toutes les phases de l'incendie, ceux-là embrasés, ceux-ci fumants, les autres flamboyants.
Ce spectacle de guerre est donné par la paix ; cette copie effroyable de la dévastation est faite par l'industrie. Vous avez tout simplement là sous les yeux les hauts fourneaux de M COCKERILL (**).
Un bruit farouche et violent sort de ce chaos de travailleurs. J'ai eu la curiosité de mettre pied à terre et de m'approcher d'un de ces antres. Là, j'ai admiré véritablement l'industrie. C'est un beau et prodigieux spectacle, qui, la nuit, semble emprunter à la tristesse solennelle de l'heure quelque chose de surnaturel... " Lettre VII p. 26 à 28.
(*) La Principauté de Liège ou Pays de Liège, est depuis longtemps une région sidérurgique : les conditions y étaient favorables avec la présence de forêts pour le charbon de bois et de nombreux gisements de minerais de fer; de plus à Huy, à mi-chemin entre Liège et Namur se trouve une pierre poudingue qui sera utilisée (jusqu'en lorraine) pour les creusets de H.F. jusque vers la fin du 19ème s. Pour ce qui concerne le H.F., l'implantation la plus emblématique est celle de l'usine des Vennes, créée en 1548 par Wauthier GODEFROID dans un hameau englobé par la suite dans la ville de Liège. Dans une vue de la ville datée de 1574, on voit la “fornaise où l'on fait fer.” Ce H.F. est renommé pour la qualité des moulages de fonte qu'il produit. A l'époque de la visite de V. HUGO, les H.Fx au coke se développent particulièrement à Liège à cause de l'importance du bassin houiller.
La figure ci-dessous montre l'usine d'Ougrée (près de Liège). Il y a 4 H.Fx repérables à la petite cheminée située à la partie supérieure et d'où sort une fumée blanche; les n°1 et 2 sont visibles, le n°3 est caché par une cheminée et le n°4 est partiellement caché par le bâtiment T (en rouge) qui renferme la balance à eau pour le chargement de 2 (ou des 4 ?) H.Fx. Les fumées noires f proviennent probablement des chaudières à vapeur qui alimentent les soufflantes.
(**) John COCKERILL et son frère Charles-James sont restés dans l'histoire comme les promoteurs du H.F. au coke en Belgique. Ce type de fonctionnement, très répandu en Grande-Bretagne dès les années 1770 était inconnu sur le “Continent” jusqu'à la mise à feu du premier H.F. du Creusot en 1785 et du H.F. de Gleiwitz (Gliwice) en Haute-Silésie en 1796. En 1821, les COCKERILL mettent en route un H.F. au coke à Seraing, près de Liège. Ce premier H.F. sera en 1842 à l'origine de la société Cockerill qui, après être devenue Cockerill-Sambre en 1981, est absorbée par USINOR en 1990.
Hauteur totale des premiers H.Fx à coke du “Continent” :
Le Creusot = 12 m Gleiwitz = 12,89 m Seraing = 14,5 m.
Dans les années 1840, “la fonderie de Seraing, la plus importante de Belgique... a 6 H.Fx, 5 d’entre eux produisent de la fonte pour aciérie, et le dernier de la fonte pour moulage de qualité. La production des premiers est d’environ 73,5 tf/24 heures et pour le dernier 9 t de fonte moulée.” Scientific American., 1/01/1848. p.120.

Extrait d'un tract de mars 1981.
1 = M. BURTEAUX et les membres de la direction. 2 = Serrer la ceinture des fondeurs, c'est un sport aussi enivrant que la planche à voile (*). 3 = Attention la C.G.T. est là.
(*) Je n'ai jamais fait de planche à voile. Peut-être une allusion à ce qu'un directeur en faisait ? Ou simplement une référence à un sport nautique parce qu'on était à Dunkerque ?
