date : 04/03/2016.
1-Plus sur les hauts fourneaux, suite : I-L'équirépartition du vent. II-Le diagramme du haut fourneau. III-Un type d'enfournement inhabituel. IV-Mises à feu, suite. V-Le gaz de haut fourneau source d'énergie. VI-La droite opératoire.
2d-1950-2000. Le Grand Développement.
3-Patural, un système technique ? Les HFx américains. La contrepression et le fond bombé. Les gueulards sans cloches Paul Wurth. Des boîtes de refroidissement pas comme les autres. Un réfractaire particulier. De nouveaux outillages. Injection de gaillettes dans les tuyères. Conclusion.
4-Plus sur les appareils à vent chaud. I-L'implantation. II-L'appareil à vent chaud Glandon. III-L'appareil à vent chaud McCLURE.
5-Les lieux de hauts fourneaux, suite.I-Sparrows Point.II-Cette (Sète) : La très courte vie du haut fourneau. III-Brésil : le haut fourneau au charbon de bois. IV-Le fourneau Saint-Michel.
6-Des hauts fourneaux construits de façon inhabituelle. I-En Chine, des hauts fourneauxconstruits dans une colline. II-D'autres hauts fourneaux construits dans la roche.
7-Le plasma et le haut fourneau.
8a-De l'obsolescence, en particulier du haut fourneau.
8b-Disparition du haut fourneau : prévisions et réalité.
-Mélanges; suite. I-Citations haut-fournistiques (reprise des sites précédents et compléments). II-Un cri d'amour ! III-Constructions en fonte et en fer. IV-Une association curieuse. V-Représentations du haut fourneau; suite. VI-La fonte et l'Administration.VII-Un pseudo haut fourneau pour traiter des poussières. VIII-La sorcière du H.F.6 (de Seraing)..IX-Un coup d'oeil dans l'Oural à la fin du 19ème s. X-Une grève à Dunkerque.
mise à jour du chapitre : 10/02/2016.
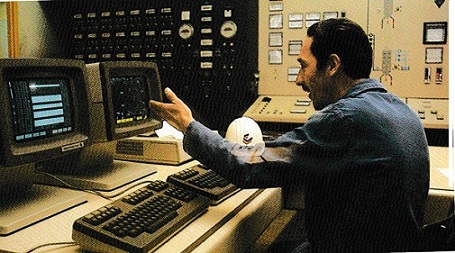
Cet équipement est né dans les années 1960 de l'idée que le vent chaud n'est pas réparti de façon égale dans les tuyères ; il est amené dans une conduite circulaire placée à peu près à la hauteur du haut des étalages du H.F. ;de là les descentes de vent le conduisent aux porte-vents puis aux tuyères. Selon la place de la descente de vent par rapport à l'arrivée de vent à la circulaire, le débit reçu par la tuyère en cause n'est pas forcément égal à celui d'une autre tuyère. Or, depuis longtemps on a fait beaucoup d'efforts pour qu'au gueulard la charge soit répartie circulairement de façon régulière, il était donc illogique de ne pas chercher à répartir régulièrement le vent entre les tuyères. Il arrive aussi qu'au nez d'une tuyère un bloc de matières mal fondues freine l'entrée du vent et réduise ainsi son débit ; dans ce cas l'équirépartition joue de façon à forcer le débit sur la tuyère au détriment des autres et chasse ainsi l'obstacle qui s'y trouvait.
Certains H.Fx construits au début du 20ème s. avaient une circulaire dite en fer à cheval car elle était coupée de façon à créer deux tronçons égaux de part et d'autre de l'arrivée de vent chaud ; cette disposition favorisait une répartition égale du vent entre les deux moitiés de la conduite circulaire et elle était bénéfique car sa suppression amena parfois des désillusions, comme au H.F.3 de Senelle, où la marche fut toujours plus difficile après la suppression du fer à cheval.
L'installation (voir figure) est simple : le débit de vent provenant de la circulaire 1 est mesuré dans un venturi placé en 2 ; les mesures de débit sont traitées par un système de régulation qui envoie des instructions à une commande pneumatique 4, laquelle actionne un papillon 3 placé dans la descente de vent. Le premier problème vient de ce qu'il faut pouvoir démonter séparément le venturi et le papillon d'où l'augmentation du nombre de joints et donc du risque de fuites de vent compte tenu de la température et de la pression du vent (à l'époque au minimum environ 1000 °C et 1 à 1,5 bar). Le second problème est l'entretien; si le venturi, pièce statique et incluse dans la maçonnerie résiste bien, c'est plus difficile pour le papillon, et dès 7 à 800 °C, il doit être en acier réfractaire. Peu de H.Fx ont été équipés (le seul H.F.6 à Senelle) et souvent l'installation a été supprimée rapidement car le gain sur la régularité de marche du H.F. n'était pas assez visible pour compenser le coût d'entretien et les risques d'arrêt pour cause de fuites de vent.
Ce diagramme est une façon de représenter ce qu'on connaissait du H.F. en 1908 quand C. BRISKER a écrit Calcul et étude du haut fourneau (en français chez Ch. Béranger en 1909).L'auteur se plaint que ce qu'il montre est trop vieux et ne correspond pas aux marches des H.Fx du début du 20ème s., ni aux résultats qu'on pourrait obtenir avec des appareils modernes. (« il y a plus de 35 ans qu'il n'a été fait aucune expérience directe sur la marche du H.F. » p.83 et 84). Ci-dessous est montré le diagramme du H.F. de Hasselfors en Suède (fors en suédois = chute d'eau ; ce terme est à l'origine du nom de beaucoup de forges suédoises -dont Bofors célèbre pour ses armes- qui ont été installées près d'une chute pour faire tourner les roues hydrauliques actionnant soufflets et marteaux). C'était un H.F. au charbon de bois consommant 840 kg de charbon de bois par t de fonte, ce qui était un bon résultat en 1864, année des mesures.
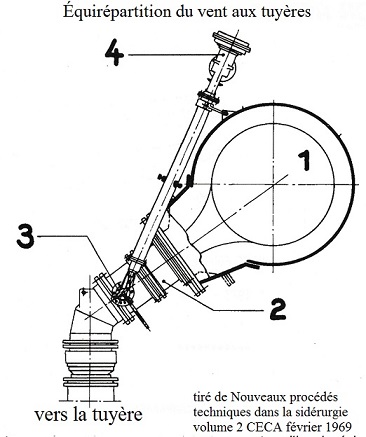
CO et CO2 = volumes % de CO et de CO2 dans le gaz en fonction du niveau dans le H.F. et tels que %CO + %CO2 = 100. Les repères de hauteur du H.F. (qui est représenté couché) sont indiqués en mètres ; la ligne pointillée TN est au niveau des tuyères. Les températures relevées à différents niveaux sont indiquées en bas. Les températures notées en haut sont des températures théoriques calculées en fonction de l'analyse du gaz et de la courbe de BOUDOUARD. En EC on voit l'augmentation du %CO2 due à la calcination de la castine, soit CO3Ca -> CaO + CO2. On remarque aussi que le profil du H.F. est ovoïde; il découle du H.F. de GIBBON (voir les hommes des hauts fourneaux dans Haut fourneau ou H.F.), on a dit aussi que c'était un H.F. sans ouvrage ni étalages..
« On ajoute par le gueulard des charges alternatives de minerai, de fondant et de charbon. » P POIRÉ. Leçons de chimie appliquée à l'industrie. Delagrave. 1881. « Le chargement s'effectue par la partie supérieure du H.F. ou gueulard. Des wagonnets amènent les matières premières -minerai, fondant et coke) que l'on dispose en couches alternées. » P. LAFAY. Chimie à l'usage des classes de Première C et moderne. Armand Colin. 1952.On peut trouver d 'innombrables exemples de telles citations, et ce n'est pas étonnant car, depuis toujours, on a chargé le H.F. en charges alternées de combustible et de minerai et, de la sorte, on constitue des couches alternées dans l'appareil. Comme on l'a vu dans Haut fourneau ou H.F. au chapitre 12-Les entrailles du H.F., la zone de fusion est un obstacle important pour la circulation du gaz : les couches de minerai ramolli sont pratiquement imperméables au gaz qui doit alors circuler dans les couches de coke (les persiennes). Une part importante de la perte de charge que présente le gaz entre les tuyères et le gueulard vient de cette zone.
Au début des années 1980 la société Kawasaki Steel a cherché le moyen de diminuer l'impact de la zone de fusion en mettant en avant le fait que c'est l'épaisseur des couches de minerai qui pose problème et on peut sinon supprimer, du moins réduire la perte de charge dans la zone de fusion en supprimant les couches de minerai. Description d'une partie d'un brevet de l'époque,pratiquement reprise dans le brevet japonais JPS60187606 Operating method of blast furnace by mixed charge, publié le 25/09/1985. « Le coke et les minerais sont mélangés l'un avec l'autre et le mélange est enfourné dans le gueulard du H.F., et la perte de charge dans le H.F. peut être réduite d'environ 10 % par rapport au cas où le coke et les minerais sont chargés de façon indépendante par couches. Dans le type de fonctionnement conventionnel du H.F., l'exploitatnt doit effectuer un travail important pour obtenir des conditions stables dans ce qu'on appelle la zone de ramollissement et de fusion, pour stabiliser la circulation radiale du gaz dans le H.F., et pour contrôler la répartition des matières de la charge dans le gueulard, la granulométrie du coke et des minerais, et le mélange de minerais ; de plus il est difficile de stabiliser le fonctionnement du H.F. pendant une longue période. » J'avais été informé de ces idées par Kawasaki et à l'époque il avait en projet d'expérimenter ce mode de chargement sur un petit H.F. de Mizushima avec lequel on fabriquait du ferro. Je ne sais pas ce qu'il est advenu de tout cela.
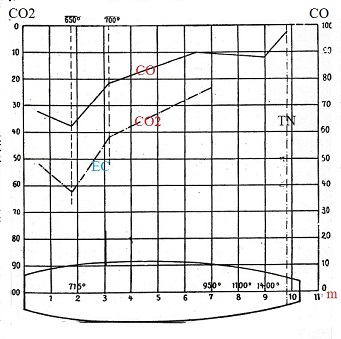
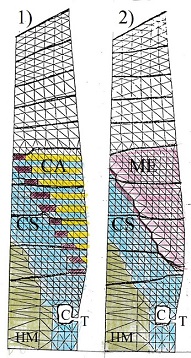
La figure ci-dessous (origine Kawasaki Steel) montre le résultat donné par un modèle mathématique. En 1) à gauche c'est le chargement conventionnel ; au-dessus de la zone de fussion on a des couches alternées CA de coke (bleu) et de minerai (jaune). Les couches de minerai en cours de fusion sont en marron. Par définition sous la zone de fusion il n'y a plus que du coke CS qui s'écoule vers la zone de combustion C au nez de la tuyère T. En HM c'est l'homme-mort où le coke ne se renouvelle que lentement. En 2) à droite c'est le cas où minerais et coke ME sont mélangés. Les couches de minerais en fusion sont remplacées par une « ligne de fusion » soulignée en marron. En dessous on a la même chose que dans le premier cas.
a-Une mise à feu expéditive.
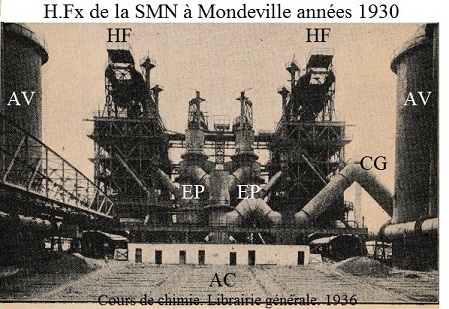
Le 19/08/1917, on met à feu le premier H.F. de Mondeville. "A 10 h 30 exactement Mr Albert THOMAS (Ministre de l'Armement) appuie sur un bouton électrique,la flamme jaillit, le premier H.F. est allumé." villesducalvados.free.fr/01mondeville.htm.
HF = les deux appareils avec chacun 3 appareils à vent chaud AV de type COWPER. EP = les 2 épurations primaires; le gaz qui en sort est évacué par la conduite CG vers l'épuration secondaire. AC = aire de coulée en sable où sont moulées les gueuses de fonte.
b-Mise à feu du premier H.F. d'Hagondange.
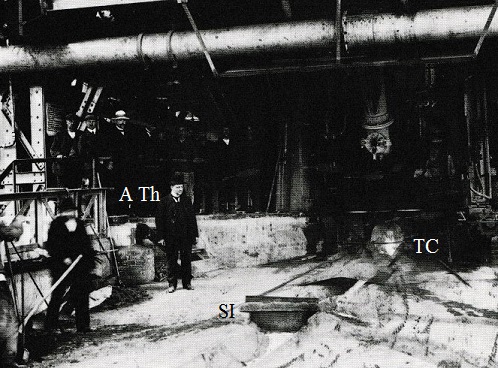
Comme d'autres à Rombas et Thionville, le sidérurgiste allemand THYSSEN fit le projet d'installer à Hagondange une usine sidérurgique en Lorraine annexée pour y traiter du minerai lorrain. Les travaux commencèrent en 1909; 6 H.Fx en lignes furent construis, ils étaient faciles à reconnaître grâce à la grande avancée au dessus du gueulard des monte-charges à benne.
La photo montre Auguste THYSSEN (A Th) sur le plancher du H.F.1, le 05/07/1912, jour de la mise à feu de ce H.F.; la flamme au trou de coulée TC)montre que le H.F. est déjà en route et le chantier est prêt pour la première coulée, en particulier le siphon SI.Photo tirée de Lorraine du feu, Lorraine du fer, ouvrage édité par les Archives départementales de la Moselle en 1996.
On considère ici le gaz qui est sorti du H.F., et que l'on appelle de façon générique gaz de ou du H.F., gaz de ou du gueulard ; voire gaz gueulard. Ces expressions ne préjugent pas de l'état du gaz (brut, semi-épuré, épuré, etc..)
Premières recherches.
« M. BUNSEN -de Cassel- est le premier à notre connaissance (il l'est toujours semble-t-il ; publié en 1839) qui se soit occupé sérieusement des la composition des gaz des H.Fx... (mais) les travaux plus récents (1839 à 1841) et plus complets de M. EBELMEN... (fournissent) des renseignements qui nous paraissent mériter la plus grande confiance. » Traité de la fabrication de la fonte et du fer, par FLACHAT et autres. 1845. t.I p.327.
Analyse par EBELMEN du gaz du H.F. de Clerval (hauteur 8,67 m) marchant au charbon de bois et au bois vert : CO2 =12,88 % ; CO = 23,51 % ; H2 = 5,82 % (*); N2 = 57,79 %. (*) contre 5 % à Dunkerque, cette teneur est forte à cause de l'emploi du bois vert.
Jacques-Joseph EBELMEN 1814/1852, Ingénieur au Corps des Mines. Nombreux travaux de recherches en particulier sur les réactions dans les foyers métallurgiques : H.F., four à puddler, four à réchauffer, carbonisation du bois et de la houille, combustion dans les foyers de locomotive. A été Directeur de la Manufacture de Sèvres. Source (texte et photo) : www.annales.org.

Analyse. Pouvoir calorifique inférieur (c.-à-d. eau sous forme de vapeur)
H.Fx Senelle 1974......2.........4..........5..........6
CO2 %......................16,4.....16,1.....16,5.....16,6
CO %........................24,6.....24,6......25,3.....25,5
PCI MJ/m3...............3,47......3,31.....3,52......3,57
Dunkerque 1989..........2..........3..........4
CO2 %.......................20,6......22,1.....22,3
CO %.........................22,5......21,9......21,7
PCI MJ/m3................3,08.......3,06.....3,00
On note la différence entre un lit de fusion lorrain à Senelle (#2150 kg d'aggloméré/t de fonte) et le lit de fusion en minerai riche à Dunkerque (# 1600 kg/t de fonte). Mais il y a aussi des différences dans une même batterie, avec parfois une explication simple comme à Senelle où le H.F.4 est à part parce qu'on lui injecté aux tuyères la moitié du fuel que l'on a injecté aux trois autres, avec la conséquence que son vent n'a pas été enrichi en oxygène. Il y a souvent des résultats plus complexes parce que l'analyse du gaz, et donc son PCI dépendent de beauoup de facteurs (allure, température du vent, incidents, etc.). Immédiatement à la sortie du gueulard, le gaz contient donc une chaleur latente mesurée par le PCI, mais aussi une chaleur sensible, c.-à-d. celle qui fait qu'il est chaud, que sa température est relativement élevée : # 150 à 200 °C.
.Pour les Anglo-Saxons. En 1938, SWEETSER écrit : « Le gaz de gueulard a un pouvoir calorifique (calorific value en anglais) de 90 à 105 B.T.U. (British Thermal Unit) selon les matières premières employées et le fonctionnement du H.F.». Il faut évidemment lire B.T.U./cubic foot, sinon la phrase n'a pas de sens. Un B.T.U. = 1055 J. Un cubic foot (pied cube) = 0,028 m3. Il vient :B.T.U./cubic foot = 37679 J/m3 ou 37,68 kJ/m3. D'où l'on calcule que le pouvoir calorifique donné par SWEETSER est de 3,39 à 3,96 MJ/m3. Ces valeurs américaines sont plutôt plus élevées que celles de Senelle malgré un mit de fusion plus riche ; les raisons en sont des lits de fusion mal préparés et des températures du vent plus faibles
UTILISATION DU GAZ POUR LE CHAUFFAGE.
Lorsque le gueulard du H.F. était ouvert, c.-à-d. environ jusqu'aux années 1840, le haut-fourniste voyait sortir du gueulard ce qu'on appelait des flammes perdues, qualifiées ainsi parce qu'on était conscient de leur valeur en terme de chaleur. Les premières utilisations de cette chaleur n'avaient rien à voir avec le sidérurgie. Dans Les travailleurs du fer, J.-Y. ANDRIEUX nous montre ainsi une reproduction d'un «grand fourneau» du 18ème s., et on y voit au niveau du gueulard un «petit jardin sur lequel on fait venir ce que l'on veut avant la saison (grâce) à la chaleur du fourneau.» De façon plus industrielle, « la première idée de l'emploi des flammes perdues des H.Fx est due à M. AUBERTOT, maître de forges à Vierzon : son brevet, daté de 1807, lui assure l'honneur d'une découverte qu'il a toujours cherché à propager avec le zèle le plus désintéressé. Les premiers appareils construits ont eu pour but la cuisson de la brique et de la chaux et la cémentation de l'acier; ils étaient établis sur la plate-forme ders fourneaux (c.-à-d. au niveau au gueulard). FLACHAT ib. p.399. Dans le même ordre d'idée on relève qu'en 1847, M.-J. D'HUART, maître de forges à Senelle prend un brevet pour utiliser le gaz de H.F. au chauffage de fours de la faïencerie des émaux de Longwy..
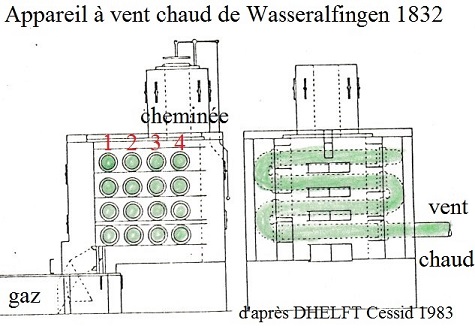
En 1828, NEILSON invente le chauffage du vent soufflé dans le H.F.; pour ce faire il utilise un foyer chauffé à la houille ; suite aux idées développées par AUBERTOT, il est évident qu'on cherchera rapidement à remplacer la houille par du gaz de H.F. C'est FABER du FAUR qui le premier, à partir de 1832, expérimenta à Wasseralfingen le chauffage du vent au moyen du gaz de gueulard. Il fut suivi par beaucoup d'autres dont les Centraliens THOMAS et LAURENS qui mirent au point un ensemble cohérent et efficace de prise de gaz et d'appareil à vent chaud. A partir de ce moment l'utilisation essentielle du gaz devint le chauffage du vent et fut développée dans les années 1860 avec l'apparition des appareils à vent chaud de WHITWELL et COWPER dont le principe est encore en usage. L'ensemble appareils à vent chaud/H.F. est devenu une entité : on n'imagine plus l'un sans les autres ; de plus on peut dire que si le H.F. existe encore c'est parce qu'il récupère dans le vent chaud une partie de l'énergie qu'il a gaspillée dans l'élaboration de la fonte. A côté, dans l'usine sidérurgique, on employa le gaz pour chauffer différents fours : pits du blooming, four à réchauffer des laminoirs, de la tôlerie fine, etc. et même dans certaines fabrications (puddlage au gaz).
Figure : à gauche vue de face, le gaz venant du H.F. entre en bas à gauche où il est brûlé; les fumées circulent entre les tuyaux (en vert) dans lesquels passe le vent. Les tuyaux sont en fonte; il y en a quatre dans les plans verticaux 1, 2, 3 et 4. A droite vue de côté où l'on voit la disposition d'un tuyau.
UTILISATION DU GAZ POUR LA PRODUCTION D'ÉNERGIE MÉCANIQUE.
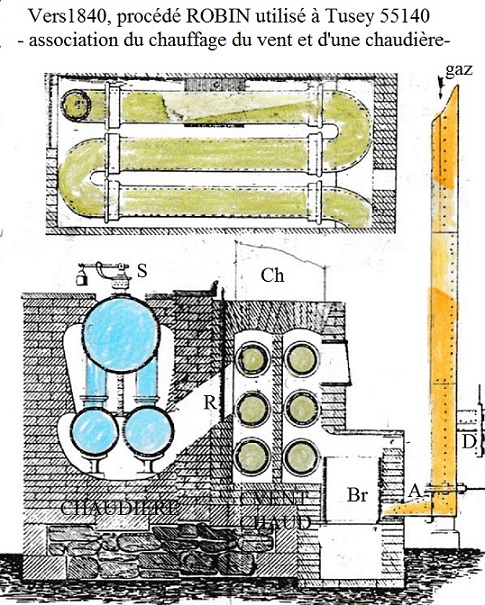
«Ce n'est qu'en 1835 que MM. DUFOURNEL, THOMAS et LAURENS parvinrent à résoudre cet intéressant problème (le chauffage des chaudières). Leurs chaudières étaient placées sur la plate-forme des fourneaux, et les carneaux d'introduction du gaz prenaient naissance dans le voisinage immédiat du gueulard (*)... On avait eu la précaution de ménager des ouvertures à l'entrée des carneaux des chaudières pour déterminer la combustion (**). » FLACHAT ib. p.400. Au H.F. cette vapeur alimenta les machines à vapeur qui actionnaient les soufflets, et moins généralement les monte-charges. Vers la fin du 19ème s. chez COCKERILL on mit au point lemoteur à gaz de H.F., façon plus directe de produire l'énergie mécanique ; ce moteur fut d'abord employé pour faire marcher la soufflante.
(*) Dans les premiers temps de récupération du gaz du gueulard on avait tendance à le prélever assez bas dans le H.F., avant qu'il ait fourni le maximum de son action sur le minerai ; de ce fait la consommation de combustible du H.F. tendait à augmenter. Ici au contraire on prélève le plus haut possible. .(**) Au début de l'utilisation du gaz on bénéficiait de la chaleur sensible parce que l'installation était au gueulard mais rien n'était fait pour utiliser au mieux la chaleur latente, c.-à-d. qu'il y avait certainement du monoxyde de carbone imbrûlé dans les fumées. Ici on s'assure qu'il y a bien une combustion aussi complète que possible.
Ainsi le H.F. produisait du gaz dont la fonction était 1) d'actionner la soufflante qui le faisait marcher, 2) de déterminer le fonctionnement du monte-charge qui l'alimentait, 3) de réchauffer le vent qu'il avalait aux tuyères. Il se posait donc le problème de la remise en route quand le H.F. était arrêté ; il y avait donc un grand intérêt à grouper les H.Fx dans une batterie où l'on éviterait d'arrêter tous les fourneaux en même temps. Cela fut parfois insuffisant et, comme à Senelle, on équipait la soufflerie d'une soufflante électrique, généralement radiale.
Mais il y avait plus : «Les moteurs à gaz de H.F. fournissent la force pour les usines annexes, laminoirs... Si on éteint les H.Fx, on arrête de ce fait seul, toute l'usine. Alors on fait marcher le H.F. comme fournisseur de force en déplorant, qu'il soit en même temps un producteur de fonte. On n'avait pas songé à cela lorsqu'au début, on s'enthousiasmait pour les moteurs à gaz des H.Fx.» Echo des Mines et de la Métallurgie 22/06/1908 p.645. Et il y avait aussi un aspect économique : « Les H.Fx sans aciérie se trouvent en état d'infériorité notoire puisqu'une partie de leurs gaz dégagés restent sans emploi. » même source 09/09/1907 p.941.
Remarque : Voir dans Haut fourneau ou H.F.-bis, le chapitre 2a-Le Grand Développement. Le vent où l'on trouve des précisions sur les soufflantes à gaz et le (ré)chauffage du vent.
Figure. Partie basse : L'installation est au niveau du sol; le gaz arrive du gueulard par la conduite jaune D = dérivation du gaz. A = vanne qui règle l'admission du gaz vers le brûleur Br. Les fumées chaudes passent d'abord dans l'appareil à vent chaud, puis sous la chaudière. Le vent circule dans deux tuyaux figurés en vert et dont la disposition est visible en partie haute : c'est la même disposition que ci-dessus à Wasseralfingen sauf qu'il a 3 passages horizontaux au lieu de 4. R = registre qui permet d'isoler les deux appareils. Dans la chaudière l'eau (en bleu) est échauffée dans les petits ballons et devient vapeur dans le ballon supérieur S = soupape de sécurité de la chaudière. Les fumées s'en vont par la cheminée Ch. Origine : De la fonderie par A. GUETTIER. Chez L. Mathias. 1847.
UTILISATION DU GAZ POUR LA PRODUCTION D'ÉNERGIE ÉLECTRIQUE.
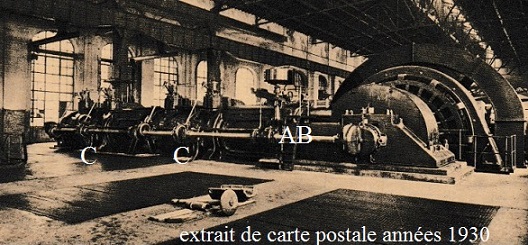
Assez rapidement le le moteur à gaz fut employé pour donner le mouvement à un alternateur. C'est dans ce cadre que l'usine de Senelle après la 1ère guerre mondiale, choisit d'installer un réseau en 27,5 périodes au lieu d'un réseau à 50 périodes. L'usine ne fut débarrassée de ces périodes exotiques que dans les années 1950 grâce à la mise en route de la centrale électrique de Herserange. Ci-dessous, aux Aciéries de Longwy à Mont-Saint-Martin, un moteur à gaz équipé d'un alternateur. Ce moteur de 6000 CV (4416 kW) comprend deux cylindres C associés sur le même arbre ; on distingue sur chaque cylindre les 2 commandes de soupape. L'arbre AB qui court le long de la machine est l'arbre à cames qui actionne les soupapes. Tout à droite on distingue la roue de l'alternateur (ajourée et protégée par une tôle), puis le grand volant régulateur.
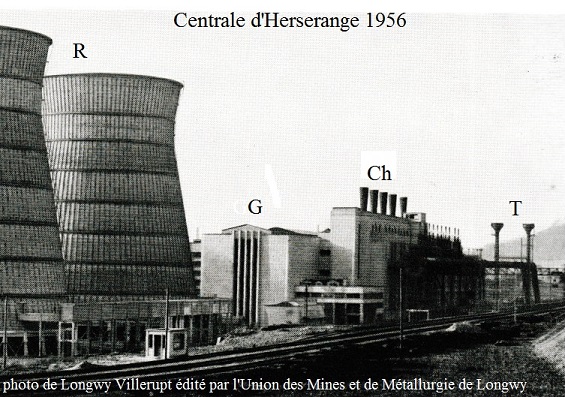
Au sortir de la guerre 1940/1945, chaque usine possédait sa propre centrale électrique. Dans le bassin de Longwy il fut décidé de construire une centrale électrique communautaire de façon à rationaliser la production d'électricité. Quatre usines (la Chiers à Longwy-bas, la Providence à Rehon, les Aciéries de Longwy à Mont-Sait-Martin et Senelle-Maubeuge à Herserange) s'unirent pour ce projet. Le lieu fut choisi sur la commune d'Herserange (à peu près à l'emplacement de la forge du 19ème s), pour les raisons d'équidistance avec 3 des 4 usines et de facilité d'approvisionnement en eau. La centrale a été mise en route progressivement en 1951 et 1952. Le gaz des H.Fx servait à chauffer des chaudières dont la vapeur à 50 bars actionnait les groupes turbo-alternateurs de 40 MW, au nombre final de 3. Les liaisons gaz entre usines et centrale se faisaient par gros tubes soudés de 1,8 m de diamètre et permettait une interconnexion entre les usines ; un gazomètre de 50.000 m3 atténuait les à-coups entre production et consommation. La consommation de gaz de H.F. à la centrale d'Herserange a été arrêtée en 1987 quand on a mis hors feu le dernier H.F. du bassin de Longwy, le n°6 de Senelle. Elle a été démolie depuis.
Photo : R = les deux réfrigérants, G= la salle des groupes, Ch = les cheminées des 5 chaudières, T = les 2 torchères où l'on brûle le gaz en excès.
SUITE.
Dans l'usine sidérurgique, d'autres gaz apparaissent pendant certaines opérations. Jusqu'à sa disparition au début du 20ème s., le four à puddler qui servait à transformer la fonte du H.F. en fer malléable, émettait des gaz chauds mais leur composition d'après EBELMEN montre qu'ils n'étaient pratiquement pas combustibles (CO2 12,5 % ; CO = 0,2 % ; N2 = 78,5 % ; O2 = 0,2 %) ; par contre on a utilisé leur chaleur sensible en installant par exemple une chaudière sur le conduit d'évacuation. Ces gaz n'ont donc jamais concurrencé le gaz de H.F., pas plus que les fumées desfours à réchauffer (CO2 = 17,3 % ; CO = 7,5 % ; N2 = 82 % ; O2 = 4,8 % ; d'après EBELMEN).
Les fours à coke fournissent un gaz bien plus intéressant à cause de ses teneurs en hydrogène ( H2 = 50 à 70 %) et en méthane (CH4 = 25 à 30 %) qui lui donnent un PCI de 17 à 18 MJ/m3 (contre 3 à 4 MJ/m3 pour le gaz de H.F.). Hormis le chauffage de la cokerie, ce gaz a pendant longtemps été vendu comme gaz de ville, et vers 1960 on a ainsi construit un gazoduc pour amener à Paris le gaz des cokeries lorraines (principalement celles des Charbonnages).
Les besoins en gaz combustibles seront alors comblés par deux gaz fabriqués dans des gazogènes : le gaz à l'air, composé de monoxyde de carbone (34 %) et d'azote et fabriqué par une combustion incomplète de la houille, son PCI est de l'ordre de 5 MJ/m3 ; et le gaz à l'eau produit de la même façon mais en injectant de la vapeur d'eau dans le gazogène : le gaz contient alors de l'hydrogène (CO = 26 % ; H2 = 14 %), d'où un PCI d'environ 9 MJ/m3.
Vers 1980, les gazogènes ont été abandonnés, parfois depuis longtemps et le gaz de cokerie, remplacé comme gaz de ville par le gaz naturel, est disponible dans l'usine ; de plus un nouveau est arrivé : le gaz d'aciérie. On a réussi à capter le gaz du convertisseur à oxygène pur et l'on obtient un gaz qui contient 60 % de monoxyde de carbone pour un PCI de quelque 10 MJ/m3. En fonction des foyers à alimenter et de la richesse de chaque gaz on optimisera la dépense énergétique de l'usine, avec des transferts et des mélanges. Par exemple le gaz pour chauffer la cokerie sera un gaz mixte, H.F. et cokerie. Le gaz cokerie viendra en contre-partie enrichir le gaz des appareils à vent chaud, jusqu'à ce que la récupération des chaleurs sensibles des fumées de ces appareils permette d'échauffer l'air de combustion et le gaz et rende inutile l'enrichissement du gaz de H.F.
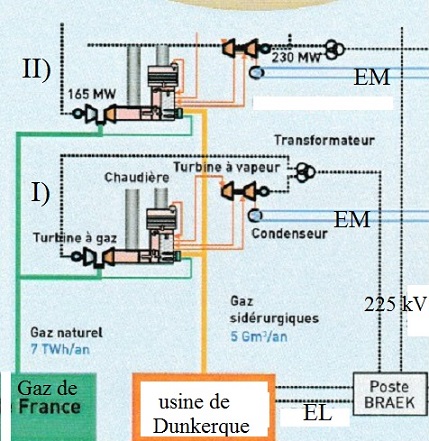
Enfin , un peu plus tard comme à Dunkerque un autre concurrent apparaît : l'électricité. Un partenariat entre Gaz de France et ARCELOR-MITTAL débouche sur la construction et la mise en route en 2005, d'une centrale électrique à proximité du H.F.4. Elle comprend 2 tranches de 394 MW composées chacune d'une part d'une turbine à gaz de 164 MW alimentée en gaz naturel et d'autre part d'une chaudière où l'on peut brûler les gaz sidérurgiques disponibles et/ou du gaz naturel, et dont la vapeur actionne une turbine à vapeur de 230 MW. La consommation prévue de gaz sidérurgique est de 5 Gm3/an. A Fos-sur-Mer une centrale de 490 MW, un peu différente, est mise en route en 2008 avec l'objectif de brûler 1,4 Gm3 de gaz sidérurgiques par an.
Schéma extrait d'une plaquette éditée par Gaz de France Energy. I) une tranche, II) l'autre tranche. EM = circuit d'eau de mer -70.000 m3/h- pour le refroidissement du condenseur. EL = fourniture d'électricité à l'usine de Dunkerque, le supplément produit est fourni à EDF.
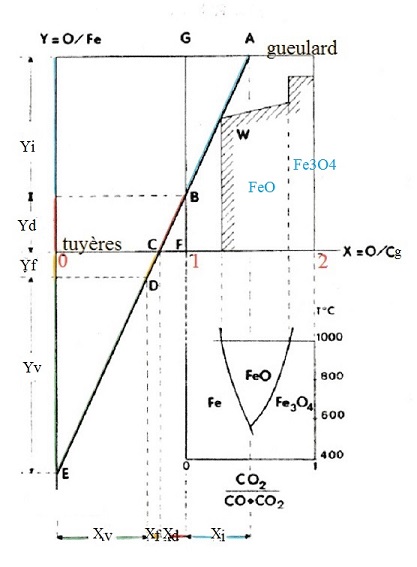
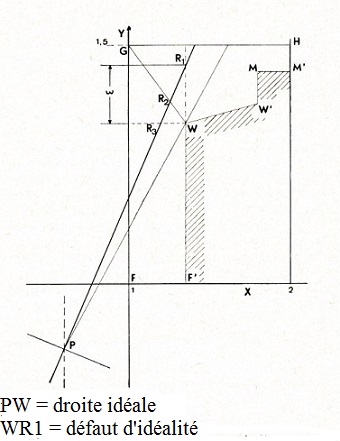
On dit aussi Diagramme opératoire ; le principal acteur de sa mise au point a été André RIST, Ecole centrale de Paris, promo 1951. La droite opératoire est née de la constatation qu'au H.F. 1) on a un ensemble de réactions qui d'une part produisent du gaz réducteur et d'autre part consomment ce gaz, et 2) l'oxygène est le lien commun entre la production et la consommation de gaz réducteur ; en effet on produit par des réactions telles que FeO + C → Fe + CO, et l 'on consomme par exemple par FeO + CO → Fe + CO2. De là est née l'idée de rassembler sur un graphique les rapports oxgène/fer et oxygène/carbone exprimés l'un en atomes d'oxygène par atome de carbone gazéifié O/Cg et l'autre en atomes d 'oxygène par atome de fer O/Fe. Sur l'axe des abcisses on trouve alors X = O/Cg. Sur la partie positive de l'axe des ordonnées on porte Y = O/Fe correspondant à l'oxygène lié au fer, et sur la partie négative l'oxygène non lié au fer comme on le verra ci-après.
TRACÉ DE LA DROITE.
Le point A correspond au niveau du gueulard. Son abscisse XA est définie par l'analyse (CO % et CO2%) du gaz de gueulard ; son ordonnée YA est fournie par la composition des oxydes de fer du minerai (Fe2O3, Fe3O4 ou mélange des deux).
Le point C correspond au niveau des tuyères. Son abcisse XC est définie par l'analyse (CO, N2) du gaz d'étalages. Son ordonnée YC = 0 car à ce niveau tout le minerai est considéré comme réduit à l'état métallique et O/Fe = 0.
Le point E correspond à la réaction de gazéification du carbone par le vent C + ½ O2 → CO, son abscisse XE = 0 parce que tout l'oxygène est apporté par le vent et son ordonnée est YE = - Ovent/Fe métal = - Cg/ Fe métal.
A. RIST remarque que la droite est ainsi connue par 3 points (ce qui est inhabituel, 2 points étant suffisants) et que tout défaut d'alignement signale une erreur dans les mesures. Pour le haut-fourniste cette remarque indique que sans mesures fiables et continues, il n'y a pas de possibillités d'exploiter les connaissances théoriques dans l'action journalière. J'ai bien connu ce genre de problèmes.
LA PRODUCTION DE GAZ RÉDUCTEUR.
Elle est faite par 3 réactions : 1) La combustion du carbone aux tuyères par l'oxygène du vent ; on vient d'en parler. Sur la droite elle est représentée par la portion ED en vert, et ses projections sur les axes sont Xv et Yv. 2) La réduction directe par le carbone des éléments non ferreuxcomme par exemple la réduction de la silice qui se fait à haute températue et que l'on peut ramener à la réaction SiO2 + 2C → Si + 2 CO ; son segment représentatif DC est en jaune et ses projections sont Xf et Yf. 3) La réduction directe par le carbone des oxydes de fer. Par exemple FeO + C-> Fe + CO ; elle est figurée en rouge et est représentée par CB avec les projections Xd et Yd.
LA CONSOMMATION DE GAZ RÉDUCTEUR.
Ce sont les réactions indirectes comme 3Fe2O3 + CO → 2Fe3O4 + CO2 ou Fe3O4 + 4 CO → 3Fe + 4 CO2. Elles sont représentées par le segment BA en bleu et Xi, Yi.
Le diagramme opératoire est accompagné dans la partie basse d'une figure montrant les régions occupées par le fer métal, Fe et les oxydes FeO et Fe3O4 en fonction de la composition du gaz avec lequel ils sont en contact et de la température. Cette figure permet de comprendre la zone hachurée en partie haute : à gauche de la ligne verticale c'est la région « fer », c.-à-d. qu'il y a réduction des oxydes de fer ; entre cette ligne et la ligne pointillée c'est la région « FeO » puis à droite la région « Fe3O4 » où il n'y a plus de réduction, et même plutôt une oxydation. Dans le plan XY, les coordonnés du point W sont celles la wüstite, oxyde de fer dont la formule est FeO1,056 (l'oxyde FeO n'existe qu'en combinaison). On vient de voir que si l'on va vers la droite à partir de ce point il ne peut plus y avoir de réduction, la position de la droite opératoire, appuyée sur le point W, est donc une position extrême. Dans ce cas, on dit que l'on a une réduction indirecte idéale, en particulier parce que tous les oxydes supérieurs sont réduits à l'état de wüstite.
UTILITÉ DE LA DROITE OPÉRATOIRE.
La pente de la droite est définie par le rapport [O/Fe]/[O/C] = C/Fe c.-à-d. coke/fonte, c'est donc la consommation de coke par t. de fonte ou mise au mille. Lors des modifications des conditions de marche du H.F., les variations d'inclinaison de la droite indiquent donc le sens de la variation de consommation de combustible. De plus il est possible de quantifier cette variation puisque tous les points de la droite représentent des rapports de nombre d'atomes. On peut ainsi étudier l'effet d'une variation 1) de la quantité de laitier produite par t de fonte, 2) de la température de vent, 3) des injections aux tuyères, etc. ; pour cela on fait généralement intervenir un point P toujours situé sur la droite dans la zone de Y négatifs et dont les coordonnées sont définies à partir de quantités de chaleur mises en jeu dont la chaleur apportée par le vent.
Le défaut d'idéalité. Puisque la droite ne peut aller plus loin que le point W, à l' idéalité la pente est donc minimum et l'on est assuré que la consommation de gaz réducteur, et donc la consommation de combustible, est minimum. Pour obtenir cette situation il faut que les contacts gaz/minerai se fassent au mieux dans la cuve du H.F., de façon à ce que le gaz puissent agir sur les oxydes de fer. Bien sûr ce n'est pas toujours le cas et on alors un défaut d'idéalité, il reste des oxydes supérieurs et en particulier Fe3O4 là où il ne devrait y avoir que de la wüstite FeO1,056. La figure montre qu'il y a alors à partir du point P un pivotement de la droite vers la gauche, la pente augmente ainsi que la consommation de gaz réducteur. Par rapport à l'idéalité, 1) l'oxydation excédentaire du minerai se mesure par le segment WR1, habituellement nommé par la lettre grecque omega minuscule soit ὠ (sans accent), 2) le segment R2W mesure le déficit en oxygène du gaz.
Les deux figures et les précisions dans l'argumentation sont tirées de Connaissance du haut fourneau par A. RIST et autres Revue de Métallurgie ; février 1967. j'en recommande la lecture à qui veut approfondir la question.
en cours d'étude.
mise à jour du chapitre : 23/01/2016.
Le de WENDEL qui, au 19ème s., fit l'acquisition du lieu-dit Patural, ne pouvait imaginer le foin qu'on ferait lors de l'arrêt définitif des derniers H.Fx installés sur cette ancienne pâture. Cette allusion herbagère peut être obscure pour beaucoup qui ne savent pas que les H.Fx de Paturalsont aussi à la fois les H.Fx de Hayange (ou en moins bien d'Hayange) et les H.Fx de Florange.
H.Fx de Hayange, car la batterie s'enfonce comme un coin dans l'extrême est de la commune du même nom. On note ici que les autochthones (*) lettrés diraient que “la batterie est à l'extrême est du ban communal de Hayange.” (*) orthographe de LITTRÉ, conforme à l'étymologie.
H.Fx de Florange, car au moment où se sont passés les événements qui ont rendu célèbres les dits H.Fx, la direction de l'usine dont ils dépendaient, se trouvait à Florange, commune voisine mais non limitrophe de Hayange.
Cela dit, on peut ajouter que Patural se trouve à 6° 04'27'' Est, 46°19'44''Nord et 187 m au-dessus du niveau de la mer, près de la Fensch, rivière tributaire de la Moselle, dont la vallée est le berceau de l'aventure sidérurgique des de WENDEL.
Un acteur important : Charles BIGAS, École centrale de Paris,promo 1923A. Directeur général des Mines et Usines de la société de WENDEL à partir de 1956. "C'est sous sa direction que d'importantes installations nouvelles furent réalisées, notamment... la modernisation de la division des H.Fx de Patural". Information transmise par J. CORBION le 08/12/2015.
UN SYSTÈME TECHNIQUE ?
Admettre dans la batterie des H.Fx de Patural l'existence d'un système technique, c'est montrer qu'on a pu y rencontrer des installations, des méthodes de travail, voire une philosophie de la conduite des H.Fx différentes de celles employées dans le bassin sidérurgique lorrain, et même dans la plupart des batteries de H.Fx françaises contemporaines de celle-ci. Il ne s'agit pas ici d'une histoire de Patural, que des Paturaliens pur jus pourraient entreprendre mieux que moi, mais de remarques diverses que l'on peut faire sur cette batterie, depuis sa naissance jusqu'à l'époque récente.
Bien entendu puisque le Glossaire du Haut Fourneau (*) et la Saga qui l'accompagne donnent des informations sur Patural, je vais utiliser sans vergogne celles qui peuvent m'intéresser. (*) Dont je rappelle que l'infatigable promoteur est Jacques CORBION, ECP 1958, Paturalien depuis toujours, et néanmoins ami.
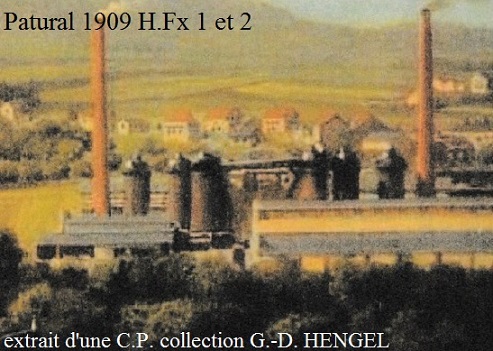
Mise en route. Le 05/12/1907, l'Echo des Mines et de la Métallurgie annonce p.1310 : “Nouvelles de l'étranger. Ce matin 28 (11/1907) à 10 heures a eu lieu la mise à feu du n°1 des deux nouveaux H.Fx construit au 'Patural'. L'opération a fort bien réussi et l'on compte la première coulée de fonte demain dans la soirée. Ces engins ont été construits sur les plans les plus modernes. Leur construction a été menée à bien très activement et sans le moindre accroc par M. BOSSERT jeune ingénieur belge très expérimenté dans cette partie” .
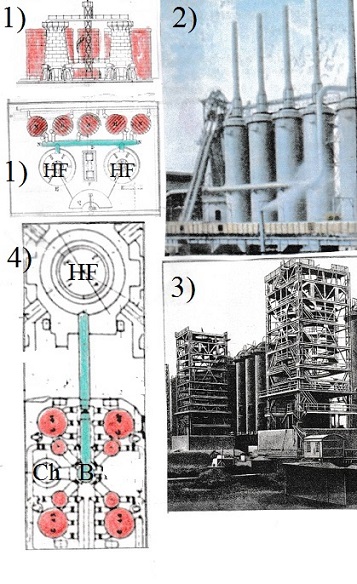
On connaît, semble-t-il peu de chose sur ces deux premiers H.Fx, le plus probable est qu'il sont assez semblables aux H.Fx que de WENDEL possède à l'ouest de Hayange et qui constituent la batterie de Fourneau. D'après les photos d'un dossier établi par J. CORBION et quelques autres ce sont des H.Fx écossais, c.-à-d. portés à la marâtre par un cercle de plusieurs colonnes verticales et la cuve est généralement couverte entièrement d'un blindage de tôles. C'est un type de H.F. très répandu pendant la deuxième moitié du 19ème s. et qui s'efface un peu partout devant de nouveaux types de H.Fx. Le schéma ci-dessous montre ce que pouvaient être le P1 et le P2 (P pour Patural); le monte-charge est incliné (alors qu'à l'époque les monte-charges de Fourneau étaient verticaux). Sur le plan incliné PI circule un chariot C dont le plancher est horizontal et porte un wagonnet qui semble être ce que l'on appelle à Hayange une “cambuse” et dont on sait qu'il a été utilisé aux P1 et P2. En AV se trouve un appareil à vent chaud du type COWPER.
La photo qui suit montre les P1 et P2 en 1909; ils sont donc tout récents. Le P1 que l'on voit assez bien confirme qu'il s'agit de H.Fx écossais. Chaque appareil à vent chaud a deux appareils à vent chaud du type COWPER. On ne voit pas les monte-charges.

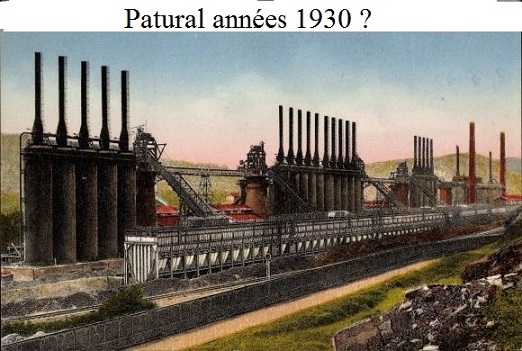
Au tournant du 20ème s., se répand en Europe continentale (et moins en Grande-Bretagne) un type de H.F. que l'on peut définir ainsi : briquetage à nu (donc pas de blindage) renforcé dans la cuve par des cercles horizontaux en fer, tour carrée qui supporte le H.F. au niveau de la marâtre, gueulard à simple cloche, chargement par benne STÄHLER que l'on monte au gueulard par un monte-charge vertical ou incliné, appareils à vent chaud généralement de type COWPER. On peut en voir un exemple typique ci-dessus dans Haut fourneau ou H.F.-bis au chapitre 4-Plus sur les hauts fourneaux/V-Le haut fourneau et les intempéries.
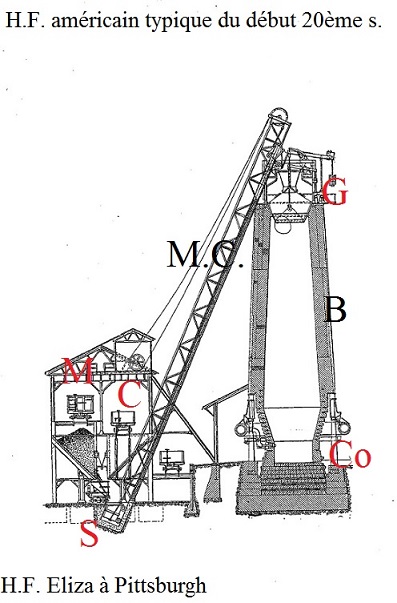
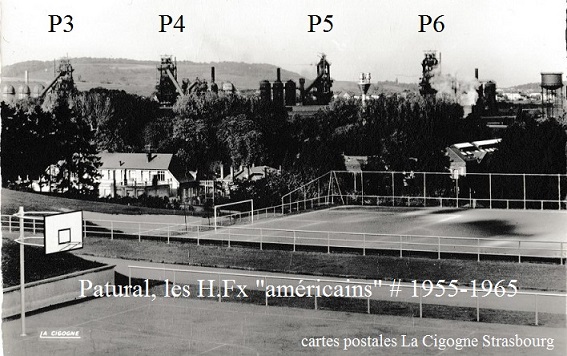
On construit à Patural entre 1910 et 1913 quatre H.Fx suplémentaires (P3 à P6); ces appareils ne sont pas du tout semblables à celui que je viens de décrire ce sont des H.Fx américains, pourquoi ? Charles III de WENDEL a fait un long séjour aux États-Unis et en particulier à Pittsburgh qui est à cette époque, en particulier à cause des usines CARNEGIE (devenues United Steel of America), le centre de la sidérurgie américaine et le lieu où sont rassemblées les nouveautés. Là, Charles III s'est convaincu de la nécessité d'adopter les appareils américains, et il est à l'origine de la venue d'un ingénieur américain qui suivra les constructions, un monsieur HAMFELDT.