En 2004, suite à la faillite de la Bethlehem Steel Cy, l'usine de Bethlehem, Pennsylvanie est à l'arrêt. Une jeune femme, Sarah ANDREW, milite pour la conservation du site et sa transformation en lieu culturel ; pour appuyer cette requête, elle se fait tatouer dans le dos une vue de l'usine, ou en particulier on distingue clairement la ligne des 4 H.Fx. Elle s'en explique dans un long texte aux accents poétiques et dont voici quelques fragments. « Bethlehem Steel , cette gardienne des mémoires, ce paysage héroïque qui se dresse au-dessus de notre vallée engloutie !...Elle est sacrée comme une empreinte, toxique comme les profondeurs de la terre, rouge comme le sang, et elle est là, désoeuvrée, et elle se souvient. La société qui a donné la vie à la vallée de la Lehigh a fait partie de mon histoire, dès ma naissance .. Chez elle il n'y a rien de gracieux, ni de poli, il n'y a rien de petit ou de délicat... C'est un monument oui, et à juste titre, mais c'est aussi un symbole... Si elle vient à tomber, elle restera sur mon dos, et sur le dos de chacun d'entre nous quand nous forgerons notre avenir dans un futur inconnu. Mais aussi nous deviendrons poussière. Qui sera le dernier à raconter l'histoire ? » Texte publié le 23/04/2004 par heartofsteelcity.wordpress.com.
Le souhait de Sarah ANDREW semble avoir été exaucé : ce 28 octobre 2015, d'après Wikipedia, « le site de l'usine de Bethlehem est occupé par SteelStacks (littéralement Cheminées d'Acier), complexe dédié aux arts et aux loisirs. Les 5 H.Fx ont été conservés et servent de décor pour le nouveau campus. » Ci-dessous une vue des H.Fx illuminés. HF = le premier H.F. de la ligne ; AC = un groupe d'appareils à vent chaud KENNEDY avec une cheminée au sommet de chacun d'eux ; ils datent de la fin du 19ème s

Quand HENRI VIII a divorcé de Catherine d'ARAGON, il rompit les relations avec le pape, se déclara chef de l'Église d'Angleterre et fit fermer les monastères ; ce fut le cas pour l'abbaye cistercienne de Rievaulx dans le Nord Yorkshire. McDONNELL, archéométallurgiste, après avoir découvert dans lesdépendances de l'abbaye du laitier semblable à celui d'un H.F., a mis à jour une structure carrée en briques de 4,6 m de côté et les traces d'un courant d'eau qui a pu actionner des soufflets. Il est donc convaincu que les moines avaient établi un H.F. D'après Discover Magazine. Février 1999.
Cette conclusion est très vraisemblable car les Cisterciens se sont souvent intéressés à la métallurgie (à forge de Fontenay en Côte-d'Or, ensemble sidérurgique à Orval en Belgique) et ont souvent été considérés comme des novateurs en matière de technique
On trouvera ici des compléments à des sujets déjà traités dans le site Haut fourneau ou H.F.
mise à jour du chapitre : 11/11/2015
a-L'ALLUMAGE ÉLECTRIQUE D'UN HAUT FOURNEAU : Mise à feu d'un H.F. par le moyen de l'électricité, réalisée aux Homestead Steel Works, près de Pittsburgh, Pennsylvanie. «L'allumage d'un H.F. n'est point aisée a bien réussir. On entasse du petit bois et des copeaux à la hauteur des tuyères, puis par l'ouverture de ces tuyères on introduit des barres de fer chauffées au rouge. Cela prend ou cela ne prend pas; l'on enrage ! Le court-circuit électrique ne connaît pas l'insuccès, du moins les ringards (*) américains nous l'affirment. On le pratique en introduisant dans la tuyère, à la place des barres de fer rougies, un tube à double enveloppe de métal. Le tube extérieur se termine par une pointe métallique qui pénètre dans le bois d'allumage et dans les copeaux. Le tube intérieur contient deux conducteurs électriques aboutissant à deux petits charbons entre lesquels on place un petit fusible, un coupe -circuit ; Une résistance de réglage permet de donner au courant l'intensité voulue pour que le plomb (**) fonde : c'est le court-circuit.Tout aussitôt un petit arc électrique s'établit entre les deux charbons ; les copeaux, que l'on a eu soin par surcroît de mouiller d'un peu d'alcool ou d'essence de pétrole, prennent feu, allumant le petit bois; et bientôt dans on grondement sourd et prolongé, le grand creuset de briques commence à fonctionner.» [5439] 08/04/1909 p.362. (*) Quel sens peut-on donner à ce terme ? (**) Jusque dans les années 1960/70, un fil de plomb plus ou moins gros servait de fusible.
A ma connaissance cet essai, inutilement complexe, n'a pas eu de suite.
b-UN EXEMPLE DE REMPLISSAGE DU CREUSET AVANT MISE A FEU.