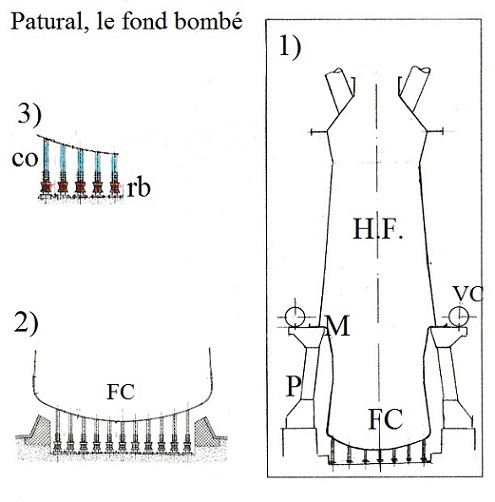
Le H.F. américain (voir figure) se définit comme ayant une cuve B entièrement blindée, supportée par des colonnes Co inclinées de façon à donner plus d'assise au support; les étalages sont à nu et refroidis par des boîtes (que les Français qualifient de plates fermées). Il n'y a pas de tour carrée. Les matières (M = minerai et C = coke) sont montées au gueulard par deux skips S qui roulent sur les rails d'un monte-charge incliné MC; au gueulard G les matières sont enfournées par un appareil McKEE avec deux cloches superposées formant un sas, la trémie de la petite cloche étant trournante. Les appareils à vent chaud sont généralement des appareils KENNEDY ou assimilés, dérivés de l'appareil WITHWELL.
Faute de descriptions précises, on peut penser que les “H.Fx américains” de Patural collaient au plus près de leur modèle. Il y a quand même matière à question pour 4 points. 1) On trouve dans le Glossaire du Haut Fourneau dans l'entrée Haut fourneau américain une note au sujet desétalages blindés et de leurs nombreuses chapelles. La Saga montre que les P 3 à P6 ont été pratiquement reconstruits après la Grande Guerre; que restait-il des étalages d'origine après cette reconstruction ? 2) Les gueulards McKEE installés en principe à l'origine sont des gueulards tournants, alors à quoi correspondent les notes suivantes de la Saga ? : P3, 1923 : “montage du gueulard tournant”. P5, 1924 “Avec correction faite par le gueulard tournant”. P6, 1923 “A été équipé du gueulard tournant”. Le gueulard d'origine était-il vraiment un McKEE ? 3) Les appareils à vent chaud sont peu documentés, on en trouve 5 pour le P4 en 1910, avec rappel en 1948 de 5 “cowpers type McCLURE KENNEDY” (où il faut comprendre qu'ici cowper = appareil à vent chaud !!). Ces appareils, souvent appelés à Hayange simplement KENNEDY, sont à puits central, d'où la cheminée au-dessus au centre du dôme, et sont facilement reconnaissables : la photo ci-dessous, en montre bien 5 par H.F., installés à l'américaine, soit 1 H.F. suivi de 10 appareils à vent chaud puis 1 H.F., etc. (à Gary, Indiana, avec 12 H.Fx, il y avait 6 séries identiques soit 60 KENNEDY!). 4) Il est clair également que les H.Fx ont un monte-charge incliné et n'ont pas de tour carrée.
1953 : Dans le cadre s'un plan de mise à niveau des H.Fx, le P3 est reconstruit et l'un des objectifs, ambitieux à l'époque, est de lui donner la capacité de fonctionner en contrepression, qui consiste, je le rappelle, à maintenir le gueulard à une pression relativement élevée. Il semble que ce choix a été dicté dans le but de favoriser le fonctionnement du H.F. malgré un lit de fusion très poussiéreux qui rend le H.F. peu perméable au gaz; en effet la contrepression provoque une augmentation de pression dans tout le H.F., ce qui réduit le volume apparent du gaz et améliore donc sa circulation. Ce choix faisait aussi du P3 le premier H.F. français et l'un des premiers H.Fx européens à être équipé pour la contrepression. La pression maximum au gueulard était fixée à 1,5 bar, mais réllement on s'en est tenu à 0,8 bars, c'est deux valeurs étant semblables à ce qui se faisait à l'époque aux États-Unis. Le P3 est remis à feu en 1954 et à cette occasion il est béni. Ci-dessous un écusson relatif à cette bénédiction et aimablement offert ce 06/012/2015 par J. CORBION , initiateur du Glossaire du Haut Fourneau

Avec 1,5 bar au gueulard il faut évidemment calculer en conséquence la résistance des conduite de gaz et de l'épuration, tout cela ne pose pas de problème. Par contre le H.F., complètement couvert par un blindage continu, doit être étanche et à Patural on craignait que la tôle plate qui repose sur la fondation et constitue le fond du H.F., ne soit un point faible, et l'on a cherché une solution tout à fait originale, et qui l'est encore depuis 1954, à savoir fermer le bas du H.F. par unfond bombé, comme on ferme les extrémités des citernes des camions. Dans la formule expérimentée au P3, ce fond reposait sur la fondation; un autre fond posé de même fut ensuite installé au P1, mais en 1956 pour le P 6 on imagina un système de suspension à ressort à l'aide de (grosses !) rondelles BELLEVILLE (voir ci-dessous); ce dispositif permettait une certaine dilatation de la partie basse du H.F. Entre 1956 et 1963 il fut étendu aux autres H.Fx de Patural.
Rondelle BELLEVILLE : ”Tout récemment, M. BELLEVILLE a imaginé des ressorts composés de feuilles de forme conique -dites en assiette- et appliquées l’une sur l’autre, deux à deux, par leur grande base.” Bulletin d'encouragement pour l'Industrie minérale. 1868, t.IX, classe 63, p.501.
Figure : 1) Le H.F. entièrement blindé; au niveau de la marâtre M, il est supporté par des colonnes P. Les têtes de colonnes portent la circulaire à vent chaud VC. On remarque que la tôle bombée qui ferme de fond du creuset FC, est à l'air libre, elle est donc refroidie par l'air ambiant et elle peut aussi être arrosée, ce qui est un avantage sur la tôle de fond plate qui ne peut pas être refroidie facilement (Avec l'augmentation du diamètre du creuset on sera conduit à refroidir la tôle plate en installant des canaux dans lesquels on souffle de l'air (H.Fx 1 et 2 de Dunkerque; P5 en 1974), puis pour les gros H.Fx comme le H.F.4 de Dunkerque, en mettant en place des tuyaux où circule une huile réfrigérée). 2) Le détail du suportage du fond de creuset. 3) Le détail des colonnes (co en bleu) qui soutiennent le fond, et les rondelles BELLEVILLE (rb en rouge).
On a vu dans Haut fourneau ou H.F.-bis, dans le chapitre 2c-Le grand développement. La répartition des charges, que le premier gueulard sans cloches a été mis en service en Allemagne en 1972. Si le gueulard P. WURTH s'est répandu considérablement, les premières installations ont été peu nombreuses : il s'agissait d'un appareil complètement révolutionnaire et les haut-fournistes ont du se convaincre de son intérêt. A Patural, cette conviction s'est faite rapidement et dès 1976 le P6 était le premier H.F. français à être équipé d'un gueulard sans cloches. En 1978 c'était le tour du P4 et en 1986 celui du P3; dès cette dernière année les 3 H.Fx qui allaient constituer la batterie de Patural pendant une vingtaine d'années étaient donc tous pourvus d'un gueulard P. WURTH.
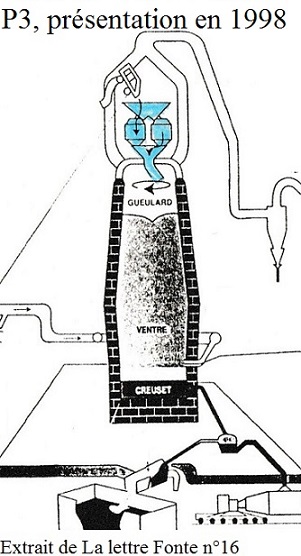
Un schéma du P3 avec le gueulard sans cloches en bleu.
La boîte à vaporisation.
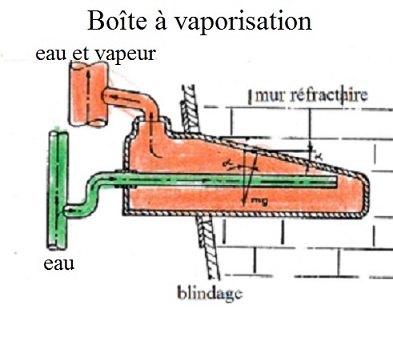
En 1976, le P3 subit une réfection, à cette occasion on lui installe “388 boîtes de ROHDE-REINING, en 13 rangées, réparties en 3 tranches”. ROHDE-REINING est une société spécialisée dans le refroidissement par vaporisation. La raison du choix d'un tel système tient dans la constatation suivante : 1) quand la température d'un kg d'eau de refroidissement s'élève de 1°, il absorbe 1 kcalorie (4,18 kJ); 2) quand on vaporise ce même kg d'eau, la vapeur produite emporte 539 kcalories (2253 kJ); sans calculs supplémentaires on voit combien il sera plus facile d'évacuer de la chaleur en vaporisant l'eau. Dans le cas du H.F., on installe des boîtes de refroidissement en acier, de la même façon qu'en cas du refroidissement à l'eau, c.-à-d. que l'eau mélangée de vapeur qui sort d'une boîte va alimenter une boîte placée à un niveau supérieur, etc., le mélange eau-vapeur sortant de la boîte la plus haute est amené dans un ballon séparateur (qui peut être une conduite circulaire) où l'on maintient une pression régulière (0,5 bar à 1 bar). La vapeur récupérée est exportée vers un usage quelconque et son départ est compensé par un appoint d'eau dans le ballon; l'eau du ballon retourne à l'alimentation des boîtes basses. D'une part, à pression constante la vaporisation se fait à température constante, la température dans les boîtes (et celle du réfractaire qui les entoure) est donc constante partout; d'autre part la masse volumique du mélange eau-vapeur est plus faible que celle de l'eau, il s'installe un fonctionnement en thermosiphon qui fait monter naturellement le mélange eau-vapeur d'une boîte à l'autre sans qu'il soit besoin de pomper. La figure ci-dessous montre une boîte à vaporisation; on note que la partie supérieure de la boîtes est inclinée pour éviter que des bulles de vapeur ne stationnent, collées à la surface interne de la boîte.
Le système décrit ci-dessus est dit ouvert; on a utilisé à Fos-sur-mer (pour le refroidissement des stave-coolers et des boîtes) un système fermé où la pression est plus élevée (2,5 bars). Le refroidissement par vaporisation a maintenant disparu; il avait un inconvénient majeur, quand le flux de chaleur augmentait brutalement, il se produisait de la caléfaction c.-à-d. qu'il se formait à la surface de la boîte une couche de vapeur qui arrêtait pratiquement la transmission de chaleur et pouvait conduire à la percée de la boîte à cause de l'augmentation de température.
La boîte à circulation dirigée.
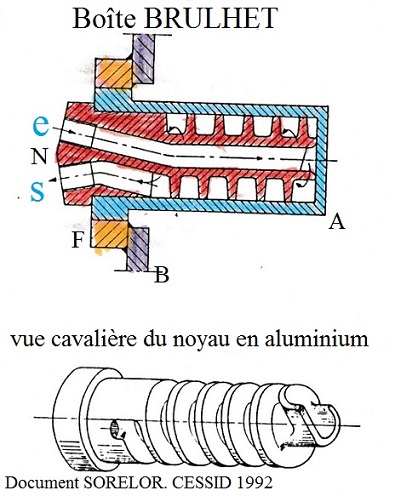
Les échanges entre la paroi d'une boîte et l'eau de refroidissement obéissent aux lois de la convection, qui sont complexes à cause du nombre de facteurs qui interviennent (température de l'eau, température de la paroi à refroidir, vitesse de l'eau, présence ou non de turbulences, état de la paroi, incidence du courant... On peut globalement considérer que l'échange de chaleur est régi par la formule Q = k.V.(Tp -Te), avec Tp = température de paroi, Te = température de l'eau et V la vitesse de l'eau (à une puissance comprise, selon les auteurs, entre 0,5 et 0,8) et k = coefficient qui tient compte des autres facteurs et que l'on considère ici comme constant, toutes choses étant égales par ailleurs. Si l'on veut de bons échanges on doit chercher à augmenter la vitesse auprès de la paroi, or dans la boîte de refroidissement “ordinaire”, l'eau circulait au hasard dans tout le volume de la boîte. Chez de Wendel, M. BRULHET a eu l'idée de donner à l'eau une grande vitesse à la paroi en plaçant un noyau en aluminium dans une boîte cylindrique. C'est la boîte que l'on voit ci-dessous. En haut la boîte dans son logement avec B = blindage du H.F. en mauve; F = fixation de la boîte sur le blindage; A = enveloppe en acier de la boîte en bleu; N = noyau d'aluminium en rouge. En e et s = entrée et sortie de l'eau. En bas une vue du noyau.
La société SORELOR chargée de fabriquer ces boîtes a fait évoluer le modèle en gardant la forme cylindrique, en supprimant le noyau et en installant au nez de la boîte un impulseur statique qui envoie un courant d'eau en hélice que la force centrifuge pousse vers la paroi. La boîte SORELOR a eu du succès comme moyen de remplacer des refroidisseurs défaillants (comme au H.F.4 de Dunkerque en 1977 et 1982 , suite à des destructions de stave-coolers), mais surtout pour des équipements complets, comme au P6 : 2811 pièces au total lors des interventions de 1980, 1982 et 1992.
Dans les années 1960, les fours de verrerie étaient (et sont encore) en partie constitués d'un matériau électro-fondu (qualifié ainsi parce que produit au four électrique à l'état fondu) appelé Corhart ZAC et caractérisé par une proportion importante d'oxyde de zirconium, constituant complètement inconnu dans les réfractaires de H.F. à l'époque. Le Corhart ZAC tient 33 à 34 % de zircone ZrO2, 50 à 52 % d'alumine Al2O3 et 12 à 14 % de silice SiO2. C'est un matériau fondu que l'on coule dans des moules au sortir du four, il est donc d'une compacité extrême ce qui lui donne une masse volumique spécifique absolue qui peut presque atteindre 4 kg/dm3 et une masse volumique apparente d'environ 3,7 % ; la porosité est donc très faible (1 à 3 %) et surtout c'est une porosité fermée, c.-à-d. que les pores ne communiquent pas entre eux : on peut dire que le Corhart est « étanche», en particulier aux gaz. La conductibilité thermique à 870°C est de 3,5 kcal/m.h.°C (4,06 W/m2) alors qu'à cette température les produits alumineux ou silico-alumineux ont une conductibilité thermique inférieure à 2 kcal/m.h.°C (2,3 W/m2) ; pour le H.F. c'est un produit bon conducteur de la chaleur bien que nettement en dessous des produits de carbone (bloc de carbone, SiC, graphite, etc.). Sa température de fusion est 1750 °C. Enfin l'alumine et le zircon confèrent au Corhart une grande dureté.
A l'examen de ces caractéristiques, il fut décidé d'essayer ce matériau comme garnissage de bas de cuve des H.F. Le hasard veut que les deux (heureux?) bénéficiaires fussent deux H.F. n°3, l'un à Senelle et l'autre à Patural : il n'étaient pas assez gros pour ruiner en cas d'échec leurs sociétés respectives, et ils étaient l'un et l'autre à l'heure d'une réfection complète. On installa donc du CorhartZAC dans le bas de la cuve des ces deux H.F.x (sur 6 m de hauteur à Senelle). Il se présentait sous la forme de blocs cubiques ou proches du cube et (de mémoire) de 25 à 30 cm de côté. Compte tenu de la bonne conductivité thermique il fut décidé que le ruissellement sur le blindage suffirait pour refroidir les blocs de ZAC, au demeurant quasiment infusibles aux températures que l'on rencontre dans le H.F. à ce niveau. A Senelle, les boîtes (du type normalisé français) prévues dans la zone qui devait être garnie de silico-alumineux ne furent pas installées mais, heureusement, on garda un rang de boîtes au-dessus du corhart ZAC.
Ansi garnis en bas de cuve le H.F.3 de Senelle est remis à feu le 01/04/1961 et le P3 le 09/04/1963, et dans les deux cas, en environ une année le Corhart ZAC a été pratiquement détruit. A Senelle, on récupéra des fragments de blocs montrant un matériau intact et après examen des fractures on considéra que ce produit massif et rigide, ne résistait pas aux chocs thermiques auquel il avait été soumis dans le bas de la cuve du H.F. A Patural on mit l'accent sur l'attaque par les alcalins et sur le manque de boîtes de refroidissement qui privait le réfractaire de support. Certes des études ont montré que le matériau pouvait être attaqué par des alcalins mais son imperméabilité aux gaz limite forcément leur action. De toutes façons l'expérience était sans appel, le Corhart ZAC n'est pas un réfractaire utilisable dans la cuve du H.F.
En Belgique, à Cockerill Sambre on a employé du Corhart ZAC comme protection du haut de cuve; je ne connais pas le résultat de cette expérience mais la fragilité aux chocs thermiques s'accompagne souvent d'une fragilité aux chocs mécaniques (pour les mêmes raisons de masse compacte et rigide) ; si c'est le cas pour le Corhart la protection n'a pas du résister longtemps aux chocs des morceaux de minerai et de coke.
Par contre la dureté du Corhart ZAC en fait un bon produit anti-usure et, particulièrement au H.F., comme couche de protection fixée dans les goulottes métalliques, dans les sorties d'accumulateurs et dans les trémies où passent de l'aggloméré ou du coke qui sont tous deux abrasifs.
L'arrache-tuyère.
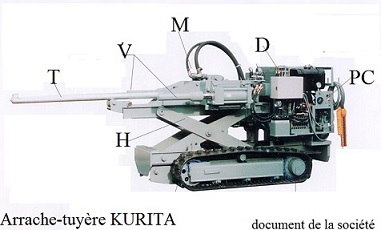
Lorsqu'une tuyère est percée, l'eau se répand dans le H.F. avec des conséquences néfastes : refroidissement du creuset, production anormale d'hydrogène, risque d'attaque du revêtement en carbone du creuset; il faut donc remplacer la tuyère en cause et la première étape consiste à l'extraire. C'est toujours une tâche délicate parce que l'on travaille devant le feu pour manipuler une pièce lourde, dans un endroit restreint, et de plus souvent difficile parce que la tuyère est noyée dans un magma principalement constitué de laitier ou de minerai mal fondu, la calotte. A la main les fondeurs utilisaient en crochet très lourd dont la masse aidait à l'extraction. On a cherché à faciliter leur travail en, mécanisant l'arrachage de la tuyère. Dans le Glossaire du haut fourneau, Roland SIEST nous dit qu'à Patural «a été mise au point la première génération (d'arrache-tuyère hydraulique). Outil suspendu au bout d'une potence portée par un engin formé d'un bras terminé par un crochet et 4 vérins hydrauliques; ceux-ci prenaient appui sur la blindage et le crochet était placé derrière le nez de la tuyère, qui était alors extraite par l'effet des vérins hydrauliques. » C'était avant 1990.
L'arrache-tuyère que je vous présente est un lointain successeur des efforts qui ont été faits de par le monde pour soulager les fondeurs. T = tige qui porte le crochet (déjà utilisé à la main) qui attrape la tuyère pour l'extraction ; V = deux vérins hydrauliques qui, comme ci-dessus, contre-balancent l'effort d'extraction; M = marteau pneumatique frappant vers l'avant ou vers l'arrière pour ébranler la tuyère en place ; D = moteur DIESEL; PC = poste de commande ; H = réglage de la hauteur.
L'obturateur.
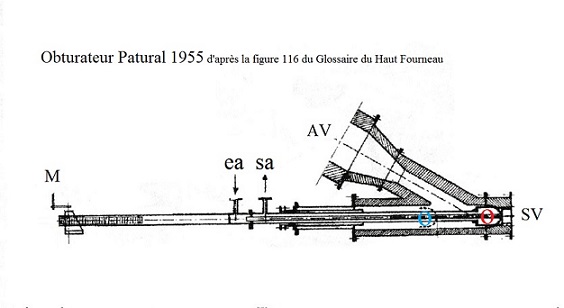
Cet appareil était destiné à permettre une équirépartition (manuelle) du vent aux tuyères (voir ci-dessus le chapitre 1-Plus sur les hauts fourneaux). Le bouchon O de l'obturateur pouvait prendre toute position entre le O bleu (passage du vent complètement libre) et le O rouge (vent arrêté complètement) ; la distance entre les deux positions était de 900 mm. AV = arrivée du vent depuis la circulaire. SV = sortie du vent vers la tuyère. M = manivelle pour manœuvre manuelle. Ea et sa = entrée et sortie d'air comprimé dont le rôle n'est pas clair. La durée d'emploi de cet appareil n'est pas connue.
GAILLETTE : «Au H.F., désignation malicieuse, voire ironique du charbon grenu destiné à l'Injection par les tuyères, et dont la granulométrie est grossière par rapport à celle du charbonpulvérisé. » Glossaire du haut fourneau.
Dans la première moitié des années 1980 l'injection dans les tuyères du H.F. de charbon pulvérisé se répand ; cette opération contraint les usines à mettre en place des installations coûteuses et complexes et dont l'exploitation est délicate compte tenu des risques (incendie, explosion) présentés par le charbon pulvérisé, produit extrèment fin : la dimension maximum des grains est de l'ordre de 200 microns (0,2 mm) et par exemple à Dunkerque on a 75 à 80 % de grains inférieurs à 75 microns (0, 075 mm). Voir dans Haut fourneau ou H.F. le chapitre 15-Les injections aux tuyères du H.F. et dans Haut fourneau ou H.F.-bis le chapitre 2a-Le grand développement, le vent puis III-Le conditionnement du vent/La pratique des injections. Devant le coût et le délai d'installation d'uneinjection de charbon pulvérisé, l'usine de Scunthorpe (Voir dans Haut fourneau ou H.F. le chapitre 19-Les lieux de hauts fourneaux/Un carré de reines) s'oriente vers la voie d'une injection de charbon grenu. Il s'agit d'injecter un charbon plus grossier moins coûteux à préparer et dans une certaine mesure, moins dangereux. En 1983 on met en route sur Queen Mary une injection de charbon à haut pourcentage de matières volatiles (# 35 %) et dont 95 % des grains sont inférieurs à 2,5 mm (2500 microns) et dont 20 % sont inférieurs à 75 microns (0,075 mm). Sur cette dernière dimension la différence avec Dunkerque saute aux yeux, ici 20 % < 75 microns, là-bas 75 à 80 %.
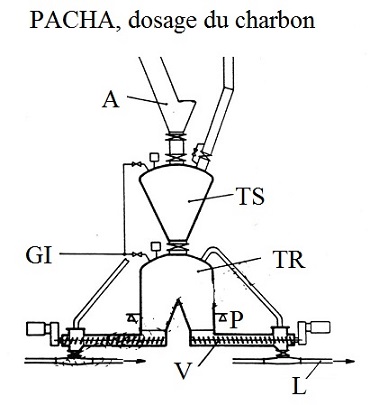
A Patural on estime que l'on peut également se lancer dans la voie du charbon grenu, et suite à des essais et des tests pilotes en août 1988 on met en route une injection de charbon sur le P6, installation créée entièrement à Patural et dénommée PACHA (PAtural CHArbon). D'après les courbes données par D. FLAMION, à l'arrivée dans la tuyère les grains ont au maximum 1 mm (1000 microns) et 40 % d'entre eux ont moins de 75 microns, c'est donc mieux qu'à Scunthorpe. Avec un charbon tenant 34 à 37 % de matières volatiles ont atteindra de l'ordre de 100 kg de charbon injectés par t de fonte. Le P3 et un H.F de Rombas (R7) seront également équipés de la même installation.
A = alimentation en charbon ; TS = trémie de stockage ; TR = trémie de répartition ; P = peson ; GI = gaz pour inertage (azote ou fumées d'appareils à vent chaud) ; V = vis de dosage ; L = ligne d'injection vers la tuyère. Les informations sur Patural et la figure sont tirées de deux textes de D. FLAMION, Injection de charbon grenu au H.F. P6 de LORFONTE. Commission fonte. 1989 et Injection de charbon grenu à LORFONTE. Journées sidérurgiques ATS, décembre 1989.
Je ne pense pas qu'on puisse dire qu'il y a eu un système technique à Patural essentiellement parce que les innovations sont trop éloignées les unes des autres dans le temps, d'où il résulte qu'il n'y a pas eu de continuité dans la réflexion mais plutôt des opportunités qui ont été saisies à un moment favorable. Il est cependant intéressant de considérer d'une part l'exemplaritépour les autres usines, des expériences de Patural et d'autre part la durée d'emploi de chaque innovation. Je m'en tiendrais ici à ce qui me paraît le plus important ou le plus significatif.
Les H.Fx américains. Beaucoup d'usines d'Europe continentale n'ont employé le monte-charge à skips et blindé leurs cuves qu'après la deuxième guerre mondiale ; on peut créditer Patural d'avoir montré l'exemple, mais c'est à la même époque que les Commissions de productivité de la sidérurgie française découvraient les H.Fx américains aux États-Unis. Et il y a un point où Patural n'a pas été suivi : le maintien généralisé de la tour carrée.
La contrepression et le gueulard sans cloches.Pour ces deux points, sans conteste, Patural a fait œuvre de pionnier en France et il s'agit de techniques qui sont devenues des « must » comme on le dit en franglais basique : personne n'imagine maintenant un H.F. sans possibilitié de contrepression et chargé par un carillon de 2, 3 ou 4 cloches.
Les boîtes de refroidissement à vaporisation. Là, Patural a choisi une voie qui s'est révélée être une impasse technique qu'il a fallu abandonner; il y en d'autres qui avec d'autres équipements sont arrivés au même point (par exemple l'emploi du water-jacket au H.F.3 de Dunkerque.
L'injection de charbon grenu. C'était bien tenté compte tenu des disponibilités financières, mais l'intérêt considérable de l'injection de charbon pulvérisé a amené Patural à s'approcher de cette solution.