La figure ci-dessous est tirée de Ecole industrielle de la Socié Anonyme des H. Fx de La Chiers (à Longwy) Atlas du cours de sidérurgie, planche cxxvii ; années 1950 ?
TC = le trou de coulée par où le H.F. sera allumé. Une structure en poutres de sapin, figurées en noir, forme une ossature. Une couche de brique, en rouge, sert à protéger la paroi du creuset lors de la mise à feu. En partant du fond du creuset on trouve successivement : 1) une couche de laitier (vert foncé), 2) une couche CH de charbon de bois mêlé de brindilles ; c'est dans cette couche que sera porté le feu, 3) en F1 deux couches de fagots, 4) en B du bois de chauffage, 5,) en G une couche de rondins posés sur l'ossature en sapin, 6) en F2 une couche de fagots, 7) en CO du coke.
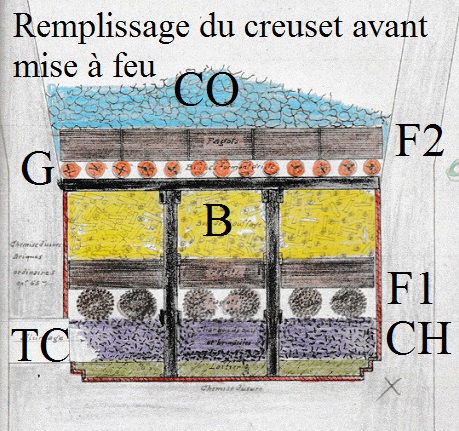
Comme le montre la figure ci-dessous, il y avait une possibilité de faire un H.F. (à bon compte ?) avec la tour EIFFEL, ici dans son état originel de 1889. D'après GRÜNER, un H.F. est élancé quand le rapport (hauteur totale)/(diamètre du ventre) est > ou = 4
G = le gueulard, V = les tuyères, TF = trou de coulée à fonte, TL = tuyère à laitier.
EXTRAITS de Sté Métallurgique de Senelle-Maubeuge. Notice descriptive sur l'usine de Senelle. 1932.
a) Suites de la Guerre 1914/1918.
Le 16/03/1919, remise à feu du H.F.4, le premier des régions sinistrées.
b) Les H.Fx vers 1930.
H.F.........................1..........2.........3............4
Ø creuset...............3,9.......5,0.......5,0........4,5 m
Ø ventre................7,0.......7,0.......7,0........6,7 m
Ø gueulard............5,2........5,2......5,2........5,2 m
Hauteur totale........25.........28......25..........25 m
Tuyères normales....8.........10.......10...........8
Tuyères étalages......8.........10.......10...........8
Le vent chaud est fourni par 14 appareils de type COWPER (30 m de haut 7 m de diamètre) et 5 appareils de type COWPER à chauffage accéléré (c.-à-d. avec ventilateur d'air de combustion) , avec ruchage COCKERILL. Le soufflage est assuré par 5 turbo-soufflantes à vapeur (1300 CV, 750 m3/minute sous 30 cm Hg), 2 turbo-soufflantes électriques (320 kW, 750 m3/minute spis 33 cm Hg), 2 soufflantes à gaz (1800 m3/minute sous 60 cm Hg, p maxi 1,2 bar). Pour l'épuration du gaz chaque H.F. dispose d'un épurateur à sec (pot à poussières), ensuite l'ensemble du gaz rassemblé dans un collecteur ovoïde (parce qu'il disposait de place en place de tétines par où on vidait les poussières qui s'y rassemblaient) passait dans 6 laveurs à claies puis dans une batterie de Theisen qui pouvait traiter 300.000 m3/heure. L'évacuation de la fonte se faisait dans des poches de 30 t et le laitier dans des cuves de 9 m3. On pouvait granuler le laitier de chiot ; le laitier granulé et les déchets pouvaient être mis au crassier par un transporteur Heckel versant en haut d'un pylone de 120 m (c'est la naissance du célèbre crassier de Senelle)
Ci-dessous, à l'extrémité de la ligne côté H.F.6, trois des appareils à vent chaud COCKERILL dont il est question ci-dessus avec leur cheminée . Ils étaient typiques à cause de la coupole débordante et sont restés en service au moins jusqu'à la fin des années 1970. A droite les charpentes des monte-charges. Photo USINOR vers 1970.
mise à jour du chapitre : 20/10/2015.