La photo (source : culture.industrielle.pagesperso-orange.fr) nous montre la situation actuelle. Le P5 arrêté en juin 1980 a été démoli. Le P4 est à l'arrêt depuis décembre 1996. Le P3 a été mis hors feu en juillet 2011. Le P6 a été fermé (selon l'habitude journalistique actuelle, qui n'a aucun sens -un H.F. n'a pas de porte- mais qui est devenue à la mode) en octobre 2011. Il semble maintenant acquis qu'aucun d'eux ne sera un jour remis à feu

mise à jour du chapitre : 21/01/2016
Avec l'apparition des appareils à accumulation de chaleur s'est posée la question du choix de leur emplacement ; d'une part l'alternance chauffage/réchauffage du vent nécessitait d'avoir au moins deux appareils par H.F. (et l'on ira plus tard jusqu'à 4 ou 5) et d'autre part leur volume faisait qu'on ne pouvait les mettre n'importe où. Enfin il est évident que la distance entre appareils et H.Fx amène à avoir des conduites à vent chaud plus ou moins longues, donc plus ou moins coûteuses (il faut protéger la tôle intérieurement par un maçonnage) et à une perte de température du vent plus ou moins grande.
La ligne droite.
Sur le modèle de la batterie de H.Fx qui commence à apparaître, on installe une batterie d'appareils à vent chaud. C'est d'ailleurs ce modèle qui s'imposera généralement jusqu'à aujourd'hui. Voir ci-dessous :
La figure 1) tirée du cours de JORDAN à l'Ecole centrale de Paris, montre les H.Fx de Denain en 1884 (vue en plan en bas ; vue en élévation en haut). Un groupe de 2 H.Fx disposés symétriquement par rapport au monte-charge est alimenté en vent chaud par 5 appareils WHITWELL (en rouge) ; ces derniers sont installés en ligne parallèle à la ligne formée par les deux H.Fx. Une conduite à vent chaud (en bleu) amène le vent aux fourneaux.
La figure 2) concerne l'un des H.Fx de Carrie de CARNEGIE Steel près de Pittsburgh, tout à la fin du 19ème s. A l'américaine, H.Fx et appareils à vent chaud sont sur une même ligne ; deux H.Fx encadrent 8 appareils qui sont ici des KENNEDY-MacCLURE avec chacun leur cheminée sur le dôme.
La figure 3) est une photo des H.Fx d'Hagondange lors de leurs construction vers 1910. Les appareils à vent chaud COWPER sont en ligne parallèle à la ligne des H.Fx à raison de 4 par H.F.
Le carré.
C'est une disposition assez rare qui est ici -figure 4- celle du H.F.4 de Dunkerque en 1973. Elle a l'avantage d'être compacte, ce qui tend à réduire la surface nécessaire pour l'implantation. Il y a ici 4 appareils à vent chaud DIDIER (en rouge) à puits séparés d'où le grand cercle (puits de ruchage) et le petit cercle (puits de combustion). Le vent chaud de chaque appareil passe par B, la bouteille de mélange, qui a la forme d'un cylindre vertical fermé par deux fonds hémisphériques et où se fait l'addition de vent froid par laquelle on régule la température du vent. Le vent chaud sort de là dans la conduite à vent chaud (la « rectiligne », en bleu) qui le mène au H.F. dans la conduite circulaire. En Ch, la cheminée commune aux 4 appareils à vent chaud.
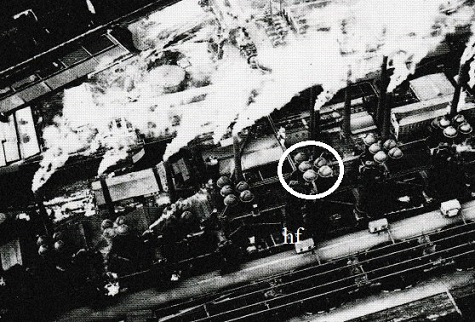
A Rombas où l'on avait par H.F. cinq appareils à vent chaud de type COWPER, une unité supplémentaire était accolée au carré, comme on le voit dans la partie cerclée de blanc ; le H.F. correspondant au groupe des 5 appareils est signalé par hf. Photo tirée de Lorraine du feu, Lorraine du fer, ouvrage éditée par les Archives départementales de la Moselle en 1996.
Une disposition singulière.
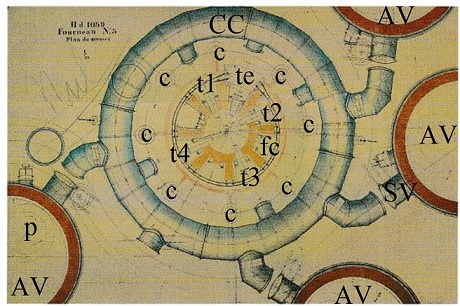
Le plan ci-dessous est tiré de WENDEL 1704-2004, plaquette éditée par Beaux Arts Magazine à l'occasion de l'exposition consacrée à de WENDEL en 2004 au Musée d'Orsay. Ce plan est intituléHd 1059 Fourneau n°5. Plan de creuset. Il concernait un H.F. d'Hayange et aurait été fait vers 1910. Dans la Saga des H.Fx de Lorraine, on doute de l'existance d'un H.F. 5 à Fourneau (seule batterie à Hayange à l'époque); il est donc probable qu'il s'agit d'un projet non réalisé.
Le H.F. est pourvu de 4 appareils à vent chaud AV, de type COWPER car on distingue en p le puits de combustion de l'un d'eux. Les appareils étant disposés sur un cercle autour du H.F. on a été conduit à relier directement chaque appareil à vent chaud à la circulaire CC. En t1, t2 , t3, t4 on a les 4 tuyères normales .En te est figurée une tuyère d'étalages, il est quasi certain qu'il y en avait 4 au total. En fc se trouve une fausse chapelle ; il y en a 4 au niveau des tuyères normales et placées en alternance avec elles. En c sont les traces de 8 colonnes destinées à supporter la cuve du H.F. qui était probablement du type écossais.
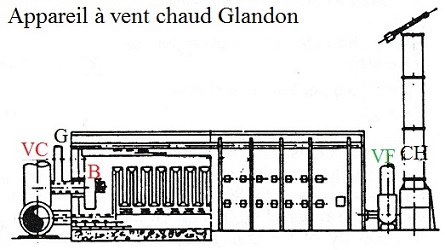
C'est un appareil entièrement métallique et donc moins onéreux que les appareils à ruchage du genre COWPER. Il est réservé à des H.Fx de petite capacité (moins de 400 t de fonte/jour) et qui marchent avec des températures de vent modestes (# 800/850 °C). Le Glandon fonctionne en continu et selon un mode de chauffage méthodique, c.-à-d. que les fumées chaudes et le vent à réchauffer circulent à contre-courant.
Dans l'appareil ci-dessous le gaz de H.F. entre à gauche en G il est brûlé dans le brûleur B; les fumées vont vers la droite et sont évacuées par la cheminée CH. Le vent froid VF entre à droite; il est réparti dans les tubes coudés, lesquels tubes sont chauffés par les fumées. Le vent chaud VC sort à gauche. Renseignements et figure tirés de The charcoal blast furnace in Brazil. H. C. PFEIFER. octobre 1987.
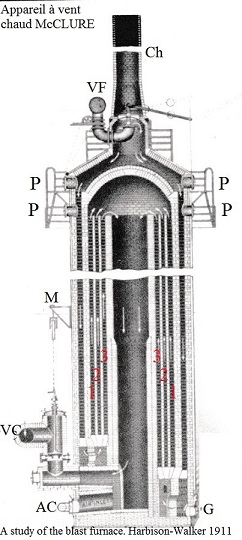
L'appareil à vent chaud McCLURE est l'un des nombreux appareils à vent chaud conçus aux États-Unis à la fin du 19ème et au début du 20ème s. Certains sont des modifications de l'appareil WHITWELL ou plus souvent de l'appareil COWPER. L'appareil McCLURE est l'un de ceux qui constituent une sorte de synthèse entre entre les deux grands modèles : il retient de WHITWELL les canaux indépendants qui courent sur toute la hauteur de l'appareil et de COWPER le cloisonnement de chacun de ces canaux par des briques qui font constituent une sorte de ruchage très aéré ; cette dernière particularité n'est malheureusement pas visible sur la figure. On a parlé de cet appareil an chapitre PATURAL et au I- immédiatement ci-dessus.
L'air froid arrive en haut de l'appareil en VF, l'air chaud sort en bas en VC ; l'appareil possède évidemment toutes les vannes nécessaires pour être « au vent » ou « au gaz » mais on ne les distingue pas très bien sauf pour le vent chaud où l'on voit en M l'organe de manœuvre de la vanne. L'air de combustion destiné à brûler le gaz entre en AC et le gaz de H.F. entre en G. Ch = la cheminée propre à chaque appareil. En P des portes de nettoyage et les passerelles qui en permettent l'accès, en effet l'épuration du gaz était encore insuffisante et le gaz contenait beaucoup de poussières qui se déposaient dans les appareils à vent chaud . L'appareil est au vent, c.-à-d. qu'il alimente le H.F. en vent chaud et les flèches indiquent la circulation du vent ; il descend d'abord par la canal circulaire près de la paroi extérieure puis remonte dans 3 canaux parallèles et concentriques nommés (en rouge et difficilement!) 1, 2 et 3. Arrivé à la coupole le vent redescend par la cheminée centrale jusqu'à la conduite qui mène à AC.
Cette figure est extraite de A study of the blast furnace ouvrage assez curieux par sa présentation et son origine ; il a en effet été édité en 1911 par HARBISON-WALKER, société de produits réfractaires, probablement dans le but d'une publicité indirecte.
Mise à jour du chapitre : 03/03/2016.
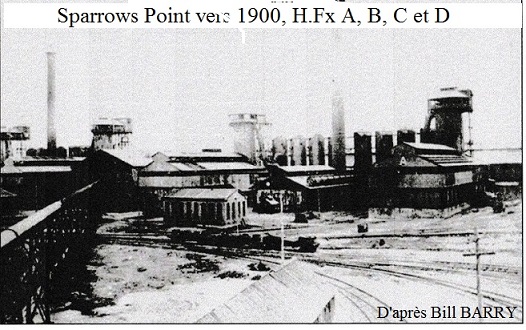
Sparrows Point, Maryland, une quinzaine de km au sud-est de Baltimore, est une presqu'île qui se trouve sur la Patasco River à proximité immédiate de son débouché dans la baie de Chesapeake ; ce lieu est donc facilement accessible aux navires de haute mer. Cette situation amena la Pennsylvania Steel Cy à acheter en 1887 à Sparrows Point un terrain dans le but d'y établir une usine sidérurgique alimentée en minerai de fer provenant de Cuba. C'est la Maryland Steel Cy, filiale de la Pennsylvania, qui a été en charge de cet établissement et les travaux ont commencé immédiatement. Le premier H.F. a été mis à feu en octobre 1889 ; d'autres suivirent et avant 1900, il y avait 4 H.Fx. appelés A, B, C et D. (*) En 1916, Sparrows Point est racheté par la Bethlehem Steel Cy ; cette société développe considérablement l'usine et 3 nouveaux H.Fx , vraisemblablement nommés E, F et G furent construits entre 1916 et 1929 (**). Plus tard le H.F. H est construit en 1948, le J en 1953 et le K en 1957 (***); ce sont eux qui sont recensés par le Glossaire en 1984 (3 H.Fx de 9,10 m de diamètre de creuset et 1550 m3 de volume utile). Dans les années 1980 et 1990, 7 H.Fx sont démolis (**) confirmé par (***). En 2000, à part le L dont on va parler, on ne signale plus que les H.Fx H et J (Glossaire).
(*) The history of Sparrows Point. An epic civilization, par Bill BARRY. Internet. (**) Sparrows Point Terminal dans sparrowspoint.com. (***) Iron and Steel Engineer, avril 1982.
LE GROS L.
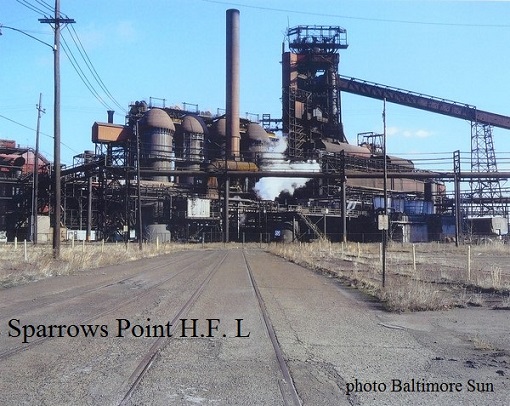
Dans les années 1970, il y a 10 H.Fx à Sparrows Point et des études montrent que l'on peut simplifier considérablement l'exploitation en construisant un H.F. capable de produire 8000 t/jour (en unités américaines, soit environ 7300 t métriques). On lance donc le projet ; dans la suite des H.Fx précédents ce sera le L, le «big L », le gros L. Il est mis à feu le 06/11/1978, avec un diamètre de creuset de 13,6 m, un volume utile de 3670 m3 et un volume interne de 4220 m3, il est qualifié de plus grand fourneau de l'hémisphère occidental. Il est vrai, qu'alors que l'Europe et surtout le Japon possèdent depuis plusieurs années des H.Fx de 4000 m3, il n'y a rien de tel aux États-Unis. Et d'ailleurs le « big L » ne sera pas détrôné puisque l'année suivante Inland Steel (maintenant ARCELOR-MITTAL) démarre à Indiana Harbour le H.F.7 qui n'a que 3510 m3 de volume utile ; on est toujours au même point. L'équipement du « big L» est au meilleur niveau : chargement par bande, gueulard sans cloches (le premier aux États-Unis) à 3 trémies, construction autoportante mais, contrairement à l'habitude américaine, avec une tour carrée, refroidissement du ventre et de la cuve avec des boîtes en cuivre à haute densité, 4 appareils à vent chaud type Hoogovens à puits de combustion intégré, équipement de mesure et de contrôle adéquat, rigoles de coulée amovibles et entièrement couvertes, aspiration des fumées, etc.
Résultats techniques.
Première valeur = résultat de la première année de marche complète/deuxième valeur = bonne moyenne habituelle /troisième valeur = meilleur résultat. Tonne métrique.
Production t de fonte par jour : 7435/7800/8280.
Coke : 434/422/424. Fuel : 50/27/26 . Total combustible : 484/449/446 kg/t de fonte.
Analyse de la fonte : Si = 0,6 % ; S = 0,03 % ; P = 0,09 %
Conditions de fonctionnement.
Débit de vent = 395 à 405000 m3/heure. Température du vent = 1230 °C. Pression du vent = 3,3 à 3,6 bars. Pression au gueulard (contrepression) = 2 à 2,3 bars.
Enfournement normal : 50 % d'aggloméré basique (Cao/SiO2 = 2,1 ; Fe = 52 %) et 50 % de boulettes acides (SiO2 = 5% ; Fe = 65 %). Laitier : 250 à 270 kg/t de fonte.
LA FIN MISÉRABLE DU BIG L..
La Bethlehem Steel Cy fait faillite en 2001 ; Sparrows Point est d'abord repris par International Steel Group qui revend l'usine à MITTAL Steel. En 2005, lors de la création d'ARCELOR-MITTAL, la justice américaine demande que le premier sidérurgiste mondial se sépare de Sparrows Point pour des raisons de concurrence. C'est la société russe SEVERSTAL (usine de Tchérépovets) qui l'achète en 2007; à cause de ses propres difficultés, cette société revend l'usine à un américain , RGSteel. Sparrows Point est en difficulté ; le H.F.L souffre d'approvisionnements de mauvaise qualité, d'où des chutes en marche monstrueuses, des arrêts nombreux, etc. La société RGSteel n'arrive pas à redresser la barre et c'est la faillite en 2012 ; cette fois l'usine est vendue sans espoir de reprise de l'activité et il faut déblayer le terrain racheté par Sparrows Point Terminal.
La préparation.
« Le travail technique pour abattre le H.F. a été mis au point par la société Controlled Demolition. Le fourneau a été divisé en deux structures – d'une part le fourneau proprement dit, haut de 98 m et pesant 3600 t, et d'autre part un exosquelette (*) haut de 61 m et pesant 136 t-. Ces derniers mois, des équipes de Controlled Demolition et de MCM ont enlevé les escaliers, les ascenseurs et autres équipements. La base du H.F. a été découpée et des piliers provisoires ont été mis en place pour le soutenir. Des charges explosives ont été placées sur les supports pour les briser et renverser le fourneau sur le côté. » Baltimore Sun du 28/01/2015, édition Internet. (*) Il s'agit essentiellement de la tour carrée.
Ci-dessous le H.F. prêt pour le dynamitage. Photo Baltimore Sun.

La chute.
« Vendredi (c.-à-d. le 23/01/2015), en quelques secondes, la détonation de 94 charges explosives a provoqué la chute du principal (*) H.F de Sparrows Point. Le fourneau haut comme 32 étages -jadis le cœur de l'usine de Bethlehem Steel- s'est écroulé à 13h15. Les supports ont cédé, une fumée noire s'est élevée et la tour a été réduite en un autre tas de fragments sur une surface de 1254 ha couverte de débris... [L'abattage à l'explosif du fourneau L et de son exosquelette, s'est déroulé comme prévu. Le poids de l'exosquelette a été transmis dynamiquement au H.F. proprement dit et la charge excentrée -déséquilibrée-, que nous avons créée à la base du fourneau a fait tourner les structures vers le sud, complètement comme on l'avait planifié] Président de Controlled Demolition. » Baltimore Sun du 28/01/2015, édition Internet. (*) C'est aussi le dernier H.F., mais c'est aussi la dernière installation à disparaître : a-t-on eu des réticences à abattre ce grand fourneau ?

EPILOGUE.
Cette histoire comporte 3 paradoxes. 1) La justice américaine a exigé qu'ARCELOR-MITTAL cède Sparrows Point parce que cette société avait une position dominante. En août 2007, un responsable d'ARCELOR-MITTAL USA disait « Sparrows Point a été un élément important d'ARCELOR-MITTAL USA. Je sais que cette usine va continuer à prospérer sous la responsabilité de son nouveau propriétaire. » Hélas ce ne sera pas le cas et en 2012, « la Déesse de l'Industrie » comme on surnommait Sparrows Point, était rayée de la carte. Son sort aurait-il été meilleur sous ARCELOR-MITTAL ? On ne le saura jamais et le problème de concurrence a été réglé d'une façon imprévue : l'un des protagoniste a disparu ! 2) Avec la disparition de Sparrows Point, les États-Unis ont perdu la seule grande usine sidérurgique qui, par son port, avait accès directement à la mer. Curieuse orientation quand on voit que les sociétés les plus puissantes sont au bord de l'eau, en Europe occidentale (Ijmuiden, Dunkerque, Tarente, Redcar, etc.), au Japon, en Corée du sud, en Australie et même maintenant en Chine (voir Caofeidian) ! 3) Les États-Unis comptaient 3 "gros" H.Fx : le L de Sparrows Point, le n°7 d'Indiana Harbour et le n°13 (maintenant n°14) de Gary. L'effectif est maintenant de 2, ce qui est là aussi étonnant lorsqu'on voit la course au H.F. XXXL à laquelle se livrent des concurrents redoutables : Japonais, Chinois et Coréens.
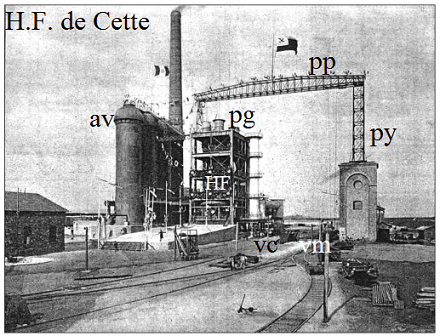
Vers la fin du 19ème s., la production du Creusot étant limitée pour différentes raisons (que l'on peut trouver dans La stratégie des SCHNEIDER, du marché à la firme intégrée par J. Ph. PASSAQUI, chez PUR 2006. et d'où sont tirées au ch.VIII les citations [SCH]et la photo ci-après), la Sté SCHNEIDER décide de construite une usine complète à Cette (maintenant Sète). Le premier des deux H.Fx prévus est mis à feu le 16/04/1902, la production visée est de 200 tf/jour. Il présente un certain nombre de particularités comme son chargement (voir la photo et son commentaire) et la fondation sur pilotis du H.F., des appareils à vent chaud et de leur cheminée. Malheureusement dès le départ de nombreux incidents surviennent : « l'allure normale n'est jamais atteinte en raison des arrêts qui se multiplient. » [SCH], d'où le commentaire d'un ingénieur du Creusot : « Il est inacceptable qu'une usine ait pu être mise en si piteux état après 8 mois de marche seulement. » [SCH]. En 1903, d'après [SCH], on refait le creuset et l'ensemble des appareils à vent chaud, on répare la structure (probablement la tour carrée) mal boulonnée (!) et l'on répare le gueulard (3 semaines d'arrêt !). En 1904, le creuset est bloqué et la résolution du blocage se fait en installant des tuyères de secours. Ensuite des grèves du personnel et des dockers arrêtent de nouveau le H.F. La remise en route est catastrophique, « Les percées de fontes se manifestent désormais à un rythme accéléré presque quotidien, à travers la maçonnerie disloquée. » [SCH]. L'arrêt définitif est décidé ; en septembre 1904 on commence les démolitions et quelques mois après le H.F. et ses annexes ont disparu. La fin était d'autant plus inéluctable qu'un responsable de SCHNEIDER déclarait à la même époque : « De quelque côté qu'on retourne la question, les Forges de Cette ne sont pas viables. » [SCH]
Sur l'aire de stockage (pas visible ici) on remplit des bennes cylindriques à fond ouvrant avec du coke ou du minerai ; les bennes sur wagon sont tractées par une locomotive électrique jusqu'au bas du H.F. : vc = voie d'amenée du coke ; vm = voie d'amenée du minerai. Là, un chariot qui circule sur le portique pp et équipé d'un treuil vient, à l'aide de celui-ci, prendre chaque benne sur son chariot et l'amène au niveau du plancher du gueulard pg où l'on distingue une benne. Au gueulard la benne se vide dans le H.F., le chariot la reprend et la descend sur un wagon. Tout le cycle de chargement était automatique ; le trajet suivi par les bennes était identique à celui de monte-charge vertical-horizontal des bennes STÄHLER. Py = pylonne supportant pp ; l'autre support est sur la tour carrée. Av = 4 appareils à vent chaud de type COWPER
Source n°1: Natural ressources. Valuation and policy in Brazil. Peter H. MAY. Columbia University.1999. Pages 92 et suiv.
Généralités.
La production de charbon de bois provient soit du bois de la forêt primaire (640.000 ha/an) soit de la forêt cultivée d'eucalyptus (2,4 Mha).
Un ha de forêt primaire produit 7,7 t (soit 30,8 m3) de charbon de bois en une seule coupe à blanc. Un ha de forêt cultivée, en un cycle de 3x7 = 21 ans, produit 25 m3 de bois, c.-à-d. 3,1 t (soit 12,5 m3) de charbon de bois par an.
Sidérurgie.
Les principales usines (plus de 500 kt/d'acier brut par an) utilisant le charbon de bois au H.F. comme combustible et réducteur sont : Pains, Mannesmen , COSIGUA et ACESITA; il y en a beaucoup d'autres qui fabriquent de l'acier (pour un total de 7 Mt/an d'acier brut) ou seulement de la fonte. La sidérurgie consomme 70 % du charbon de bois fabriqué au Brésil, et le charbon de bois concourre à la production de 30 % de la fonte brésilienne.
Aux H.Fx.
La consommation moyenne est de 875 kg de charbon de bois par t de fonte.
Type de forêt.......charbon de bois/ha/an.......t de fonte/ha.......surface/1 t de fonte
primaire..................7,7 t (*)..............................8,8 t......................0,114 ha
cultivée...................3,1 t (**)............................3,5 t......................0,286 ha
(*) en une coupe à blanc considérée comme effectuée en un an.
(**) selon le cycle indiqué ci-dessus, c.-à-d. coupe de1/3 de la surface tous les 7 ans.
Ci-dessous deux H.Fx au charbon de bois mis à feu en 2007 à Juiz de Fora dans l'état de Minas Gerais par ARCELOR-MITTAL. Production unitaire = 180.000 t de fonte/an.

Source n°2 : Brazil's charcoal integrated mills, par Germano MENDES. Steel Times International. Mai/Juin 2013.
“Le Brésil est maintenant le seul pays au monde à utiliser des H.Fx au charbon de bois. Le pays, loin de considérer cette technologie comme obsolète, a, depuis 2006, mis en route beaucoup de ces mini-H.Fx à cause du déficit de ferrailles pour l'alimentation des fours électriques.
La production d'acier fondée sur le charbon de bois se divise en deux voies : a) 157 H.Fx au charbon de bois qui appartiennent à environ 85 producteurs de fonte indépendants -appelés guseiros (*)- et qui ont fabriqué 5,825 Mt en 2011, et b) 8 H.Fx au charbon de bois des usines intégrées (**).” (*) On reconnaît la proximité avec le portugais gusa qui correspond au français gueuse. Ce sont ces producteurs qui alimentent en fonte les aciéries électriques.(**) Qui concourent à la production de 4,8 Mt/an d'acier brut.
Ci-dessous 2 H.Fx au charbon de bois de la sté Gusa Nordeste (littéralement Gueuse du Nord-est) du groupe Ferroeste. Situés dans l'État de Maranhâo, ils sont alimentés par la grande mine de fer de Carajas dans l'État voisin de Para. Production unitaire 120.000 t de fonte par an. Ils sont équipés d'une injection aux tuyères de charbon de bois en poudre produit lors des manipulations et du transport du charbon de bois.
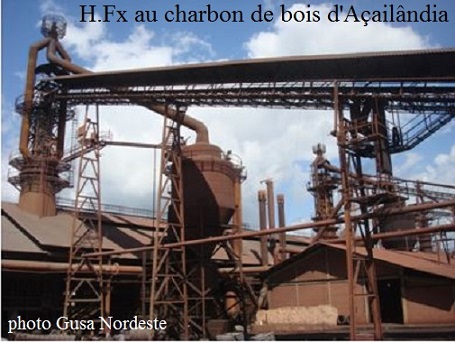
Production du charbon de bois.