Ci-dessus dans le chapitre 2b-Le Grand développement. La coulée, on a exploré les méthodes courantes employées pour couler la fonte du H.F. Dans le chapitre 4-Plus sur les H.Fx, en VI, on a vu la granulation de la fonte. Mais le sujet très important est vaste et ce chapitre va traiter de méthode complémentaires ou d'installations inhabituelles.
Un problème à résoudre. Jusque vers la fin du 19ème s., la fonte était coulée en halle pour faire des gueuses; aux États-Unis, « à la fin des années 1870, chaque jour, l'équipe de 20 personnes avait, en gros, à transporter 2000 gueuses d'environ 30 kg, soit par personne une centaine de voyages entre la halle de coulée et le wagon. Avec 2 coulées par jour, cela faisait à déplacer près de 5 t par ouvrier. Il, fallait en plus refaire le lit de couler et détacher les gueuses de la grille. Une dizaine d'années plus tard, on produisait 200 t ou plus par jour... un homme avait alors à transporter 10 t ou plus.... Imaginez où l'on en était en coulant 300 t par jour vers 1890. » [CTP] p.212 et 213. On atteignait une telle charge de travail qu'il devenait difficile d'évacuer la fonte et, à cause des conditions de travail, il devenait difficile ce trouver du personnel pour le faire. C'est d'ailleurs sur le transport manuel des gueuses de fonte à la main que Frederic W. TAYLOR a commencé l'étude scientifique du travail.
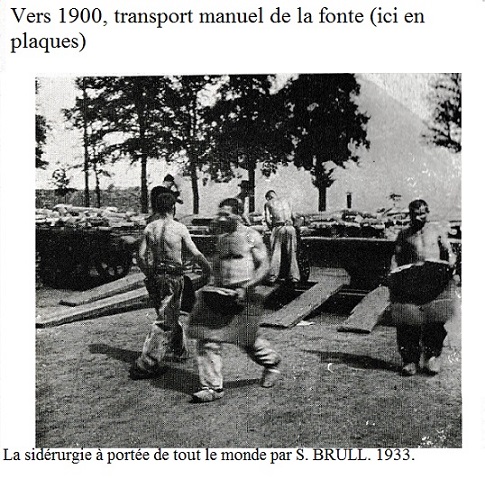
Une première réponse vint de Duquesne, Pennsylvanie, où à 600 t/jour/H.F., on ne pouvait plus du tout utiliser la méthode traditionnelle. « Des ponts-roulants de 10 t furent installés dans toutes les halles de coulée... Le pont-roulant levait tout le « peigne » (*)de fonte, long de 11 m, avec les gueuses qui y étaient attachées, et l'emmenait à la machine à casser les gueuses, où le tout était transformé en morceaux faciles à manipulés, chargés directement en wagons. » [CTP] p.211. (*) C'est l'ensemble de la fonte solidifiée dans la rigole mère et de toutes les gueuses produites par une coulée. Les liaisons étaient faites par la fonte solidifiée dans les rigoles secondaires qui avaient alimenté les moules des gueuses.
La machine à couler était la vraie solution. « Une machine à couler très sophistiquée a été conçue par Edward E. UEHLING au début des années 1895, à Birmingham (Alabama). Ingénieur du Nord, il avait été embauché pour superviser les H.Fx, mais comme l'invention était trop coûteuse et peu adaptée à la pratique de personnel nombreux des H.Fx du Sud, elle n'avait aucune chance d'être adoptée en Alabama. UEHLING vendit ses droits à Andrew CARNEGIE et la machine devint une partie de la « révolution de Duquesne » qui s'est déroulée dans la région de Pittsburgh. » [RCP] note 26 p.216. Le brevet E.E. UEHLING porte le n°548146, il a pour titre Apparatus for and method of casting and conveying metals. Déposé le 28/11/1894, il a été publié le 15/10/1895.
[CTP] = City of steel. How Pittsburgh became the world's steelmaking capital during the CARNEGIE era. Keneth. J. KOBUS. Rowman & Littlefield. 2015.
[RCP] = Race, class and power ithe Alabama coalfields, 1908-21 brian KELLY université de l'Illinois 2001
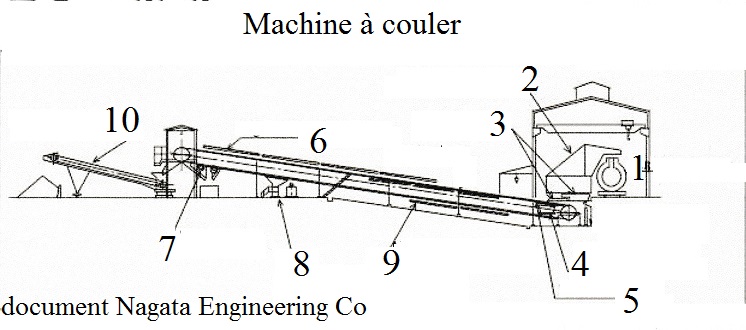
Le principe est de couler la fonte dans les moules pour gueuse installés sur une chaîne sans fin et de solidifier les gueuses avant l'extrémité haute de la chaîne. 1 = poche torpille. 2 = hotte pour collecter les fumées. 3 = rigoles à fonte (il y en deux pour alimenter deux lignes parallèles (voir photo ci-après). 4 = récupération des projections de fonte. 5 = rail refroidi à l'eau. 6 = eau de refroidissement des gueuses. 7 = appareil pour décoller les gueuses. 8 = projection de lait de chaux sur le moules des gueuses pour éviter le collage. 9 = séchage des moules. 10 = bande pour évacuer les gueuses. Nagata Engineering a fabriqué par exemple une machine coulant 160 t/heure de fonte en gueuses de 5 kg, ou une machine de 200 t/heure fabriquant des gueuses de 30 kg.
Ci-dessous une machine fabriquée par Economy Industrial.
Depuis la fin du 19ème s., et la première application dans les usines CARNEGIE près de Pittsburgh, Pennsylvanie, la fonte est transportée liquide du H.F. jusqu'à l'aciérie ; là, pendant près d'un siècle, on a versé la fonte dans un grand récipient, le mélangeur. On a parfois cherché à raccourcir ce circuit.
Vers 1970, en URSS, on a fait le projet 1) de couler le H.F continuellement et 2) d'admettre la fonte directement dans le mélangeur. C'est l'objet de la figure ci-dessous. En C, on a une sorte de tunnel qui met en communication le creuset du H.F. avec le mélangeur M selon le circuit coloré en rouge pâle. On y voit que le tunnel C conduit à un récipient vertical, d'où sort en haut un tuyau E ; à partir de ce récipient la fonte passe dans le mélangeur. Le rôle de ce dispositif semble être d'équilibrer les pressions entre le H.F. et le mélangeur ; en effet le H.F. prévu avait un volume de 2700 m3, et donc il aurait marché avec une contre-pression de 1 à 1,5 bar, soit une pression de vent relative de 2,5 à 3 bars, alors que le mélangeur est à la pression atmosphérique. Le tuyau E devait évacuer les gaz inclus dans la fonte et qui se libèrent à la coulée. A ma connaissance ce projet n'a pas eu de suite ; si il en a eu, l'entretien du tunnel C a dû être un problème constant. TC = trou de coulée ordinaire. Par ailleurs il est intéressant d'examiner l'équipement du H.F. : V et en vert = circuit de vent chaud pour les tuyères normales. W et en mauve = circuit de vent chaud pour les tuyères d'étalage. S = plusieurs sondes pour explorer la cuve en marche (prise de températures, prélèvement de gaz, prélèvement dans la charge), et ceci à 3 niveaux grâce aux passerelles P.
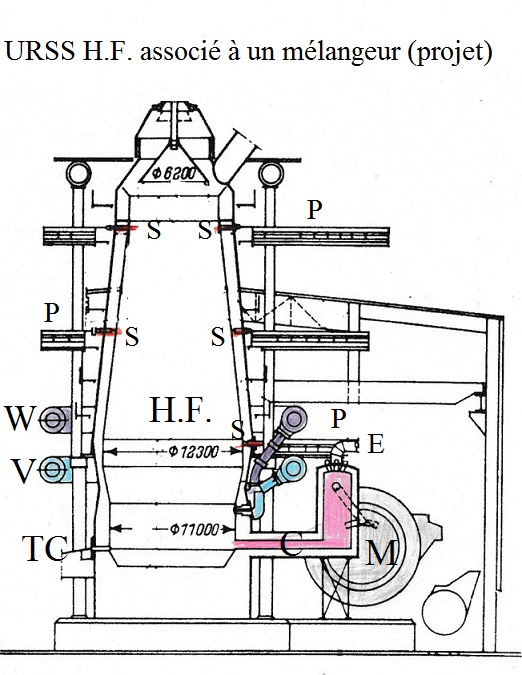
A la fin du 20ème s., à Koverhar en Finlande, un H.F., 6,5 m de diamètre au creuset, 567 m3 de volume utile et produisant 1338 t/jour, alimente une aciérie ; la taille réduite de celle-ci a permis de l'installer près du H.F. et de couler la fonte directement dans les deux mélangeurs de l'aciérie. La rigole principale, en mauve, se termine par le siphon S, le laitier l et en rouge est dévié vers 2 becs pour cuves à laitier ; la fonte f et en jaune est orientée par la rigole basculante B vers l'un des deux mélangeurs M1 et M2. V = vidange de la rigole principale pour entretien. P = coulée de la fonte en poche en cas de nécessité.