Il est fabriqué dans des fours demi-sphériques analogues au four à ruche (beehive furnace) employé aux États-Unis au 19ème s. pour la fabrication du coke. Ces fours n'ont qu'une ouverture pour le chargement du bois et l'extraction du charbon. Les deux premiers rangs de fours sont en cours de remplissage; au troisième rang les fours sont en feu. Photo thegardian.com du 17/02/2012.
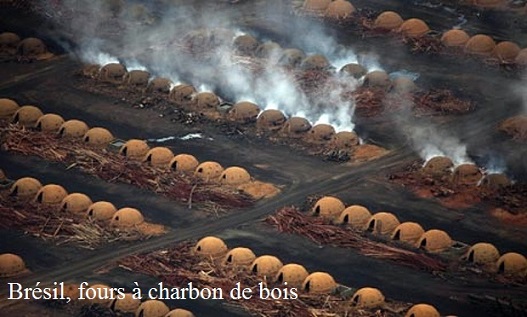
INJECTION DE CHARBON DE BOIS EN POUDRE DANS LES TUYÈRES DU H.F.
Cas du H.F. au charbon de bois.
Le charbon de bois, matériau assez fragile, se dégrade lors des manutentions ; il en, résulte une production de « fines » qu'on ne peut enfourner au gueulard. F.-H. GRANDIN annonce ainsi 30 à 35 % de plus petit que 9,52 mm et Gusa Nodeste 11 à 14 % de plus petit que 6 mm. ; dans ce dernier cas il s'agit de 80 à 100 kg par t de fonte d'un produit qui est fortement dévalorisé par la vente pour chauffages divers. Le premier intérêt de l'injection aux tuyères est donc économique. De plus, la consommation de ces fines permet de réduire d'autant la surface de forêt nécessaire à la fabrication du charbon de bois. L'installation d'injection est tout à fait semblable à celle qu'on utilise pour injecter du charbon pulvérisé. En 2006, la société Gusa Nordeste a équipé d'une telle installation ses H.Fx de l'usine d'Açailândia, dans l'état de Maranhao, dont nous avons une photo ci-dessus. Le H.F.1 à un volume interne de 155 m3 et 10 tuyères et les H.Fx 2 et 3, 163 m3 et 12 tuyères. Ces appareils produisent 2 t fonte/jour/m3, ce qui est une performance très honorable. La première étape prévoit une injection de 50 à 60 kg/t de fonte ; on arrivera en fait jusqu'à 70 kg/tfonte. On se limite à ce taux pour ne pas abaisser la température de flamme (1750 °C) ; ce niveau est considéré comme un minimum pour assurer la combustion des fines de charbon de bois dans la zone tourbillonnaire. La température du vent, chauffé dans des appareils Glendon (voir ci-dessus) est de l'ordre de 750 °C, et c'est la principale raison de la faible température de flamme. La consommation de gros charbon de bois étant d'environ 700 kg/t fonte, on voit que dans cette première étape on consomme un peu moins de la totalité des fines produites (que l'on doit pulvériser). Le taux de remplacement est de 1, c.-à-d. que 1 kg de fines injectées remplace 1 kg de gros charbon enfourné au gueulard. Gusa Nordeste envisage une seconde étape avec une injection d'environ 120 kg/t fonte avec un enrichissement du vent en oxygène pour maintenir la température de flamme à un niveau convenable.
Sources : 18 months of charcoal fines injection in Gusa Nordeste. R. NASCIMENTO et autres. Texte de la société. 19/03/2013.
Charcoal injection in charcoal blast furnace. F.H. GRANDIN et autres. 2Ème Congrès européen du haut fourneau. Septembe 1991.
Cas du H.F. au coke.
La sidérurgie se trouve dans l'obligation de réduire ses émissions de dioxyde de carbone. Une voie pour obtenir de résultat est de remplacer le charbon ou ses dérivés comme le coke, par un combustible neutre pour ce qui concerne l'émission de CO2. Le charbon de bois se trouve être un combustible neutre car le dioxyde de carbone émit lors de sa combustion est équilibré (à quelques nuances près comme le carbone employé pour son transport) par le dioxyde absorbé lors de la croissance du bois qui sert à fabriquer le charbon ; il y a évidemment un décalage dans le temps, car il faut compter sur la durée de la croissance de l'arbre abattu pour faire du charbon. Dans une forêt exploitée méthodiquement comme c'était le cas en France au 18ème s., le taillis est exploitable environ 20 ans après la coupe à blanc ; dans le forêts plantées du Brésil, l'eucalyptus se renouvelle en envieron 10 ans. Le charbon de bois, à cause de sa faible résistance, n'est pas enfournable par le gueulard dans les gros H.Fx très productifs ; l'idée est donc venue de l'injecter aux tuyères des H.Fx au coke en remplaçant l'injection de charbon pulvérisé, qui est maintenant une pratique standard. Le calcul montre que le remplacement de 180 kg/t de fonte de charbon pulvérisé par 180 kg/ de fonte de charbon de bois pulvérisé permet de réduire au stade du H.F. de dioxyde de carbone, d'environ 35 %. On peut compléter cette vision par la comparaison des caractéristiques
….......................................Ch B 1........Ch B 2..........Ch B 3.......Ch DK......Ch gras
matières volatiles %...........23,2............20 à 25....... .16 à 19..........10,9.........32,2
cendres %..........................10,7..............3 à 5..............qq %..........12,9.........10,1
soufre %............................... ?...........0,03 à 0,08.........0,02............1,2............0,88
Ch B 1 = charbon de bois de Gusa Nordeste. Ch B 2 = charbon de bois cité par F.H. GRANDIN. Ch b 3 = charbon de bois autres sources. Ch DK charbon maigre injecté à Dunkerque. Ch gras = type de charbon gras habituellement injecté.
Pour autant qu'un fort taux de matières volatiles favorise la combustion (mais l'exemple de Dunkerque montre que ce n'est pas une condition nécessaire), le charbon de bois est moins bien placé que le charbon gras habituellement injecté. Normalement le taux de cendres du charbon de bois est sensiblement plus faible que celui du charbon, Gusa Nordeste montre qu'il y a des acceptions qui dépenent probablement des essences d'arbres employées pour la carbonisation. La teneur en soufre est sans conteste bien plus faible dans le charbon de bois ; c'est un avantage non négligeable pour ce combustible. Pour en finir avec la chimie, il est certain que le charbon de bois apporte dans ses cendres beaucoup d'alcalins (jusqu'à 15 % de K2O et 6 % de Na2O dans un charbon provenant d 'un bois exotique) ; c'est un très mauvais point compte tenu des effets néfastes des alcalins sur le fonctionnement du H.F.
Par ailleurs des essais ont montré que pour des forts débits le charbon de bois pouvait présenter des difficultés de broyage, et à cause de sa faible densité, poser des problèmes de transport pneumatique. Enfin la figure ci-dessous, tirée de F.H. GRANDIN, représente un grain de charbon de bois de 100 microns grossi 900 fois. La structure du charbon de bois présente une sorte de réseau très aéré et explique différentes caractéristiques de ce matériau : la faible densité d'un morceau, la faible résistance en particulier à la compression, mais aussi la bonne aptitude à réagir à cause de la grande surface de contact, par exemple avec l'air lors de la combustion.

Usine sidérurgique du 18ème s. sise dans la forêt de St HUBERT dans les Ardennes belges à 50°05" N et 05°20" E, soit à environ 55 km en ligne droite au sud-est de Namur. Code 68700. Pour ce qui intéresse ces Mémoires il reste le H.F. avec sa halle de coulée et sa halle à charbon.
Sources : Le Fourneau Saint-Michel vu à travers les archives et les témoignages, par F. TINCHI. 1982. Les extraits, qui sont des témoignages de Dom Nicolas SPIRLET, sont en italiques.
Dom Nicolas Spirlet, maître de forges à Poix, au Châtelet et au Fourneau Saint-Michel, par René EVRARD. Compte rendu de Maurice YANS Dans Revue belge de philologie et d'histoire. 1954. n°1.
Dom Nicolas SPIRLET est élu abbé de l'abbaye de Saint-HUBERT en 1760. Il décide de faire fructifier les bois de l'abbaye, l'occasion se présente lorsqu'il découvre du minerai de fer sur le domaine de l'abbaye. « Nous avons le bonheur de trouver une mine de fer très abondante dans le bois Saint-Michel, tous les connaisseurs assurent qu'elle est de bonne qualité, si cela se vérifie à l'épreuve (*) nous aurons bientôt un fourneau. 06/01/1771. » (*) En général on réduisait un peu de minerai pour déterminer la quantité de fer obtenue par rapport à la quantité de minerai utilisée. Plus tard : «Nous avons constaté que cette mine produit assez de fer pour pouvoir en toute sûreté construire un fourneau. 19/04/1771. » De 1771 à 1773, on relève d'autres informations fragmentaires sur ce minerai : « on diroit du fer natif, elle n'a aucunement besoin d'être lavée... un seul tireur avec deux manœuvres pourra fournir le fourneau... il ne s'agit que de lever le gazon (*) pour la lever, elle n'a pas plus de 2 pieds (environ 60 cm) de profondeur... j'en ai lavé une brouette qui n'a rendu que 2/3 de mine... des mines très cuivreuses (**). » Les appréciations semblent contradictoires parce qu'en fait il s'agit à chaque fois d'un endroit différent, que l'on juge aussi en fonction de la distance jusqu'au fourneau : « une lieue du fourneau (environ 4 km)... » car le coût du transport fait à l'aide d'ânes est important.(*) C'est le minerai de gazon, Raseneisenstein en allemand, qui est de la limonite Fe2O3nH2O généralement facile à réduire, mais souvent mêlée de terre d'où le lavage. (**) La signification de « cuivreux » est souvent douteuse, il peut s'agir de couleur plutôt que de composition.
De fait des indices de minerai ont été trouvés avant puisque l'autorisation de construire unfourneau dans le bois Saint-Michel a été demandée bien avant « je ferai sûrement construire ce fourneau dès le mois d'avril prochain : j'en ai la permission. 18/10/1769 (*). » (*) Vu le déroulement de l'affaire et en accord avec [MY] il vaut mieux lire 1770. Comme c'était pratiquement toujours le cas, cette demande a fait naître des réclamations de la part des concurrents, les maîtres de forges liégeois et luxembourgeois qui « circonviennent certains moines de Saint-HUBERT et soudoient les ouvriers de Dom Nicolas pour faire 'crouler ses forges'. » [MY].
Les annexes du fourneau. La préparation du minerai a nécessité l'installation d'un lavoir, équipement souvent rudimentaire installé au mieux : « la mine qui se lavera au haut du fourneau de sorte que du lavoir, on pourra la porter de plain pied au fourneau. » C.-à-d. que le lavoir est au niveau du gueulard : « Les chargeurs iront de plain-pied verser le charbon et la mine qui se lavera au haut du fourneau. » Une photo montre que la halle à charbon est en effet à la hauteur du gueulard du H.F. Le chargement se faisait classiquement avec des paniers. Enfin on a construit unbocard, qui écrase les morceaux de laitier de façon à récupérer les granules de fonte qui y ont été piégées lors de la coulée du H.F.
Concernant les halles à charbon, on lit : « La halle de la petite forge a eu le malheur d'être brûlée dimanche de bon matin par la faute des chartiers qui y avoient amené la veille du charbon de bois qu'ils ont renversé trop près de la halle où ils se sont rallumés par le grand vent qui s'était élevé de la nuit ; elle renfermait environ 400 bennes.28/10/1774. » De plus F. TINCHI signale un autreincendie en 1777, où ? A l'époque,ce sont des incidents classiques et coûteux.
LE FOURNEAU.
La construction. « Je vais... construire un fourneau, on le commencera la semaine prochaine près du pont Pirez qu'on passe pour aller à Nassogne.20/04/1771. » Il manque semble-t-il un document : « Je vous fais les mêmes instances pour l'expédition de l'octroi (*) de mon fourneau, tout retard à ce sujet m'est très préjudiciable car il est tenu d'y travailler pour pouvoir l'achever pendant l'été. 03/05/1771 » (*) Dom SPIRLET a dit précédemment qu'il avait l'autorisation, qu'est-ce alors ? L'affaire a probablement été résolue et on demande : « je vous envoie mon fondeur pour marquer au votre la mesure des gueuses (*) que M. DUCHATELET veut bien permettre qu'on coule à son fourneau pour la construction du mien ; ne négligez rien qu'elle soit de bon fer (ici fonte) chaud (**) ; il faut y mettre le moins de minette (**) que possible, je vous en paierez telle valeur que vous voudrez (**). 08/07/1771. » (*) Il s'agit des marâtres qui renforcent la maçonnerie dans l'embrasure de coulée. (**) Dom SPIRLET veut de la qualité car ces pièces sont importantes pour la solidité du fourneau, donc il demande de la fonte chaude qui donnera une pièce bien homogène, qu'on évite la minette phosphoreuse qui fragilise la fonte, et il en paie le prix. « Mon fourneau est achevé et prêt à travailler. 24/10/1771. »
La figure ci-dessous montre clairement la disposition des marâtres, et donc à la fois leur importance et le fait qu'elles ont des longueurs variables (c'est pourquoi Dom SPIRLET parle de mesures). On les appelle gueuses car elles sont coulées dans une rigole droite tracée dans le sable comme pour les gueuses qui seront affinées.
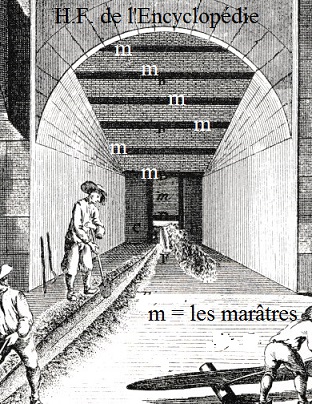
Le fonctionnement. D'après [MY] le fourneau est mis à feu en novembre. Dom SPIRLET exprime à plusieurs reprises sa satisfaction: « mon fourneau va le mieux du monde.22/03/1773... mon fourneau va bien à l'ordinaire. 09/04/1773... notre fourneau va on ne peut mieux, il donne actuellement un fer (ici une fonte) qui s'affine le plus aisément du monde. 23/11/1773. », et cela le rend optimiste pour l'avenir : « j'emploierai tout de suite l'argent qui m'en reviendra à ériger un second fourneau, car j'ai enfin trouvé une façon d'allier (de mélanger) et de travailler (préparer avant enfournement : laver, concasser, etc.) mes mines qui me donnera du fer de la meilleure qualité et c'est ce qui m'encourage à construire un second fourneau , car outre que nous avons des mines en abondance de toute part, il m'en faudra un second pour consommer les bois de mon abbaye trop éloignés de notre fourneau actuel pour y être conduits avec avantage. 27/12/1773. ». Pour l'abbé cette bonne marche est clairement due aux sortes de minerais employées et à la façon dont il les « allie » : Il obtient « du fer (ici fonte) qui s'affine le plus aisément du monde, nous attribuons cela à la mine noire de la Doneuse et au cron (*) dont nous nous servons actuellement au lieu de la castine du Bure. Notre mélange actuel consiste en ¼ de la mine de la Doneuse, ¼ de celle de Bure, ¼ de celle de Grupont et ¼ de celle de Marloie. 23/11/1773... S'il y a de la fine (**) de Forrières on pourra en mettre 4 brouettes et autant de Han, le mélange sera alors de 1/3 de chaque espèce. La pierre calcaire la plus tendre entrera pour 1/7ème, elle rend le laitier liquide et doux. Il faut chercher à se procurer de la minette pour ¼. Les morceaux de mine doivent être réduits à la grosseur d'une noix (***). ». Les quantités de ce dernier mélange sont désignées par un nombre de brouettes ; cette indication signifie qu'il est possible que l'on ait d'abord formé un tas de minerai en déversant successivement un certain nombre de brouettes, le contenu d'une brouette constituant une couche. Dans le cas cité on pouvait ainsi déposer une brouette de mine de Forrières, puis une de Grupont, puis une de Han, puis une de Forrières et ainsi de suite. Les paniers étaient remplis à la pelle en attaquant le tas sur un côté et de cette façon il y avait dans chaque panier un peu de chacun des 3 minerais. Cette méthode peu employée en France au 18ème s. était appelée Möllerung par les Allemands. (*) Terme du nord de la Lorraine, du Luxembourg belge et du Grand Duché ; c'est une sorte de roche calcaire peu utilisable pour la construction (LITTRÉ dit « terre sablonneuse »). (**) Du minerai fin. (***) En métallurgie très tôt, par exemple dans le bas-fourneau à fer romain) le fondeur s'est soucié de la dimension du minerai pour des raisons de tirage (l'air passe d'autant mieux que la charge est plus homogène) et de pénétration du gaz réducteur dans le morceau.
La figure tirée de l'Encyclopédie représente les paniers servant à charger les matières dans le H.F. La ligne du haut les montre en vue cavalière, celle du milieu en vue de côté et celle du bas en plan. Les paniers étaient spécialisés en fonction de la masse volumique des constituants de la charge : ch = panier pour le charbon de bois, c'est le plus grand car ce charbon est relativement léger. ca = panier pour la pierre calcaire (fondant basique), un peu plus petit. M = panier pour le minerai de fer qui est lourd à cause du fer contenu ; il sert aussi pour l'herbue, fondant acide. A = les poignées.
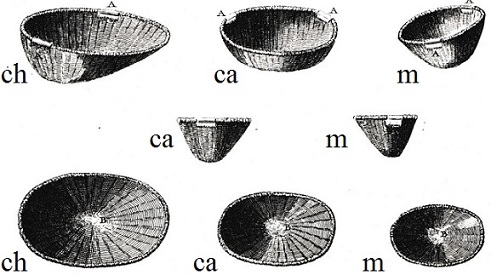
La fonte. La fonte est comptée en nombre de gueuses et il n'est pas facile d'en connaître le poids. On trouve : « mon fourneau continue d'aller très bien vu qu'il me donne deux bonnes gueuses par jour. 16/11/1772... il donne régulièrement 13 gueuses par semaine. 26/12/1772... nos gueuses sont parvenues à 1500 livres (environ 750 kg) et j'espère qu'elles augmenteront. 28/11/1773. » Tout cela ne fait guère une statistique mais si l'on admet deux gueuses par jour on arrive à 750 x2 = 1500 kg/jour ce qui est un bon résultat pour l'époque. Les gueuses vont à l'affinerie où l'on convertit la fonte en fer, Dom SPIRLET nous a dit que cette fonte est facile à affiner ; ce n'est pas toujours le cas : « Un stock de fonte de la valeur de 30000 écus s'est accumulé et personne n'en veut car les gueuses 'sont difficiles à affiner' à cause que le cellerier de l'abbaye, qui dirige le fourneau ne s'embarasse pas de leur qualité. » [MY]. Une partie de la fonte sert à faire « de la marchandise » ; on fabrique de la sorte des marmites à couvercle, des grandes chaudières (pour la cuisson), une petite roue pour la verrerie, des grosses taques (souvent pour le fond de l'âtre des cheminées, un anneau pour le marteau, une grande taque pour la fenderie, des gros marteaux, etc. Ces pièces en fonte sont d'un usage courant ou destinées à un équipement ; on fait venir un fondeur de poterie ou un maître fondeur pour ces moulages spéciaux qui se font près du fourneau ; pour les très grosses pièces (canon, grosse tête de marteau, etc.) on coule la fonte directement du H.F. vers le moule, pour les autres pièces les fondeurs avec une poche puisent la fonte dans l'avant-creuset et vont vider la fonte dans le moule.
La figure tirée de l'Encyclopédie montre le moule « d'une marmite à gros ventre » équipée de 3 pieds et de 2 anses. En 1) vue perspective du moule achevé. P, P, P = les pieds, on a laissé un petit trou dans ce qui constitue le moule de chaque pied pour l'échappement de l'air au fur et à mesure du remplissage par la fonte. J1 et J2 = jets de coulée, c'est par là que l'on verse la fonte ; à la fin de la coulée ils seront pleins de fonte pour former une masselotte, de cette façon on est certain que le moule est bien plein et de plus c'est là que seront concentrés les déchets ou les gouttes de laitier entraînés dans la fonte. Après refroidissement ces jets sont coupés au ras de la paroi de la marmite. LL = ligne qui limite des deux demi-moules qui ont été assemblés après fabrication. En 2) coupe selon LL : XX = arbre en fer qui a permis de faire tourner le noyau quand on l'a préparé, c'est l'axe de révolution de la marmite. T = trousseau en bois fixé à l'arbre en fer. Tout en le faisant tourner on a fixé dessus une natte de paille NN sur laquelle on a déposé de la terre en couches successives, HHHH en marron foncé ; un calibre donne à la terre la forme intérieure de la marmite. OOOO = la chape en rose, en terre également, qui donne la forme extérieure de la marmite. La fonte remplira l'espace blanc entre le marron et le rose. Pour la démonstration on a laissé en place l'axe XX et le trousseau ; ils sont évidemment retirés avant la finition du moule et la partie Z est complétée.
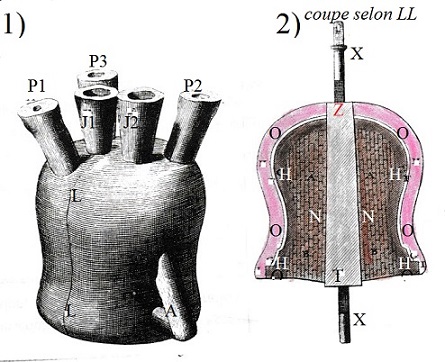
Les canons. « Parmi les fabrications entreprises à cette époque (après 1775) par dom Nicolas, figure celle des canons en fonte. Hélas ! Trompé par des cahiers des charges mal établis et trop peu compétent...dom Nicolas s 'acharne à couler ses canons en une 'fonte extrêmement grise' qui se prête facilement à l'usinage des pièces, mais qui n'a pas des propriétés mécaniques suffisantes pour résister à l'explosion de la poudre. Il aurait dû les couler en une fonte légèrement truitée un plus dure à usiner, mais plus résistante... Aux essais ses canons 'sautent en l'air comme des fougasses'. » [MY]. Cette affaire, qu'il abandonne en 1781, lui a fait perdre confiance dans la qualité de sesminerais ; pour les canons il « se procure à prix d'or aux environs de Liège des minerais imprégnés (*) qui ne pouvaient lui donner de bons canons, alors qu'il avait en Ardenne d'excellents minerais à canons. » [MY]. Et malheurement après l'abandon de la fabrication de canons, il continue à utiliser ces minerais pour la poterie de fonte. (*) Le sens le plus vraisemblable est que ces minerais contenaient des empreintes de fossiles animaux comme certaines roches calcaires.
Ci-dessous, la figure est tirée des Mémoires d'artillerie de SURIREY de SAINT-RÉMY, Paris, 1697. Elle repésente une coupe d'un moule pour canon. Les parties du moule sont en terre soutenue par une natte de paille , comme pour la marmite ci-dessus. La zone marron détermine la forme extérieure du canon et constitue la chape du moule. Cette chape qui doit résister aux efforts provoqués par l'arrivée de la fonte dans le moule , est entourée par des bandelettes de fer régulièrement espacées (voir B) ; en C on distingue un anneau qui ferme le réseau de bandelettes. Le noyau en rose définit la forme intérieure de la pièce. La fonte admise dans le moule par le jet de coulée A et remplit l'espace en blanc. t et t = les tourillons ; bc = le bouton de culasse.
A l'époque de SAINT-RÉMY on coulait les canons à plat et avec un noyau, le canon était donc creux et ave un alésoir on usinait l'âme pour l'amener aux cotes réglementaires. Dans les années 1750, MARITZ mit au point le coulage vertical avec le canon plein (donc sans noyau dans le moule); en partie haute on avait, comme pour la marmite, une masselotte qui assurait une meilleure qualité de moulage. Après découpe de cette masselotte le forage était fait par une machine verticale ; au total le résultat était bien meilleur.
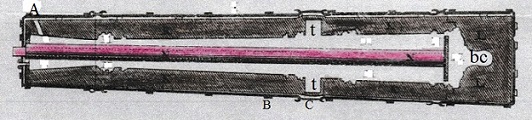
LE PERSONNEL DU H.F.
F. TINCHI donne le détail de l'effectif pour 3 dates en janvier et septembre 1776 et décembre 1777.
Pour ce qui concerne les « ouvriers ordinaires », expression qui désigne le personnel permanent et travaillant sur place, on relève 1 maître fondeur et 1 petit fondeur, chargés de la marche del'appareil ; 2 chargeurs, pour le chargement ; 1 bocteur qui fait marcher le bocard (manque en septembre 1776) ; 2 arqueurs chargés d'éliminer les parties fines du charbon de bois (seulement en semptembre 1776) ; 2 ou 3 laveurs de minerai ; 1 ânier (seulement en janvier 1776) ; 1 goujard qui est un apprenti ou un aide non spécialisé (seulement en septembre 1776) ; 1 manœuvre pour casser la castine (seulement en septembre 1776). Ce tableau étonne 1) par la variation du nombre total selon le mois : 9 en janvier 1776 ; 10 en semptembre 1776 ; 7 en décembre 1777 ; 2) par la dispersion des métiers : seul le groupe du fourneau ne change pas (avec 4 personnes), alors que par exemple il est illogique d'avoir des personnes pour préparer le charbon de bois et la castine en septembre 1776 et pas pendant les deux autres mois. L'explication vient peut-être que, à part pour la marche et le chargement du fourneau, les autres ouvriers sont plus ou moins interchangeables malgré une appellation de sp; quant au total il est probablement variable (ici de 7 à 10) en fonction de l'actinité du H.F.
L'autre catégorie regroupe les « ouvriers extraordinaires », c.-à-d. le personnel variable en fonction de l'activité et des saisons et qui travaille à l'extérieur de l'usine à fonte. Il s'agit des voituriers (28 à 35) selon les mois et de mineurs (3 à 6). Le nombre de charbonniers, qui fabriquent le charbon de bois, n'est pas indiqué car ils sont « sous contrat », c.-à-d. payés en fonction des livraisons de charbon ; il n'est pas question de bûcherons de toutes façons ils sont eux aussi payés à la tâche.
On retrouve ici le personnel du fourneau classique du 18ème s. avec peu de monde pour faire marcher l'appareil mais beaucoup pour l'alimenter en combustible et en minerai de fer. Par ailleurs nous avons vu ci-dessus que le cellerier, dont le rôle est de veiller à l'alimentation des personnes présentes à l'abbaye, « dirige » le H.F. ; les déclarations de dom SPIRLET semblaient pourtant montrer qu'il en faisait une affaire personnelle. Tout ne va pas toujours bien avec le personnel : « le maître-fondeur disparaît laissant là l'ouvrage. » [MY]. Il est vrai que ces bons spécialistes étaient très recherchés et ils étaient facilement débauchés par les concurrents.
LA FIN.
Dans les années 1790, les erreurs techniques et commerciales ont ruiné l'abbaye et avec la Révolution et l'arrivée des Français ce sera la fin du rôle de l'abbaye.
Vue du fourneau actuel d'après www.wikiwand.de. Au premier plan la halle de coulée avec derrière la masse du H.F.
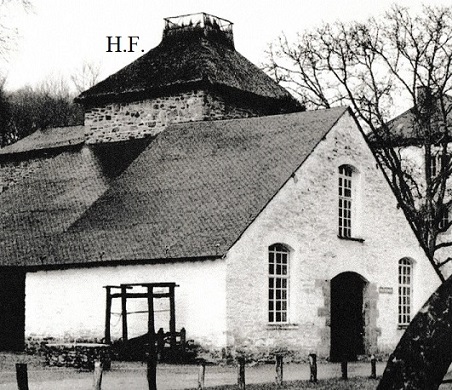
mise à jour du chapitre : 26/12/2015.
En Chine, entre le 10ème et le 17ème s., pour éviter d'avoir à construire une structure importante pour les maintenir, on a construit des H.Fx directement dans une colline.
La figure montre un schéma d'un H.F. de Dongchuan, Acheng, Heilongjiang -province du nord-est de la Chine, limitrophe avec la Sibérie- (# 1 m = échelle approximative). Dans une région de loess L, terrain plutôt meuble et donc facile à creuser, "au-dessus d'une falaise verticale de hauteur modeste (sol = niveau du sol), on creusait un puits P de 2 à 3 m de profondeur (G = ouverture du puits, c'est le gueulard). Depuis le côté de la colline, on creusait jusqu'au puits un tunnel horizontal TH que l'on renforçait avec des dalles de granite. Le tout était garni de petites pierres jointoyées avec de l'argile, puis on appliquait une couche lisse d'argile réfractaire. Souvent un autre tunnel T était creusé en dessous, probablement pour évacuer la chaleur de façon à éviter la fissuration du fond du puits.. On suppose qu'à l'endroit où le tunnel atteignait le puits ce dernier était complété par un mur de pierre M qui comportait des trous pour le soufflage et l'évacuation de la fonte et du laitier (*).» [DW] (*) C'est le même arrangement que celui du haut fourneau bergamasque (voir dans Haut fourneau ou H.F., le chapitre 22-Des apparentés au H.F./ II-Le Haut fourneau bergamasque) où l'on avait sur la même face le soufflage et la coulée ; l'arrière de ce fourneau s'appuyant sur le côté d'une falaise la disposition générale était donc proche de celle du H.F. chinois.
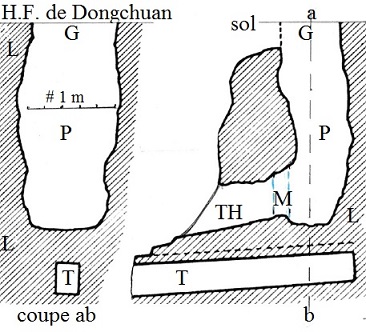
. La photo montre 2 H.Fx accolés, en G les gueulards et sur l'appareil de droite on voit une partie du tunnel TH et dans le tunnel en M ce qui semble rester du mur où se trouvaient le soufflage et la coulée.
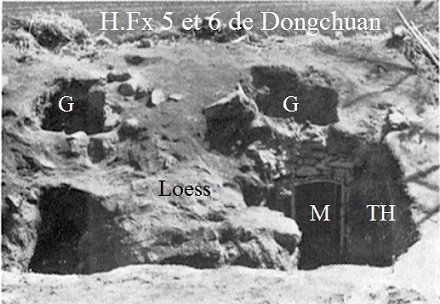
« Sur un site d'usines à fer près de Anyang, Henan, que l'on croît avoir été utilisées à partir de la période Song (début en 1279) jusqu'à la période Ming (fin en 1644), on a mis au jour 3 H.Fx beaucoup plus grands. Ils ont 2,4 à 4 m de diamètre et la hauteur restante, incomplète, est de 4 m." [DW]
[DW], le schéma et la photo sont tirés de Blast furnaces in Song-Juan China, par Donald B. WAGNER. East Asia science, technology and medecine. 20/03/2001
a-HAUT FOURNEAU FORMÉ DANS UNE FALAISE.
Vers 1782, on construit dans le Clackmannashire, Écosse, deux H.Fx des Devon Ironworks ; ils sont décrits ainsi en 1792 : « Une falaise abrupte s'élève à plus de 9 m au-dessus du niveau de la rivière; elle se compose d'une couche épaisse de pierre à chaux, très sèche, de structure uniforme et presque dépourvue de fissures... Les différentes parties de l'usine ont été formées dans ce massif à l'aide d'excavations faites dans la roche, Les deux H.Fx qui ont chacun 12,2 m de hauteur totale et 4,27 m de diamètre au ventre et également les voûtes spacieuses par lesquelles les ouvriers ont accès à la base du fourneau (*) pour la coulée du métal et du laitier, ont été creusés dans la roche. Le toit qui couvre la halle de coulée... est supporté par les côtés de la carrière et de solides piliers de pierre qui ont été laissés dans ce but quand on a fait l'excavation. De la même façon (on a fait) la salle de la machine qui fournit le vent aux fourneaux (en le jetant)... dans une longue galerie, grande cavité formée dans la roche. (Ainsi formé) le réservoir à vent peut contenir 280 m3 de vent comprimé... La galerie est très bien fermée et étanche, ayant seulement deux ouvertures, l'une pour recevoir le vent de la soufflante et l'autre pour un tuyau qui conduit l'air comprimé aux deux fourneaux. ” [HM] p.60/61. Le H.F. a fonctionné jusque 1858. (*) Ce détail indique que le vide du fourneau se trouvait dans le massif de pierre à chaux comme le H.F. chinois l'était dans le loess (voir I ci-dessus).
b-FOURNEAU CREUSÉ DANS UNE FALAISE
« R. DEERING, David et John TRIMBLE construisirent en 1817 ou 1818, un des premiers fourneaux dans le district (de Hanging Rock, Kentucky). On le nomma Argillite ; il se trouvait dans le comté de Greenup... sur la rive gauche de la rivière Little Sandy. Le H.F. qui avait 8,54 m de hauteur totale et 1,83 m de diamètre au ventre, a été creusé dans la falaise d'ardoise noire -d'où le nom Argillite (*). 'Ce n'était pas une structure, mais une excavation dans l'ardoise solide de la falaise, une voûte ayant été creusée pour y accéder (**) ' Ce fourneau ne fonctionna que quelques années et il fut abandonné parce que la production était trop faible.” [HM] p.285. (*) D'après argilite, terme qui désigne une roche sédimentaire à grains très fins, et peu perméable. Wikipedia. (**) Ce détail indique que le vide du fourneau se trouvait dans le massif d'ardoise comme le H.F. chinois l'était dans le loess (voir I ci-dessus).
[HM] SWANK James-M. History of the manufacture of iron in all ages; and particularly in the United States fromm colonial times to 1891. The American Iron and Steel Association. 1892.
c-UN CAS LITIGIEUX.
En 1966, on écrivait dans l'ouvrage intitulé A guide to the old stone blast furnaces in western Pennsylvania p.285 : « Le fourneau Lawrence (dans le comté de Lawrence) est, du point de vue de construction, l'un des plus intéressants de l'ouest de la Pennsylvanie. Il a été construit dans une falaise. Un puits a été creusé au sommet de la falaise dans le massif rocheux et un trou a été percé en bas dans la face de la falaise. L'intérieur a été garni de briques réfractaires... Le gueulard est juste un trou dans le sol à 3 ou 4 m du bord de la falaise. Il y a une chute d'eau de 6 m dans le ruisseau près du fourneau. »
Le 20/01/2010, R. PARKS annonce sur www.t2parks.net qu'il y a eu une confusion et que le fourneau décrit ci-dessus est de fait un four à chaux ; le site du fourneau Lawrence se trouvant à environ 600 m du four. La photo du même auteur montre que le bas du four est en bon état, sans corrosion ; ce ne peut être le creuset d'un H.F., l'hypothèse du four à chaux se confirme.

chapitre mis à jour le 03/02/2015.
Formation en grec, du verbe plassein, former. Le plasma est un gaz ionisé, c.-à-d. dont certains ou tous les atomes ont perdu un ou plusieurs électrons, devenant ainsi des ions. Cette ionisation peut se produire soit en portant le gaz à une température élevée, soit en le soumettant à un champ électrique puissant. Le plasma peut subir une ionisation progressive et l'on mesure l'état de celle-ci par le rapport Ne/(Ne + N) où Ne est le nombre de particules ionisées et N le nombre de particules neutres ; le maximum d'ionisation est atteint quand N = 0 avec le rapport égal à 1 : on est alors dans une zone de températures extrêment élevées (1 à 10 millions de °K), c'est en particulier le cas du soleil. Le plasma ainsi formé est donc généralement un mélange (certains disent une soupe) de particules neutres (atomes, molécules ou radicaux non ionisés) d'ions et d'électrons libres ; il a certaines caractéristiques d'un gaz (augmentation de la viscosité avec la température) et d'autres qui sont différentes (il est conducteur de l'électricité alors qu'un gaz ne l'est pas).
UN EXEMPLE : L'HYDROGÈNE.
Pour l'hydrogène, l'ionisation complète d'un atome consiste en la séparation du noyau qui devient un ion positif et du seul électron qui est négatif ; l'énergie nécessaire dite énergie d'ionisation est de 313 kcal par atome-gramme ou mole, soit puisqu'une mole d'hydrogène pèse 1 gramme, 313 kcal ou 1,3 MJ/gramme. En matière de plasma on préfère parfois parler du potentiel d'ionisationde l'atome exprimé en Volts; il est relié à l'énergie par la formule : Potentiel = Énergie/ 23,05 = 13,6 Volts pour l'hydrogène. D'après NEKRASSOV. Chimie minérale. p.101 et 103. C'est une énergie importante puisqu'elle correspond -pour un gramme- à l'élévation de 3,13 litres d'eau de 0 à 100 °C.
L'ÉTENDUE DES PLASMAS.
Ci-dessous un graphique tirée de gargantua.polytechnique.fr. En abscisse le nombre de particules (voir la « soupe » ci-dessus) par m3 ; en ordonnée la température en ° K (c.-à-d. °C + 273) .
PAS DE PLASMA = dans cette région en grisé au coin à droite, zone où les solides, liquides et gaz sont trop concentrés et pas assez chauds pour former un plasma. Les lettres en italiques correspondent à des objets non représentés. Les plasmas dont on parlera ensuite seront dans la gamme de températures de 3 à 4000 °K, c.-à-d. en dessous de l'inscription « flammes ».
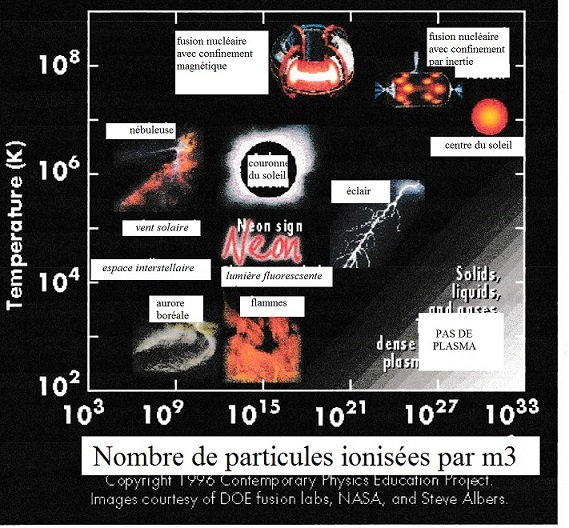
Dans un article de la Revue de Métallurgie de novembre 1983, J.-A. MICHARD et autres énuméraient les points pour lesquels on trouverait intérêt à consommer « massivement » de l'électricité au H.F. : - la surchauffe du vent en aval des appareils à vent chaud, l'injection de gaz réducteur à très haute température, le remplacement d'injection de combustibles fossiles par des gaz oxydés surchauffés et le recyclage du gaz de gueulard après décarbonatation. Dans tous les cas c'est au plasma ou plutôt à la torche à plasma qu'ils faisaient appel puisque c'est «un moyen de production de chaleur à partir de l'électricité ». On va voir que les expériences concrètes qui ont été faites correspondaient au premier de ces objectifs, mais il y avait une condition supplémentaire, à savoir que le coût de l'électricité soit assez bas pour assurer une rentabilité à l'opération. En particulier cela supposait que l'on puisse obtenir d'EDF, alors seul fournisseur, l'assurance d'un prix fixe pendant une durée assez longue.
LA SURCHAUFFE DU VENT.
L'évolution du H.F. à partir des années 1950 (voir dans Haut fourneau ou H.F.-bis le chapitre 2a-Le grand développement/le vent) a conduit à l'élévation de la température du vent jusqu'à un standard d'au moins 1200 °C ; les résultats obtenus en ont largement montré l'intérêt. Or dans les années 1970/1980 pour un certain nombre de H.Fx la température de vent était encore de 1000 à 1100 °C, et la seule possibilité d'augmentation était de remplacer à grands frais les appareils à vent chaud, autant dire que c'était impossible compte tenu de l'obsolescence plus ou moins avancée des H.Fx dont il réchauffaient le vent. Dans ce cas, il y avait avec la torche à plasma un moyen d'augmenter la température de vent de façon beaucoup moins coûteuse. Quant aux H.Fx modernes, la surchauffe du vent permettait une opération un peu plus complexe, à savoir 1° diminuer volontairement la température de vent (vers 1100 °C par exemple), ce qui permettait de ménager les appareils à vent chaud (voir la corrosion dans le même chapitre ci-dessus) et de réduire, voire de supprimer, le gaz riche mêlé au gaz de H.F. (et donc d'utiliser le gaz riche ailleurs avec une meilleure rentabilité), et 2° de compléter le chauffage du vent avec des torches à plasma et ainsi de revenir à la température antérieure. Ainsi était-il justifié d'essayer la surchauffe du vent.
La possibilité théorique et le matériel.
On a vu que la formation du plasma exigeait une dépense d'énergie ; cette énergie reste concentrée dans le plasma sous forme d'énergie latente qui se libère lors de l'utilisation du plasma que ce soit pour chauffer le vent ou pour faire fonctionner un tube au néon. Le cas extrême de l'hydrogène complètement ionisé a été exposé supra, qu'en est-il pour le vent, c.-à-d. l'air, qui va prendre la forme d'un plasma ? L'énergie emmagasinée dépend évidemment des conditions de formation du plasma d'où la fourchette donnée par MICHARD (d'ailleurs pour différents gaz) : 4 à 6 kWh/m3 de gaz (ou 14,4 à 21,6 MJ/m3) et l'information donnée par l'ADEME (plaquette sur le four à plasma, sept. 1986) pour l'air : 5 kWh/m3 ou 18 MJ/m3. Ces valeurs sont à comparer à la chaleur contenue dans un vent « normal » chauffé à 1200 °C dans les appareils à vent chaud : 1,9 MJ/m3. On voit là tout ce que peut apporter la torche à plasma.
1ère figure ; torche à plasma fabriquée par l'AEROSPATIALE est extraite de MICHARD p.861, qui donne la description du fonctionnement : « Les électrodes sont deux tubes de cuivre alignés et séparés par des orifices d'injection de gaz (de l'air dans le cas de la surchauffe du vent). L'arc qui se développe entre les deux électrodes est étiré par le gaz et mis en rotation sous l'action d'un champ magnétique créé par des bobines concentriques aux électrodes. Un refroidissement par lames d'eau protège les électrodes» On remarque les entrées et sorties d'eau et l'électrode d'amorçage.Le plasma sort vers la droite.
2ème figure : La torche à plasma est fixée sur un busillon de telle façon que le plasma est mêlé au vent le plus près possible de la tuyère. Ici une torche Westinghouse MarK 31sur un H.F. de Cockerill à Seraing.
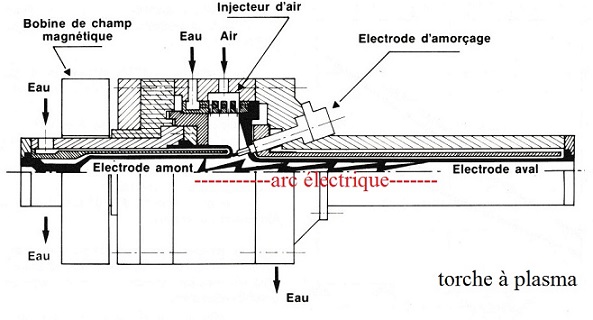
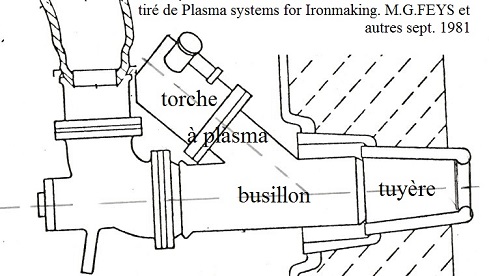
L'expérience de la S.F.P.O. à Outreau.
La S.F.P.O. fabriquait du ferromanganèse au H.F. D'après TROOST (Traité élémentaire de Chimie 1897.Les métaux p.190), le manganèse se trouve dans la nature dans différents minéraux qui diffèrent par l'oxyde qu'il contiennent d'après : la braunite (Mn2O3), l'acerdèse (braunite hydratée), l'haussmanite (Mn3O4) et la pyrolusite (MnO2). Au H.F., entre le gueulard et le niveau où la température atteint 1100 à 1200 °C, ces minéraux subissent tous une première réduction avec le départ d'une partir de leur oxygène : au delà de 1200 °C tout le manganèse se trouve sous la forme de MnO (protoxyde de manganèse ou oxyde manganeux ou oxyde de manganèse II). Ce corps est réduit en manganèse selon la réaction MnO + C → Mn + CO ; cette réaction directe (par le carbone) ne se déclenche qu'à une température de l'ordre de 1300 °C et est fortement endothermique ; elle consomme en effet 282,4 kJ/par mole de MnO alors que dans le H.F. à fonte la réduction directe de la wüstite (que les haut-fournistes considèrent déjà comme très coûteuse), consomme 155 kJ/mole de wüstite (FeO1,056). Dans cette deuxième étape de la réduction il faut donc apporter beaucoup de chaleur à un niveau de température élevée ; ce double objectif peut être atteint en soufflant du vent à la température la plus élevée possible ce qui augmente l'apport de chaleur et accroît la température de flamme.
A la S.F.P.O. la température de vent tournait autour de 1100 °C et l'investissement dans de nouveaux appareils à vent chaud était hors de portée, de plus une partie du gaz de H.F. alimentait une centrale électrique, la surchauffe du vent par torches à plasma était une option. De 1984 à1988 on a équipé le H.F.7 (diamètre de creuset 4,5 m ; volume utile 810 m3 ; 9 tuyères) de 8 torches à plasma, une tuyère n'étant pas concernée. On retient de cette expérience qu'il y a eu des mises au point, j'en retiens la nécessité : 1) pour ménager la torche, de filtrer avec soin l'air qu'on y injecte et d'en éliminer l'huile (venant du compresseur) ; 2) pour améliorer le rendement du plasma, de rechercher à limiter les pertes thermiques dans le busillon et la tuyère en choisissant des produits réfractaires mieux adaptés et en adaptant le point d'injection du plasma ; 3) pour adapter la marche du H.F. à des températures de vent plus élevées, d'améliorer la surveillance par une meilleure instrumentation avec le développement du traitement des informations.
Les résultats : Puissance des torches installées : 8x1,5 = 12 MW, puissance moyenne utilisée = 10,5 MW. Consommation électrique utile : 500 Kwh (ou 1,8 MJ) par t de ferromanganèse. Gain de consommation de coke : 170 kg/t de ferromanganèse. Rendement du système (torche et environnement) après mises au point : 73 %. Équivalence électricité/coke : 3 kWh (ou 10,8 kJ) remplacent 1 kg de coke. Équivalence température du vent/coke : une augmentation de 100 °C amène une diminution de consommation de coke de 52 kg/t de ferromanganèse, d'où l'on déduit que la température du vent a augmenté de 170x10:52 = 327 °C et a donc atteint un niveau de l'ordre de 1430 °C (impossible à atteindre avec les seuls appareils à vent chaud). Production en 1987 (on n'utilise pas le plasma de novembre à janvier, période où le prix de l'électricité est elevé) : période avec plasma 373 t/jour ; période sans plasma 321 t/jour.
Sources : Commission fonte 1988 et Journées A.T.S. Décembre 1988. Figure : Marche saisonnière (pas de plasma l'hiver). Électricité = gros trait, la courbe donne la valeur absolue de la consommation . Coke = la courbe donne la variation de la consommation en + ou -.
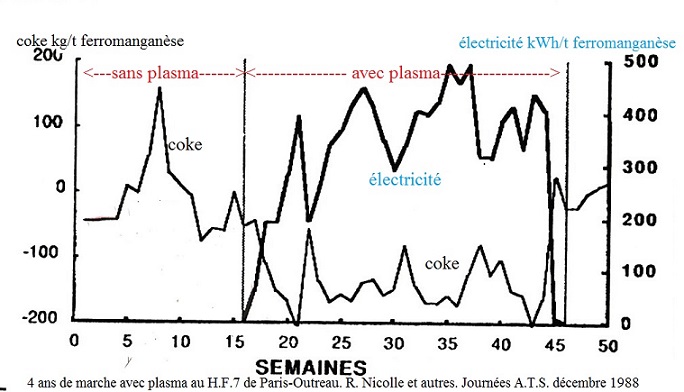
L'expérience d'Uckange.
Pour comprendre l'intérêt de cette expérience il faut revenir à la notion de température de flamme(voir dans Haut fourneau ou H.F.-bis le chapitre 2-a Le Grand développement/le vent) c.-à-d. la température au nez de la tuyère. Quand la marche du H.F. est stabilisée on cherche à ce que cette température reste à peu près constante ; par ailleurs on sait qu'elle augmente quand la température du vent ou le pourcentage d'oxygène dans le vent augmente et que, d'une façon générale, elle diminue quand on injecte un combustible auxiliaire dans la tuyère : il y a donc là une possibilité d'équilibre si l'on souhaite modifier un de ces deux paramètres. A Uckange, compte tenu de appareils à vent chaud existants et avec un enrichissement du vent en oxygène on injectait aux tuyères environ 80 kg/t de fonte de charbon pulvérisé. Etant donné l'avantage apporté par le charbon il fut envisagé d'augmenter l'injection en équilibrant la température de flamme avec une surchauffe du vent à l'aide du plasma. En 1988 et 1989 on installa donc des torches à plasma sur les tuyères n°2, 4, 6, 9, 11 et 13 du H.F.1 (14 tuyères au total) avec l'équipement nécessaire pour contrôler la consommation de charbon des tuyères de façon à apprécier les différences entre celles qui avaient une torche et les autres. On a ainsi obtenu les valeurs suivantes pour des températures de flamme égales autant qu'il se pouvait : avec plasma 170 à 210 g de charbon/m3 de vent ; sans plasma 80 g de charbon/m3 de vent. Les résultats globaux, toutes tuyères confondues, s'expriment ainsi :
…....................................sans plasma.......plasma 1........plasma 2
Température du vent °C......1137...............1294...............1307
Température de flame °C....2252...............2250...............2227
Production/jour t fonte........1869...............1993...............2045
Charbon kg/t fonte...............78,9...............106,0.............121,9
Électricité kWh/t fonte...........0.................# 110.............# 115
Oxygène m3/t fonte..............13,6.................1,5.................1,3
Coke kg/t fonte................ ….383.................343................329
L'action combinée d'une augmentation de la température de vent (grâce au plasma) et de l'injection de charbon pulvérisé est très bénéfique pour la consommation de coke qui diminue. L'augmentation de température de vent a permis de quasiment supprimer l'enrichissement en oxygène ce qui est bien sûr un bénéfice. La production a été volontairement augmentée pendant les essais, on peut cependant noter que cela n'a pas provoqué d'augmentation de la consommation totale de combustible comme cela aurait pu être le cas dans d'autres conditions.
Le revers de la médaille. La contrainte de maintenir la température de flamme constante est particulèrement prégnante d'où une remarque : « Les difficultés rencontrées montrent la complexité de la marche simultanée de 3 process -H.F., plasma, charbon-. Approvisionnement en charbon insuffisant. In jection de charbon impossible sur une tuyère -canne bouchée-. Incidents de marche du H.F. -ralentissement...- Ajustement de la qualité de la fonte.»