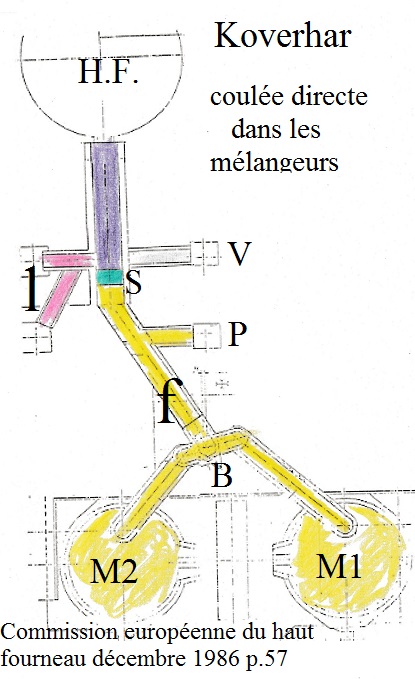
En 1982 je découvrais dans le Stal russe, que le H.F.6 du NLMK à Lipetsk (volume interne 3200 m3, diamètre du creuset 12 m) avait une seule halle de coulée circulaire et, bien entendu centrée sur le H.F., au lieu de deux halles de coulées plus ou moins rectangulaires que l'on pouvait s'attendre à voir pour un H.F. de cette taille. Pourquoi ? Je ne connais pas la vraie réponse à cette question car le texte est entièrement en russe et la vue en plan est le seul témoin de cette disposition inhabituelle. L'examen du plan me fais penser que la halle occupe moins de place que deux halles classiques, tout en laissant suffisamment de place pour le travail des fondeurs. Un autre point intéressant, mais pas déterminant, est que les deux ponts-roulants utilisant les mêmes rails, peuvent être regroupés et peut-être associés pour de très grosses manœuvres. Ce H.F. et sa halle semblent avoir été un prototype pour le H.F. russe de 3200 m3 ; j'en ai à ce jour trouvé 6 autres : les 3 H.Fx de Dabrowa-Gornicza en Pologne (Arcelor-Mittal), le H.F.4 de KAZ à Termitau au Kazakstan et les 2 H.Fx, de RINL construits par les Russes à Visakhapatnam, en Inde. Un autre adepte de la halle circulaire est le H.F.9 d'Arcelor-Mittal à Kivoy Rog en Ukraine, mais dans une catégorie supérieure (5500 m3).
La figure ci-dessous (suivie d'une photo du même H.F. et des photos de 2 autres H.Fx) montre le H.F. 6 de Lipetsk vu en plan. TC = les 4 trous de coulée. VC = la conduite à vent chaud. G et G = les granulations de laitier. P et P = les ponts-roulants circulant sur un rail fixé à la périphérie de la halle et un rail fixé sur le H.F. (sur la photo : BC = bande de chargement).
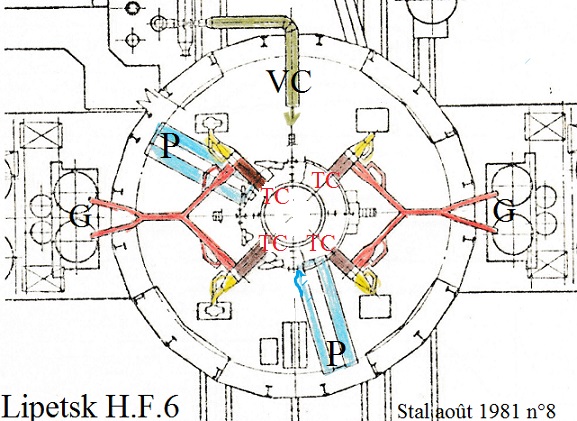

mise à jour du chapitre : 23/11/2015.
Le de WENDEL qui, au 19ème s., fit l'acquisition du lieu-dit Patural, ne pouvait imaginer le foin qu'on ferait lors de l'arrêt définitif des derniers H.Fx installés sur cette ancienne pâture. Cette allusion herbagère peut être obscure pour beaucoup qui ne savent pas que les H.Fx de Patural sont aussi à la fois les H.Fx de Hayange (ou en moins bien d'Hayange) et les H.Fx de Florange.
H.Fx de Hayange, car la batterie s'enfonce comme un coin dans l'extrême est de la commune du même nom. On note ici que les autochthones (*) lettrés diraient que “la batterie est à l'extrême est du ban communal de Hayange.” Quand le Trésor de la Langue Française nous dit que le ban est le “territoire soumis au pouvoir et à la juridiction du seigneur”, on se demande quel est le sens d'un ban communal ? (*) orthographe de LITTRÉ, conforme à l'étymologie.
H.Fx de Florange, car au moment où se sont passés les événements qui ont rendu célèbres les dits H.Fx, la direction de l'usine dont ils dépendaient, se trouvait à Florange, commune voisine (ban communal voisin) mais non limitrophe de Hayange.
Cela dit, on peut ajouter que Patural se trouve à 6° 04'27'' Est, 46°19'44''Nord et 187 m au-dessus du niveau de la mer, près de la Fensch, rivière tributaire de la Moselle, dont la vallée est le berceau de l'aventure sidérurgique des de WENDEL.
Admettre dans la batterie des H.Fx de Patural l'existence d'un système technique, c'est montrer qu'on a pu y rencontrer des installations, des méthodes de travail, voire une philosophie de la conduite des H.Fx différentes de celles employées dans le bassin sidérurgique lorrain, voire dans la plupart des batteries de H.Fx françaises contemporaines de celle-ci. Il ne s'agit pas ici d'une histoire de Patural, que des Paturaliens pur jus pourraient entreprendre, mais de remarques diverses que l'on peut faire sur cette batterie, depuis sa naissance jusqu'à l'époque récente.
Bien entendu puisque le Glossaire du Haut Fourneau (*) et la Saga qui l'accompagne donnent des informations sur Patural, je vais utiliser sans vergogne celles qui peuvent m'intéresser. (*) Dont je rappelle que l'infatigable promoteur est Jacques CORBION, ECP 1958, Paturalien depuis toujours, et néanmoins ami.
Ci-dessous Patural d'après Geoportail novembre 2015.
Le 05/12/1907, l'Echo des Mines et de la Métallurgie annonce p.1310 : “Nouvelles de l'étranger. Ce matin 28 (11/1907) à 10 heures a eu lieu la mise à feu du n°1 des deux nouveaux H.Fx construit au 'Patural'. L'opération a fort bien réussi et l'on compte la première coulée de fonte demain dans la soirée. Ces engins ont été construits sur les plans les plus modernes. Leur construction a été menée à bien très activement et sans le moindre accroc par M. BOSSERT jeune ingénieur belge très expérimenté dans cette partie” .
On connaît, semble-t-il peu de chose sur ces deux premiers H.Fx, le plus probable est qu'il sont assez semblables aux H.Fx que de WENDEL possède à l'ouest de Hayange et qui constituent la batterie de Fourneau. D'après les photos d'un dossier établi par J. CORBION et quelques-autres ce sont des H.Fx écossais, c.-à-d. portés à la marâtre par un cercle de plusieurs colonnes verticales et la cuve est généralement couverte entièrement d'un blindage de tôles. C'est un type de H.F. très répandu pendant la deuxième moitié du 19ème s. et qui s'efface un peu partout devant les nouveaux types de H.Fx dont parlerons plus loin. Le schéma ci-dessous pourraît nous montrer ce qu'étaient le P1 et le P2 (P pour Patural), en particulier à cause du monte-charge incliné (à l'époque les monte-charges de Fourneau étaient verticaux). Sur le plan incliné PI circule un chariot C dont le plancher est horizontal et porte un wagonnet qui semble être ce que l'on appelle à Hayange une “cambuse” et dont on sait qu'il a été utilisé aux P1 et P2. En AV se trouve un appareil à vent chaud du type COWPER.
LES H.Fx AMÉRICAINS.