Source : Utililisation de torches à plasma pour l'injection massive de charbon au h.F. M. TEMOIN. Commission fonte 1990.
LES INJECTIONS AU HAUT FOURNEAU.
Gaz. Le procédé Pirogas (Plasma injection of reducing overheated gas) consiste à former le plasma dans une torche à plasma à partir d'un gaz réducteur et d'air et d'injecter ce plasma dans le busillon comme on l'a vu ci-dessus. Ce procédé inventé par le C.R.M. de Liège permet d'injecter différents gaz ; les premiers essais ont porté sur le gaz naturel, mais on peut le gaz de cokerie ou un mélange de gaz de cokerie et de gaz de H.F., etc. Dans ce cadre, d'après l'IRSID, on peut envisager le recyclage aux tuyères du gaz du gueulard ce conduit à une consommation de coke théorique de 225 kg/t de fonte contre une référence de 440 kg/t de fonte en 1983.
Injections diverses. Le procédé P.T.M. (Plasma, Tuyère, Minerai) proposé par l'IRSID, consiste à injecter du minerai de fer aux tuyères dans le but de diminuer la teneur en silicium de la fonte, comme l'ont montré des essais faits au H.F.2 de Dunkerque et au H.F.1 de Fos, l'objectif final étant de soulager à l'aciérie le travail du connvertisseur. Partant de là on peut envisager une injection de minerai bien plus importante que les besoins nécessaires pour atteindre cet objectif et, comme le dit Y. de LASSAT de PRESSIGNY, remplacer une partie de l'oxygène du vent par l'oxygène « solide » du minerai ; on diminue alors la quantité de chaleur apportée par le vent que l'on compense par une surchauffe avec une torche à plasma. Information et figure tirées du document IRSID : Le procédé PTM un nouveau procédé d'élaboration de la fonte au H.F. 1988.
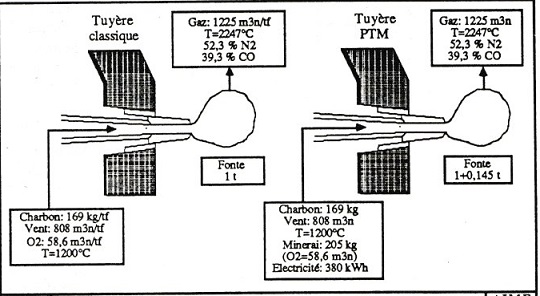
On considère ici la production de fonte dans un appareil autre que le H.F. mais qu'on n'appellera pas H.F., ce qui est assez contradictoire avec la définition du H.F. à laquelle j'étais arrivé dans Haut fourneau ou H.F., chapitre 2. C'est qu'intervient ici la torche à plasma et il paraît inaproprié d'appeler H.F. un appareil dont une bonne partie de l'énergie qu'il consomme vient de cette torche. Certains parlent alors de fusion directe du minerai de fer ; je réfute cette expression comme je l'ai fait ci-dessus avec fabrication directe pour réserver le terme direct à la filière minerai/métal malléable. Le procédé PLASMASMELT dont il est question a été mis au point par la société SKF ; il consiste en une réduction en deux temps. Du minerai fin est d'abord préréduit en lit fluidisé dans deux réacteurs successifs jusqu'à tenir 50 à 60 % de fer sous forme métallique ; le minerai ainsi préréduit est ensuite envoyé dans le réacteur final plein de coke où la réduction est achevée et le métal fondu. Le gaz produit dans ce dernier four est récupéré c'est le gaz 1 (jaune) qui est pratiquement composé de seulement du monoxyde de carbone et de l'hydrogène. Une partie de ce gaz sert à la préréduction ; il devient le gaz 4, vert. L'autre partie est comprimée et est divisée en deux. Le gaz 2 entraîne jusque dans la tuyère le flux qui sert à régler l'analyse du laitier et le minerai préréduit. Le gaz 3 est dirigé vers la torche à plasma où il est ionisé. Du charbon pultvérisé (bleu) est injecté dans la tuyère en même temps que le minerai préréduit. Le coke enfourné par ce qu'on peut appeler le gueulard sert à former une zone de combustion perméable, à protéger la paroi du réacteur (où on atteint 2100 à 3000 °C) et à fournir le carbone de la fonte qui a une analyse comparable à celle du H.F. Informations et figure tirées de Journal of Metals février 1984 p.51 et 52.
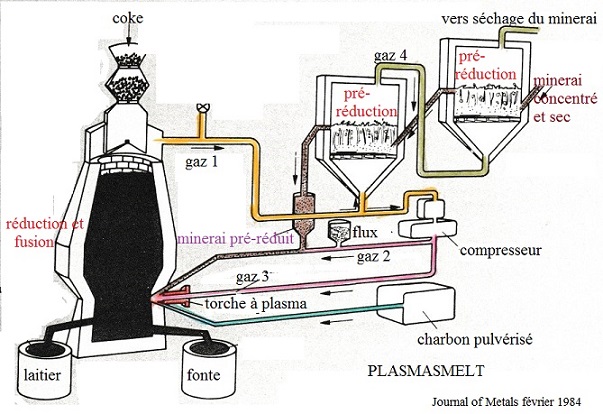
«Demain grâce à la fusion thermonucléaire, l'humanité pourra disposer d'un H.F. nucléaire : la torche à plasma. Il s'agit d'injecter dans le jet d'un plasma issu d'un réacteur à fusion, et donc à des températures dépassant 100 millions de degrés , des morceaux de produit à découper -minerais, etc.- qui se sublimeront instantanément pour se mêler au plasma. Et comme le jet est entièrement ionisé, il suffit de la faire passer quelques mètres plus loin entre deux longues plaques aimantées pour le décomposer entre ses composants élémentaires. Les atomes légers comme l'aluminium et l'oxygène seront fortement déviés par le champ magnétique et ceux plus lourds comme le plomb ou l'or le seront plus légèrement. Un tablier situé dans une chambre à vide et divisée en plusieurs cases récupère les atomes et fait tomber leur température jusqu'à l'état solide.»www.karelvereycken.fr/et-lhomme-crea-lacier/ 2013.
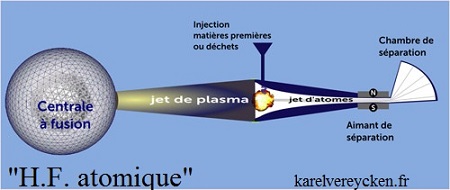
On vient de voir l'intérêt technique apporté par l'utilisation du plasma ; qu'en est-il du développement ?
AU H.F.
Le premier point, et il est essentiel, est le prix de l'électricité, et c'est certainement là que réside le fait qu'à ma connaissance, il n'y a pas d'usage industriel de plasma au H.F. Concernant la possibilité d'augmenter la quantité de charbon injecté aux tuyères, on écrit : «Le travail fait à Uckange a démontré l'emploi de températures de vent plus élevées en le surchauffant à l'aide de l'électricité,et de la torche à plasma. Cela n'est possible économiquement que dans les régions où l'électricité est bon marché, comme en France (*) où l'on produit de l'électricité à grande échelle avec le nucléaire. Au Royaume-Uni et dans la plupart des pays de la Communauté européenne qui produisent l'électricité à partir de combustibles fossiles, le prix de l'électricité prohibe l'utilisation du plasma pour chauffer le vent dans le but d'augmenter la consommation de charbon injecté. »CAMPBELL et autres. Oxy-coal injection at Cleveland Ironworks. Septembre 1991. (*) L'avantage apporté par le prix de l'électricité nucléaire est certainement moindre en 2015.
AU H.F.
Le premier point, et il est essentiel, est le prix de l'électricité, et c'est certainement là que réside le fait qu'à ma connaissance, il n'y a pas d'usage industriel de plasma au H.F. Concernant la possibilité d'augmenter la quantité de charbon injecté aux tuyères, on écrit : «Le travail fait à Uckange a démontré l'emploi de températures de vent plus élevées en le surchauffant à l'aide de l'électricité,et de la torche à plasma. Cela n'est possible économiquement que dans les régions où l'électricité est bon marché, comme en France (*) où l'on produit de l'électricité à grande échelle avec le nucléaire. Au Royaume-Uni et dans la plupart des pays de la Communauté européenne qui produisent l'électricité à partir de combustibles fossiles, le prix de l'électricité prohibe l'utilisation du plasma pour chauffer le vent dans le but d'augmenter la consommation de charbon injecté. »CAMPBELL et autres. Oxy-coal injection at Cleveland Ironworks. Septembre 1991. (*) L'avantage apporté par le prix de l'électricité nucléaire est certainement moindre en 2015.
Au-delà de cet aspect primordial, n'y a-t-il pas autre chose ? 1) Les essais d'Uckange, plus semble-t-il que ceux de la S.F.P.O., ont montré qu'on était encore assez loin d'un bon rendement de l'ensemble torche à plasma/H.F. Il est toutefois probable que d'autres essais permettraient d'améliorer de rendement par des modifications techniques. 2) Un point qui, je pense, n'a pas été soulevé est l'encombrement autour du busillon ; à Dunkerque sur chaque busillon on a installé deux cannes d'injection de charbon pulvérisé, la mise en place, en plus, d'une torche à plasma me semble être une difficulté non négligeable compte tenu en particulier du peu d'espace entre tuyères sur les très gros H.Fx. 3) Cette difficulté, qui pourra être minimiser par certains, m'amène à ce qu'on a dit à Uckange, à savoir qu'on avait à gérer 3 procédés : le H.F., l'injection de charbon, la torche et que la gestion peut en devenir problématique en cas de crise. Le système d'injection de charbon est devenu très fiable ; il est certain que la torche à plasma peut l'être aussi (voir la S.F.P.O.) il n'empêche qu'un arrêt d'injection de charbon revient à priver le H.F. d'une partie importante de son combustible et qu'il faut employer une procédure dès que cela arrive, d'autant plus rapidement et d'autant plus strictement que la quantité de charbon est plus élevée ; il faut faire de même dans le cas d'une panne de l'injection de plasma, en modulant l'action en fonction du nombre de torches en panne.
LA FAMILLE PLASMASMELT.
On a vu que le Plasmasmelt de la société S.K.F était une vraie alternative au H.F. pour la production de fonte. Ce procédé a certains avantages par rapport au H.F. : 1) Il utilise du minerai de fer sous forme de fines et c'est sous cette forme qu'on le trouve en plus grande quantité, d'où la nécessité pour le H.F. de disposer d'une agglomération ou d'un bouletage du minerai ; ce qui n'est pas nécessaire pour le Plasmasmelt. 2) Il utilise très peu de coke et étant donné l'usage de celui-ci ce peut être un coke de qualité inférieure, peu coûteux. 3) En fonction des prix relatifs de l'électricité pour le plasma et du charbon pulvérisé, on peut augmenter la part de l'un ou de l'autre pour optimiser le coût global compte tenu que le gaz produit est d'autant plus riche qu'il y a plus de charbon injecté ; le Plasmasmelt présente donc une certaine souplesse. 4) On peut aussi jouer sur la teneur en fer métallique du minerai préréduit, qui a une incidence sur le besoin en charbon. 5) Dans Plasma systems for ironmaking (M.G. KEY et autres, 1981), on cite une étude comparant le prix de revient d'une t de fonte ; il donne un avantage de 34,6 $/t (ou 19,4 %) à un Plasmared de 250 kt/an comparé à un H.F. de 2 Mt/an ; le calcul prend en compte l'amortissement qui est plus favorable de 2,2 $/t pour Plasmasmelt. Les conditions de calcul sont, comme toujours discutable : SK.F. de son côté et seulement pour les frais de fabrication, donne un avantage de 16 % à son procédé. Vers 1990, on a mis en route une installation pilote de 50 kt/an ; je n'ai pas d'informations plus récentes.
Les frères. SKF a créé une famille d'appareils apparentés au Plasmasmelt, qui, commu lui utilisent un fourneau dans lequel on injecte aux tuyères le plasma, le produit à traiter et un combustible ; comme lui, ils produisent une « fonte » et un laitier. Le Plasmachrome produit du ferro-chrome liquide par réduction/fusion de la chromite FeCR2O4 qui est le minerai de chrome habituel ; une usine a été mise en route à Malmöe en 1985 d'après ASTIER. Dans le cas du Plasmadust, le produit à traiter est de façon générique de la « poussière (dust en anglais) » mais pratiquement ce procédé vise le traitement des poussières d'aciérie dans le but d'en récupérer le zinc et le plomb ; ces deux métaux sortent avec le gaz en haut du fourneau et on les recueille après condensation. La fonte est de compositions diverses. Un Plasmadust, qui produit 75 kt de fonte par an, est en route à Landskrona, Suède, depuis 1984, d'après ASTIER.
Un cousin. Il s'agit de Plasmared également créé par S.K.F. dans le but de fabriquer du minerai préréduit à forte teneur en métal, c.-à-d. que l'on est là dans un procédé direct. La cuve du fourneau reçoit le minerai de fer par le gueulard comme dans le H.F. mais on n'utilise pas de coke. Le combustible est injecté dans un réacteur à plasma qui le gazéifie à environ 4000°K et le gaz formé ainsi est envoyé dans le fourneau où il réduit le le minerai de fer. Le combustible utilisable peut être du gaz naturel, du gaz de pétrole, du fuel ou du charbon pulvérisé. Le produit est une éponge de fer ou une briquette de préréduit. Un pilote de 50 kt/an a été mis en route à Hofors, Suède, en 1981. En 2012 on signale que malgré une consommation en énergie totale assez faible le procédé ne s'est pas développé à cause du prix de l'électricité.
mise à jour du chapitre : 04/03/2016.
Obsolescence :« Évolution tendant à rendre -quelque chose- périmé. Economie : Diminution de la valeur d'usage d'un bien de production due non à l'usure matérielle mais au progrès technique ou à l'apparition de produits nouveaux. Etymologie : Emprunt à l'anglais obsolescence formé sur le participe présent du latin obsoloscere (tomber en désuétude, sortir de l'usage, perdre de sa force ; GAFFIOT). » Trésor de la Langue française = TLF
Obsolescent/nte : « Qui tend à devenir périmé. » TLF
Obsolète : «vieilli. Qui n'est plus en usage, tombé en désuétude. » TLF
- « Imaginons qu'à partir de la 8ème année (*) de son fonctionnement, le H.F. soit en fait rendu inutilisable parce que des progrès techniques intervenus entre-temps dans la fabrication des H.Fx ont permis d'abaisser le prix de la fonte à un niveau qui rendrait désormais invendable la fonte fabriquée par l'ancien procédé. On dit que le H.F. en question est atteint par l'obsolescence. »POULON Frédéric. Economie générale. Manuel. 7ème édition. Dunod. 2011. p.59. (*) Le durée de vie 'normale' du H.F. est supposée être 10 ans. Bonne démonstration mais dans la réalité, l'obsolescence d'un H.F. apparaît progressivement par l'inadéquation grandissante de telle ou telle annexe (par exemple les appareils à vent chaud qui n'ont pas la capacité suffisante pour délivrer du vent à un niveau de température plus élevé et qui est devenu la norme). Selon la conception à l'origine de l'annexe en cause, on peut parfois y remédier, mais ce n'est pas toujours possible, et il arrive un moment où l'ensemble comprenant le H.F. et au moins certaines annexes devient obsolescent. Par ailleurs il est important de remarquer qu'à l'occasion des réfections du H.F. provoquées par l'usure de celui-ci, on remplace les annexes dont l'obsolescence est criante : depuis les années 1980, c'est le cas de l'ensemble comprenant les mesures et leur traitement, le contrôle-commande et l'informatique.
- «07/05/2015. MECHEL (sté sidérurgique) annonce la fermeture définitive d'un H.F. obsolète de son usine principale de Cheliabinsk. » D'après le TLF, il aurait été mieux de dire obsolescent parce que ce H.F.2 illustre certainement ce qui est dit ci-dessus.
« On dit que Andrew CARNEGIE a ferraillé un H.F. d'un million de dollars, 6 mois après sa construction, dans le but de mettre en place la nouvelle invention concernant le processus continu de transformation du minerai de fer en acier, sans passer par un refroidissement sous forme de gueuses (*). En 6 mois l'ancienne méthode était devenue obsolète et tous ses concurrents étaient contraints d'adopter la nouvelle ou d'être évincés de cette industrie. » COMMONS J. R. Institution. Economics. It's place in potential economy. Vol.I. 2009. p.298. (*) Il est probable que 'l'ancienne méthode' consistait à couler la fonte en halle sous forme de gueuses, à transporter cette fonte solide à l'aciérie où des cubilots fondaient les gueuses pour alimenter les convertisseurs, et que 'la nouvelle méthode' consistait à couler la fonte dans des poches à fonte sur voies ferrées et à transporter la fonte liquide jusqu'à l'aciérie. Il est certain que si le niveau du creuset du H.F. de CARNEGIE était trop bas par rapport au niveau des voies, l'établissement de la nouvelle méthode exigeait de modifier complètement le H.F.
Que dire de la photo ci-dessous, tirée de banklands.com et qui date du premier quart de 20ème s. ? 1) Si la fonte avait été destinée à l'aciérie, à cette époque cette méthode de couler la fonte aurait été très obsolescente ; ce n'est pas le cas car Hematite Iron Cy ne produisait que de la fonte pour moulage expédiée parfois très loin. 2) Dans son cas de producteur de fonte, la méthode était quand même obsolescente puisque dans les années 1890, aux États-Unis la production de gueuses sur lit de sable avait été mécanisée en imprimant les moules au moyen d'une grille manoeuvrée par un pont-roulant et en enlevant d'un seul coup à l'aide du même pont-roulant la totalité des gueuses maintenues les unes aux autres par les jets de coulée. Mais encore mieux, peu après, UEHLING avait inventé la machine à couler qui permettait de couler en poches sur voie ferrée la fonte destinée à faire des gueuses ( voir Dans Haut fourneau ou HF-bis le chapitre 7-Encore plus sur la coulée du haut fourneau). D'ailleurs le texte qui accompagne cette photo indique que la méthode de coulée a été mécanisée dans les années 1920/1930.
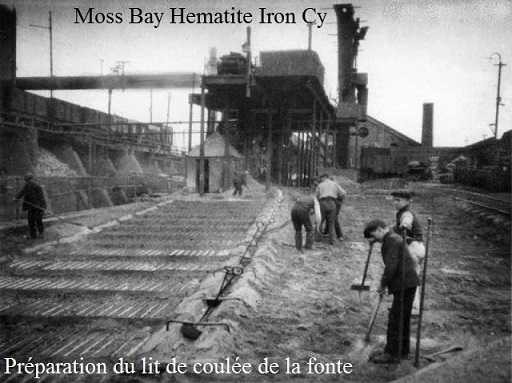
L'OBSOLESCENCE DES HAUTS FOURNEAUX SELON R.H. SWEETSER, dans Blast furnace practice. 1938.
« Le progrès et sa sœur jumelle l'obsolescence ont apporté (et continuent à apporter ) beaucoup de changements dans la fabrication de la fonte.... L'obsolescence de l'usine à fonte a été provoquée par l 'obsolescence des combustibles du H.F. (charbon de bois, anthracite, charbon cru), des méthodes (coulée sur sable, épuration du gaz, etc.), et des moyens de transport des matières premières (pour les H.Fx isolés dans les forêts), plutôt que par quelque obsolescence du procédé proprement dit, comme cela a été le cas pour le H.F. dans lequel on traitait le minerai de cuivre. Les principes et la chimie du processus dans le H.F. (combustion aux tuyères pour d'une part donner la chaleur qui fond et préchauffe les matières premières, et d'autre part produire le monoxyde de carbone qui réduit le minerai de fer) sont les mêmes dans le H.F. moderne, au coke et produisant 1200 t/jour, qu'ils étaient dans le fourneau de l'époque coloniale (# 18ème s.), au charbon de bois et produisant 1 t/jour. » p.341.
Évolution des H.Fx aux États-Unis : les effets du progrès et de l'obsolescence. p.340.
Pendant les 3 siècles se terminant au 31/12/1937.
…...............C.de.B.....Ant....Ch....Co....Total
Construits......993......275.....70....531...1869
Démolis.........988......275.....70....294...1627
--------------------------------------
Restent..............5..........0.......0.....237....242
C de B = charbon de bois ; Ant = Anthracite ; Ch = charbon cru ; Co = coke.
1ère photo : Transport de charbon de bois. L'obsolescence selon SWEETSER tient à l'utilisation du charbon de bois, maintenant disparue, et au moyen de transport. Les chariots "tous terrains" se trouvent dans une partie de la forêt qui vient d'être exploitée. Photo tirée de American Iron 1607-1900. R. GORDON. 1996.
2ème photo : Olive furnace dans le comté de Lawrence au sud de l'Ohio. A droite on remarque une arche P qui permettait d'amener le minerai et le charbon de bois au niveau du gueulard. A l'époque où elle a été érigée (1843) la structure de gros blocs était déjà obsolescente ; c'est son coût relativement faible (comparé au prix d'une structure en fer et briques qu'il aurait fallu amener dans cette région reculée) qui explique cette anomalie. La construction comporte une curiosité : le creuset a d'abord été creusé dans la roche puis on a monté la maçonnerie en blocs de grès. En 1857, le H.F. a été équipé d'un appareil à vent chaud chauffé au charbon de bois et qui portait le vent à 430 °C. L'arche en maçonnerie P est la seule restante des deux qui ont été construites. Sur ces arches se trouvaient deux chaudières réchauffées par les flammes perdues et un abri où l'on pesait les charges. Le H.F., haut de 11,5 m, produisait 14,4 t/jour de fonte de fonderie ; il a fonctionné jusqu'en 1906. Renseignements et photo tirés de www.irontonfurnaces.com.
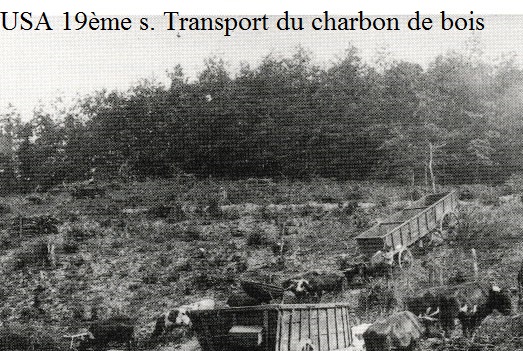

mise à jour du chapitre : 04/03/2016.
On a vu dans Haut fourneau ou H.F. (chapitre 1a-Une vie de haut fourneau/1ère époque) que la naissance de cet appareil n'est pas connue de façon précise ; pour ce qui va être dit maintenant cela n'a pas de véritable importance sinon pour nous rappeler que le H.F. est là depuis environ 8 siècles. Partant de là, on peut se demander s'il viendra un jour où cet appareil, qui pendant cette période a toujours fonctionné sur le même principe et s'est adapté en permanence aux contraintes économiques, sera atteint d'obsolescence puis de mort ? Le chapitre précédent vient de nous montrer que techniquement il n'y a pas de raison pour que l'obsolescence vienne à bout du H.F., il se transforme, il s'adapte, il survit ; il faut chercher ailleurs ce qui pourrait le faire disparaître.
Dès le départ il a été évident que H.F. était un investissement considérable et que son alimentation demandait beaucoup de soins (calibrage du minerai, combustible fabriqué expressément pour lui), en un mot que c'était un outil coûteux, mais efficace par ailleurs. Et de plus, la fonte, son produit, n'est utilisable en l'état que pour une fraction, et il faut traiter la plus grande partie dans un autre atelier (successivement le bas-foyer, le four à puddler, le convertisseur acide, le four MARTIN, le convertisseur basique, enfin le convertisseur à oxygène) pour obtenir un métal (fer, acier) utilisable par le plus grand nombre.
Il est donc normal que l'on ait chercher à maintenir le plus longtemps la production des appareils qui fabriquaient directement du fer à partir du minerai (principalement la forge catalane jusqu'à la fin du 19ème s. aux États-Unis). Dans le même temps que la forge catalane disparaissait progressivement malgré la publicité que lui faisaient les Ingénieurs du Corps des Mines , naissaient de nouveaux procédés de production de fer directement à partir de son minerai; en 1884, dansPrinciple of manufacture of iron and steel, I. Lowthian BELL cite ainsi 4 procédés : CLAY, CHENOT, BLAIR et SIEMENS, et il y en a bien d'autres. Le procédé CLAY consiste à traiter du minerai avec du charbon dans un four à réverbère; BELL considère qu'il est trop coûteux et donc non compétitif par rapport à la filière H.F./four à puddler. Dans le procédé SIEMENS, le mélange charbon/minerai est chauffé dans un four rotatif avec régénération de la chaleur (comme dans un four MARTIN-SIEMENS); BELL reconnaît l'intérêt du procédé au point de vue calorifique mais ne voit pas, là encore, la possibilité que le métal soit moins cher que le fer du four à puddler.
Le procédé CHENOT est caractérisé par l'emploi de cornues verticales chauffées extérieurement et dans lesquelles on charge le mélange de charbon et de minerai; il est intéressant de voir comment BELL (p.34) en démontre l'obsolescence économique : “Il y a 50 ans (donc vers 1830, époque du brevet de CHENOT), quand il fallait souvent au moins 5 t. de charbon pour faire 1 t. de fonte, le système CHENOT aurait pu avoir quelque prétention à tenir une place dans la compétition avec le procédé du système H.F./four à puddler. A mon sens, avec la méthode actuelle de production, dans laquelle la t. de fonte est obtenue avec 2 t de charbon, la lutte serait sans espoir.” Le procédé BLAIR est une modification du procédé CHENOT; il consiste à chauffer la cornue par un canal intérieur ce qui permet d'économiser beaucoup de chaleur; le coût du produit reste néanmoins trop élevé. On peut remarquer que pour tous ces procédés, l'une des raisons d'un prix de revient trop élevé est que la perte de fer dans les scories est importante alors qu'elle est très faible au H.F. Pour finir est-ce que ce sera toujours «La lente victoire du H.F. », décrite par P.-L. PELLET (Lausanne, 1978) ?