Au tournant du 20ème s., se répand en Europe continentale (et moins en Grande-Bretagne) un type de H.F. que l'on peut définir ainsi : briquetage à nu (donc pas de blindage) renforcé dans la cuve pardes cercles horizontaux en fer, tour carrée qui supporte le H.F. au niveau de la marâtre, gueulard à simple cloche, chargement par benne STÄHLER que l'on monte au gueulard par u monte-charge vertical ou incliné, appareils à vent chaud généralement de type COWPER. On peut en voir un exemple typique ci-dessus dans le chapitre 4-Plus sur les hauts fourneaux, puis V-Le haut fourneau et les intempéries.
On construit à Patural entre 1910 et 1913 quatre H.Fx suplémentaires (P3 à P6); ces appareils ne sont pas du tout semblables à celui que je viens de décrire ce sont des H.Fx américains, pourquoi ? Charles III de WENDEL a fait un long séjour aux États-Unis et en particulier à Pittsburgh qui est à cette époque, en particulier à cause des usines CARNEGIE (devenues United Steel of America), le centre de la sidérurgie américaine et le lieu où sont rassemblées les nouveautés. Là, Charles III s'est convaincu de la nécessité d'adopter les appareils américains, et il est à l'origine de la venue d'un ingénieur américain pour suivre les constructions, un monsieur HAMFELDT.
Le H.F. américain (voir figure) se définit comme ayant une cuve B entièrement blindée, supportée par des colonnes Co inclinées de façon à donner plus d'assise au support; les étalages sont à nu et refroidis par des boîtes (que les Français qualifient de plates fermées). Il n'y a pas de tour carrée. Les matières (M = minerai et C = coke) sont montées au gueulard par deux skips S qui roulent sur les rails d'un monte-charge incliné MC; au gueulard G les matières sont enfournées par un appareil McKEE avec deux cloches superposées formant un sas, la trémie de la petite cloche étant trournante. Les appareils à vent chaud sont généralement des appareils KENNEDY ou assimilés, dérivés de l'appareil WITHWELL.
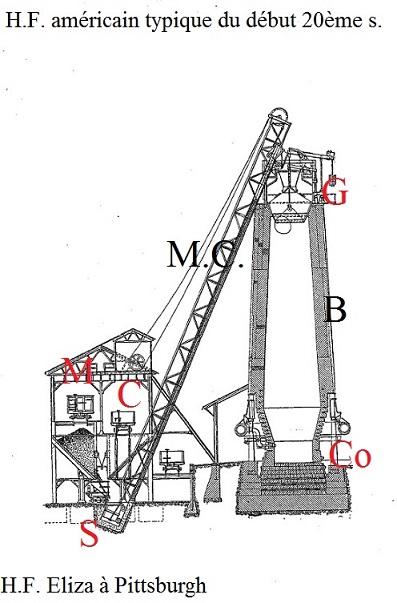
Faute de descriptions précises, on peut penser que les “H.Fx américains” de Patural collaient au plus près de leur modèle. Il y a quand même matière à question pour 4 points. 1) On trouve dans le Glossaire du Haut Fourneau dans l'entrée Haut fourneau américain une note au sujet des étalages blindés et de leurs nombreuses chapelles. La Saga montre que les P 3 à P6 ont été pratiquement reconstruits après la Grande Guerre; que restait-il des étalages d'origine après cette reconstruction ? 2) Les gueulards McKEE installés en principe à l'origine sont des gueulards tournants, alors à quoi correspondent les notes suivantes de la Saga ? : P3, 1923 : “montage du gueulard tournant”. P5, 1924 “Avec correction faite par le gueulard tournant”. P6, 1923 “A été équipé du gueulard tournant”. Le gueulard d'origine était-il vraiment un McKEE ? 3) Les appareils à vent chaud sont peu documentés, on en trouve 5 pour le P4 en 1910, avec rappel en 1948 de 5 “cowpers type McCLURE KENNEDY” (où il faut comprendre qu'ici cowper = appareil à vent chaud !!). Ces appareils, souvent appelés à Hayange simplement KENNEDY, sont à puits central, d'où la cheminée au-dessus au centre du dôme, et facilement reconnaissables : la photo ci-dessous, en montre bien 5 par H.F., installés à l'américaine, soit 1 H.F. suivi de 10 appareils à vent chaud puis 1 H.F., etc. (à Gary, Indiana, avec 12 H.Fx, il y avait 6 sériées identiques soit 60 KENNEDY!). 4) Il est clair également que les H.Fx ont un monte-charge incliné et n'ont pas de tour carrée.