La figure tirée de WIKIPEDIA à Adrien CHENOT, représente le four du procédé BLAIR-ADAMS qui est une évolution par rapport à la description de BELL. La cornue verticale C C est remplie par le mélange de charbon et de minerai m m... Les fumées chaudes entrent en E (rouge), elles circulent dans la cornue comme l'indiquent les flèches, récupérées en haut de l'appareil, elles redescendent par le tuyau T jusqu'en R (régénérateur) où brûle le monoxyde de carbone qu'elles contiennent, et où elles sont réchauffées par la combustion d'un gaz semble-t-il; puis le cycle recommence.
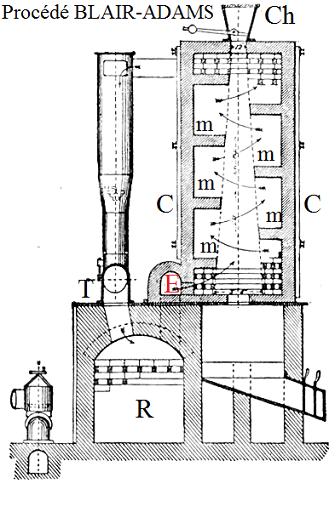
Au 19ème s., les compétiteurs du H.F. fabriquaient du fer; au 20ème s., la compétition va prendre une autre tournure avec l'apparition de procédés alternatifs produisant de la fonte liquide. Les comparaisons (qualité, prix de revient, capacité de production) deviennent alors simples et immédiates.
Le haut fourneau électrique apparaît le premier et nous l'avons examiné en détail dans Haut fourneau ou H.F. au chapitre 22-Des apparentés au haut fourneau. Certes, il se limite d'abord aux lieux où l'on fabrique facilement de l'électricité bon marché : à la montagne. Il n'en reste pas moins un concurrent qui peut devenir redoutable. En 1921, dans La culture générale des jeunes gens se destinant à l'industrie, p.50 on cite Le travail de ZOLA : “Je ne peux pas même encore mettre en oeuvre , pratiquement, mes fours électriques pour la fonte du fer... l'électricté reste trop chère.” et l'on commente (p.49, note) : ”JORDAN rêve d’installer des fours électriques pour remplacer le H.F.; c'est à ce problème qu'il consacre tous ses travaux. Le problème du H.F. électrique semble devoir atteindre sa solution dans un avenir très prochain, et l’on peut dire qu’à ce point de vue particulier ZOLA est un semeur d’idées.” A la longue course, on constate que four électrique et H.F. ont gagné. Le four électrique (et non pas le H.F. électrique) a pratiquement éliminé tous les H.Fx qui fabriquaient de la fonte pour fonderie ou des fontes spéciales, par contre il n'a pas montré qu'il pouvait se mesurer au H.F. pour les grosses productions de fonte pour aciérie.
L'image distribuée par un fabricant de chocolat montre les premières idées qui ont conduit au H.F. électrique : le profil intérieur semblable à celui du H.F. et les électrodes à la place des tuyères
Le procédé BASSET fait l'objet d'un article dans Popular Science du mois de décembre 1921; on y relève : “Pendant des années les métallurgistes ont rêvé du procédé amenant directement à l'acier en éliminant le spectaculaire convertisseur BESSEMER. De nombreuses méthodes ont été essayées, mais le procédé BASSET est le premier pour lequel on revendique le succès.” D'après DURRER, Réduction des minerais de fer.1957, ce procédé utilise un four tournant analogue au four à ciment; il était conçu pour faire de l'acier, comme il est dit ci-dessus, mais on n'a pu résoudre le problème du réfractaire. Dans la marche industrielle il produit donc de la fonte à partir de matières premières que le H.F. ne peut digérer (cendres de pyrites, poussier de coke, copeaux, déchets de tôle mince..) et un complément de chauffage se fait au fuel ou au gaz. Le laitier est calculé de façon à pouvoir être utillisé comme clinker pour le ciment. Le gaz est récupéré comme celui d'un H.F. Ce procédé n'a jamais été un vrai concurrent pour le H.F., il a toutefois été considéré comme tel par certains :Un ingénieur “avait vu couler sous ses yeux quelque tonnes d'acier par M. BASSET et il était si enthousiaste qu'il s'exclama en nous abordant : Fini le haut fourneau !” Echo des Mines et de la Métallurgie. 20/02/1923 p.83.
Les figures sont tirées de Popular Science. Fig.1 situation à la mise en route avec l'arrivée du vent chaud (980 ,°C) réchauffé dans des “cornues” chauffées au gaz du four, et l'arrivée de charbon pulvérisé Ch. Fig.2 Le trou de coulée.
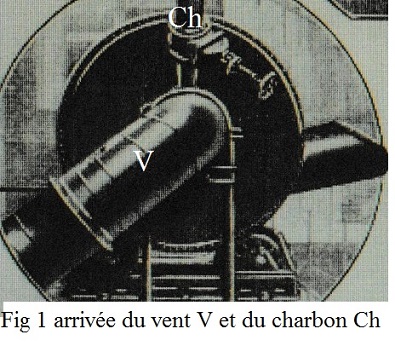
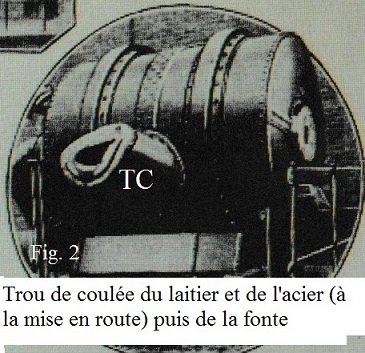
Ce sont peut-être des prévisions funestes comme celles que l'on vient de voir qui, en 1927, ont conduit l'auteur d'une étude sur l'utilisation de la chaleur en France à déclarer tout de go, sans explications : "On peut envisager que dans un avenir peut-être assez proche le four à coke et le H.F. auront disparu ." Bulletin technique de l'Association des ingénieurs de l'Institut industriel du Nord de la France p.361. Aux États-Unis, les ravages occasionnés par la Crise de 1929 ont, d'après R.H. SWEETSER entraîné la disparition d'une centaine de H.Fx sur les 379 existants à la fin de 1926; le moral n'est pas bon parmi les haut-fournistes et le même SWEETSER écrit en 1938 : «Certains de mes amis prophétisent que le procédé du H.F. est condamné, comme le H.F. à cuivre et que de nouveaux procédés nous donnerons du fer plus directement , comme on l'a entendu (*) depuis que le Dr HEROULT est venu à la CanadianSoo il y a environ 30 ans et a installé son four électrique pour faire de la fonte.» Blast furnace practice. p.339 et 340. (*) Il semble lui ne pas y croire.
Après la Seconde Guerre mondiale, l'assaut est repris par le professeur R. DURRER (Réduction des minerais de fer. Dunod.1957 ) : « Depuis longtemps je soutiens l'idée de l'imminence d'une transformation fondamentale de la sidérurgie qui éliminera le H.F. » p.vi. Et plus tard on a droit à l'exposé des motifs : « Cette méthode indirecte (minerai/fonte/fer ou acier) fait appel pour sa première étape presque exclusivement au H.F. dont la technique s'est, au cours des siècles, tellement perfectionnée qu'on ne peut plus envisager que des améliorations de détail (*). Malgré son rendement thermique excellent et son énorme capacité, il possède cependant des inconvénients fondamentaux si sérieux qu'il devrait dans un proche avenir être remplacé par des fours mieux adaptés. Ces faiblesses ne sont pas nouvelles, mais leur effet ne se faisait pas sentir d'une façon aussi aiguë lorsqu'on ne produisait que de petites quantités de fer. D'autre part ce n'est que depuis le début du siècle qu'on a trouvé des procédés théoriquement meilleurs. » p.135. (*) R. DURRER ne pouvait, comme beaucoup d'autres, imaginer que l'on irait bien au-delà des « améliorations de détail » avec, pour les meilleurs, la consommation de combustible par t de fonte passant de 700 à moins de 450 kg, et la production de 1000 à 14.000 t/jour.
A la même époque, Science et Vie n°384 dans un article évoquant la Sidérurgie à l'oxygène sous-titrait Vers la fin des H.Fx ? mais annonçait prudemment : «On s'efforce de mettre au point des procédés de fabrication directe (*) de la fonte, autrement dit de supprimer le H.F. Disons tout de suite qu'il s'agit ici de techniques beaucoup moins au point et qui ont fait l'objet de vives controverses. » (*) L'expression est mal choisie car, à partir du moment où le but est la production de fonte liquide, il n'y a pas de différences fondamentales entre les techniques : on part de minerai et de charbon pour arriver à la fonte mais les chemins suivis pour y arriver sont différents. Il est souhaitable de réserver l'expression fabrication (ou production) directe à la filière en une étape minerai → fer ou acier, comme la forge catalane.
Dans les années qui suivirent apparurent d'abords des procédés de production de fonte en une étape, comme au H.F., essentiellement du genre four tournant comme le procédé BASSET qu'on a vu ci-dessus. En 1998 J. ASTIER, Techiques de l'ingénieur M 7 550, considère qu'ils n'ont plus qu'un intérêt historique, par contre il énumère une foule de procédés en deux étapes ; réduction du minerai puis fusion du minerai préréduit, c'est de fait couper le H.F. en deux et en gros séparer la cuve où l'on réduit des étalages et du creuset où l'on fond. Cette façon de faire diminue considérablement les problèmes de perméabilité rencontrés soit dans la partie où la charge est en morceaux (ce qui théoriquement permet de consommer des matières premières contenant beaucoup de parties fines) , soit dans la zone de fusion (ce qui réduit la perte de charge correspondante et donc les frais de soufflage) ; par contre l'installation se complique à cause du transfert du préréduit entre l'appareil de réduction et l'appareil de fusion. (pour ces questions, voir dans Haut fourneau ou H.F. les chapitres 5-L'accrochage ; 12-Les entrailles du H.F. ; 14-La circulation du gaz et le mouvement des matières dans le H.F.).
DE VRAIS CONCURRENTS POUR LE H.F.
Ils ne sont pas les seuls mais ceux-là sont supposés venir le défier sur son terrain, la production de fonte avec des chances de le remplacer au moins partiellement. Le COREX, a eu dès les années 1980 une vrai carrière industrielle ; il a été décrit dans Haut fourneau ou H.F. au chapitre 22-Des apparentés au H.F. Les autres. : Figures tirées de ASTIER, Tchniques de l'ingénieur M 7 550.
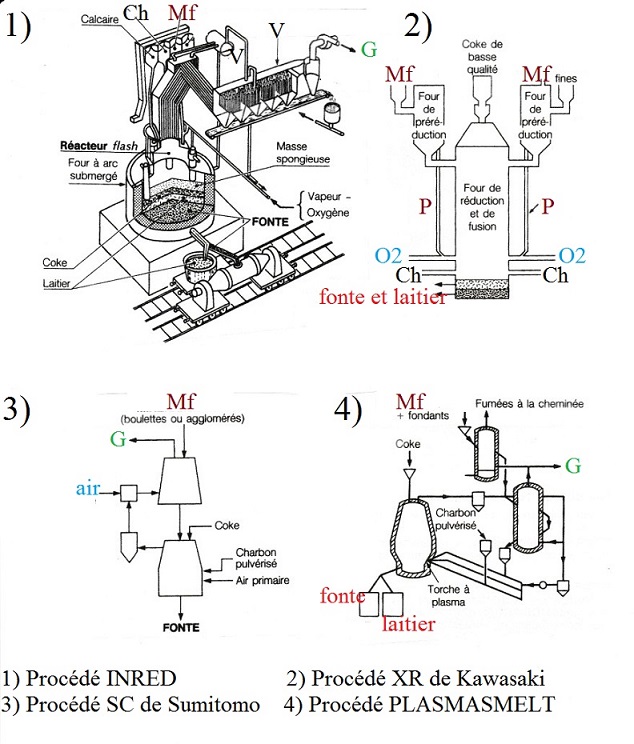
Légendes communes : Mlf = minerai de fer ; Ch = charbon ; G = gaz.
1) Procédé INRED : C'est l'association d'un appareil de réduction (le réacteur flash) et d'un four électrique qui fond le préréduit ainsi produit. 2) Procédé XR : P = minerai préduit ; O2 = oxygène. La caractéristique de ce procédé est que la préréduction se fait en lit fluidisé, on ne traite donc que du minerai fin. 3) Procédé SC : On l'alimente avec des agglomérés ou des boulettes de minerai de fer. 4) Procédé PLASMASMELT : Voir ci-dessus le chapitre 7-Le plasma et le haut fourneau..
DES RÉACTIONS.
En 1994, dans son ouvrage Beyond the blast furnace (Au-delà du H.F.), Amit CHATTERJEE passe en revue tous les procédés qui permettent de produire du fer sans utiliser le H.F. traditionnel et s'interroge sur les difficultés qui risquent de survenir pour le H.F. : les ressources en matières premières et surtout en charbon à coke de bonne qualité, les besoins en capitaux, l'impact des politiques de l'environnement (le H.F. est gros producteur de dioxyde de carbone et la cokerie est un gros pollueur) et enfin le fait que le fonctionnement du H.F. n'est pas très flexible alors que l'évolution globale du monde demande souvent des réactions rapides et donc de la flexibilité. Il conclut de tout cela qu'on remplacera le H.F. classique (classique parce des techniques comme le H.F. à l'oxygène pur ont peut-être un avenir..
Par contre en 1998, d'un colloque international qui s'est déroulé à NEW-YORK on retient les idées suivantes: "Les H.Fx ne disparaîtront pas rapidement... Les bons vieux H.Fx ne meurent jamais; ils continuent seulement à produire. Cela prend beaucoup de temps pour remplacer la production des H.Fx, qui fournissent couramment 500 Mtf/an (*) . Même si 10 usines alternatives au H.F. de 1 Mt de capacité étaient construites tous les ans, la production des H.Fx ne serait pas remplacée avant 50 ans. » New Steel News. (*) En 2013, les H.Fx du monde entier ont produit 1164 Mt de fonte et les aciéries ont fabriqué 1582 Mt d'acier ; depuis l'utilisation généralisée des coulées continues à l'aciérie on peut compter que globalement 1 t de fonte donne 1 t d'acier, c.-à-d. que la fonte des H.Fx a permis de produire de l'ordre de 1162x100/1582 = 73,5 % de l'acier mondial.
En 2015, H.B. LÜNGEN, J.H. NOLDIN et P. SCHMÖLE publient une étude Trend in iron making given the new reality of iron and coal ressources. Ils y font état de la dégradation de la qualité du minerai de fer et de la ressource limité en charbons à coke, mais je relève deux phrases dans leur conclusion : « Les sidérurgistes ont réagi aux modifications des matières premières avec créativité et par l'adaptation de la technologie, mais la rentabilité reste un challenge... En dépit des défis, la fabrication de fonte au H.F. continuera, dans le futur prévisible, à être la principale source de métal liquide de grande qualité.
ETAT DES LIEUX EN 2015..D'après Worldsteel, janvier 2016.
Production des H.Fx de 39 pays totalisant environ 99 % de la fonte produite.....1.152.913 kt.
Production de préréduits dans 14 pays totalisant environ 90 % de la production......59.371 kt
EPILOGUE.
Et l'environnement ?
En 2008, Atsushi SAKAI, directeur du Département Technologie chez JFE Steel écrit : « Depuis le début du 21ème s., l'industrie de l'acier a été soumise aux changements de son environnement les plus grands et les plus rapides de son histoire, en particulier avec la nécessité de réduire les émissions de CO2 comme réponse au problème global de l'environnement. » Or on sait que c'est le H.F. qui produit le plus de dioxyde de carbone, il est donc le principal objet
de cette remarque. Ce qui commençait à apparaître dans les années 1990, se précise de plus en plus et ci-dessous avec l'interview deWolfgang EDER, président de Voestalpine et de Worldsteel, on metles points sur les I : «Comment les sidérurgistes peuvent-ils relever le défi des engagements climatiques ?
Nos dirigeants européens doivent être conscients d'une chose : si l'on applique stricto sensu la feuille de route de la Commission européenne à horizon 2050,il n'y aura plus de H.Fx en Europe dans vingt ans, pour la simple raison qu'ils émettent du CO2. Considérant la trajectoire européenne de baisse des émissions, les conditions légales pour pouvoir opérer des H.Fx en Europe ne seront plus réunies entre 2030 et 2045. On peut faire ce choix. Mais la société dans son ensemble et nos décideurs politiques doivent être bien conscients qu'alors, l'Europe va perdre ses industries de base. » Les Echos du 12/05/2015.
Grâce aux évolutions qu'il a subies le H.F., bien que coûteux à construire et entretenir, a résisté jusqu'à ce jour à tous ses concurrents car il a toujours été rentable. Disparaîtra-t-il à cause du principe même de son fonctionnement ? Ou bien verra-t-on se développer un H.F. non conventionnel qui perpétuera l'espèce ?
mise à jour du chapitre : 04/03/2016
I-CITATIONS HAUT-FOURNISTIQUES. Reprise des sites précédents et compléments
Ah celui-là il est gothique ! . Dit pendant un exposé sur les appareils à vent chaud pendant que le conférencier montrait un appareil au dôme très surélevé.
Aussi longtemps que les cheminées fumeront et que la fonte des H.Fx éblouira dans le district de la minette, le nom de A. sera gravé en lettres d'or sur le livre de l'industrie du fer.Cité par l'Echo des Mines et de la Métallurgie le 04/06/1908 p.608. Bel hommage, à la mode de l'époque.
Beau comme un H.F. Titre d'une étude «Sur le traitement en monument des restes industriels » par Jean-Louis TORNATORE, dans L’Homme 2004/2 - N° 170 p. 79 à 116. On peut voir ci-dessous que d'autres le trouve "moche".
Bicyclettes de Bon-Papa : Appellation amusante donnée par un enfant aux molettes des monte-charges à benne STÄHLER des H.Fx de Senelle. Tiré de : Contribution de la famille d'HUART au développement des industries du fer et de la céramique à Longwy; par B. GRISON. 2010.
Catapulté comme un flocon de neige dans un haut fourneau. Expression sibylline extraite de Le Voyage liquide (?) de J. CAGNARD et cité par jean-claude.bologne.pagesperso-orange.fr. Etant donné le mode de construction d'un H.F. actuel , il est devenu rare qu'un flocon de neige y pénètre , mais sait-on jamais ?!
C'était du FLAUBERT, c'est maintenant du ZOLA .Dit par un membre de la direction générale d'USINOR pendant que j'exposais (avec talent peut-être?) les déboires du H.F.4 de Dunkerque.
Ce sont des billets de banque qui s'échappent là-bas ! Dit par le directeur adjoint de l'usine de Longwy lors d'un passage aux H.Fx de Senelle et alors que la pipe de purge d'un H.F. laissait fuir du gaz (*)
Coal is coal (le charbon c'est du charbon). Avant le 20ème s., aux É.-U., on employait cette expression pour indiquer que le charbon était ce qu'il était et que les H.Fx n’avaient qu’à s’adapter à la qualité du coke fabriqué avec. Au début du 20ème s., les esprits ont évolué, on prend mieux en compte les besoins du H.F. ce qui fait dire : “L’ère du ‘coal is coal and coke is coke’ est passée.” [5266] janvier 1926. p.17.
Dire l'origine du H.F., c'est décrire l'origine de la fonte. S. BRULL. La sidérurgie à la portée de tout le monde.1933. p.19. Citation qui rejoint la définition que j'ai donnée au chapitre Définitions : Le H.F. est un producteur de fonte.
Faut-il arrêter les agglomérations pour faire marcher les H.Fx, ou arrêter les H.Fx pour faire marcher les agglomérations. Remarque qui s'explique par les difficultés qui se sont présentées dans la marche des H.Fx lorrains quand on a progressivement augmenté le pourcentage d'aggloméré dans la charge. Ce problème a été évoqué au chapitre La circulation du gaz et le mouvement des matières/Fluidisation.
I built it, you run it, en français courant : Je l'ai construit, débrouillez vous avec. Remarque d'un ingénieur d'Inland Steel venu visiter Dunkerque et auquel j'avais parlé des difficultés qu'il y avait à associer le haut-fourniste à la conception de l'appareil qu'il conduira plus tard.
Il vaut mieux supprimer la cause d'un problème plutôt que de continuer à appliquer un remède. SWEETSER Blast furnace practice p.237. Très bien si on a fait le bon diagnostic et que l'on connaît la solution : c'est tout l'art du haut-fourniste.
La vie des H.Fx s'entretient par le gaz qu'ils produisent. Citation de l'auteur lors du départ en retraite du chef de fabrication. A l'époque le gaz servait non seulement, comme maintenant, à chauffer les appareils à vent chaud, mais également à actionner les soufflantes à gaz. Cette situation nécessitait, dans les usines isolées, d'installer une soufflante électrique pour redémarrer, après un arrêt total, un premier H.F. qui produisait alors du gaz pour mettre le reste en branle.
Le four à cuve (c.-à-d. le H.F.) s'impose pour une fusion réductrice. LODIN Cours de métallurgie 1886.p.194. C'est encore vrai globalement.
Le H.F. est l'outil fétiche de la sidérurgie, l'équivalent du châssis à molettes pour le mineur. Ces monuments industriels se dressent dans le ciel comme des points de repère auquels la population des anciens bassins industriels s'identifie. Citation tirée de Acier wallon un héritage pour l'avenir ? Dans Patrimoine industriel Wallonie-Bruxelles. N°3. 2011.
Le H.F. ne fabrique de la fonte que si l'on souffle du vent. R. SWEETSER dans Blast furnace practice 1938. p.237..
Le mieux est l'ennemi du bien. Remarque faite par moi à un adjoint, en relation avec certains dispositifs très sophistiqués mis en œuvre au H.F.4 de Dunkerque, et qui nous causaient des problèmes.
Les H.Fx c'est moche non ? Remarque d'un internaute au sujet des H.Fx dits de Florange dont l'arrêt est décidé, et qui ajoute : Ce sont des usines moches qu'on va pouvoir démonter pour les remonter en Chine (allusion au fait que des installations sidérurgiques comme la chaîne d'agglomération de l'usine de la Chiers, ont été vendues aux Chinois) . D'après fr.answers.yahoo.com. Févier 2013.
Les H.Fx dont les masses orgueilleuses barrent l’horizon dans les pays d’usine, les H.Fx dont la construction a absorbé des sommes considérables passeront en quelques années à l’état de ruines romantiques. Citation de Joseph CAILLAUX datant de 1922, rapportée par wiktionary.org à l'entrée H.F.. Certes beaucoup de H.Fx ont été arrêtés depuis 1922, mais les ruines sont loin d'être romantiques !
Les H.Fx ne repoussent pas; Titre d'un livre d'André FABER. Editions François Bourin. 2014.
Les H.Fx pissaient de l'or. Dit par un membre de la direction générale d'USINOR et rapporté par un historien dans un séminaire de D. WORONOFF. Hélas cela n'est pas toujours le cas !
Le vent chaud est du coke sans soufre et sans cendres.. Dit lors d'une réunion ATS. Évidence.
Like the heat from a blast furnace door (Comme la chaleur sortant d'une porte (d'un trou de coulée) de H.F.). Citation extraite de To conquer Hell. The Meuse-Argonne 1918 par Edward LENCEL chez Holt. 2008. p.318. Phrase prononcée en octobre 1918 par un capitaine américain pour qualifier le tir des mitrailleuses allemandes après que sa compagnie ait été prise en embuscade dans un ravin, avec des pertes énormes.
Nous avons l'habitude de dire que nous sommes tous nés avec de la fonte dans le sang, et que certains de nous en sont accros; qu'on est fier de s'appeler haut-fourniste; qu'on est fier de fabriquer de la fonte. Citation de Dave COCKS, responsable technique, à Redcar. Rapportée par BBC News 09/02/2012
Où sont les flammes du gueulard ? Remarque d'un journaliste visitant Dunkerque et peu au courant de l'histoire du H.F. ; les gueulards étant tous fermés et le gaz récupéré depuis la fin du 19ème s..
Petites annonces : à vendre, couvertures en fonte pour personnes ayant le sommeil léger. Pierre DAC dans l'Os à moelle.
Pierre le matin, fonte le soir. Citation de SIMONIN, journaliste, qui résume la situation des SCHNEIDER dans les années 1860/70 : à la fois exploitants de mines et sidérurgistes. D'après La stratégie des SCHNEIDER, du marché à la firme intégrée par J. Ph. PASSAQUI, chez PUR 2006.
Pour qu'un haut fourneau fonctionne bien, il doit avoir les pieds chauds, le ventre libre et la tête froide. Ancien dicton qui exprime que 1° le creuset (les pieds !) doit être chaud pour avoir une bonne fluidité de la fonte et du laitier; 2° la descente des charges doit être facile, sans accrochage, tout cela représenté par un ventre libre; 3) et que le gueulard (la tête) doit être froid (enfin pas trop quand même ! il faut évacuer l'humidité) car cela exprime que la chaleur sensible du gaz a été employée au mieux.
Quand on mélange du beurre et de la merde cela sent toujours la merde. Dit par un aciériste au sujet du mélange dans le mélangeur, des bonnes et mauvaises fontes.(*)
Que notre commerce avec l'A.O.F. (*) fléchisse et ce sont les hauts fourneaux qui s'éteignent en France. Dit par le député A. BRUNET le 06/07/1933 lors de la séance du matin de la Chambre des Députés et rapporté dans l'Express du midi du 07/07/1933. (*) ancienne Afrique Occidentale Française.
S'il existe une machine symbolique de l'industrie lourde, c'est bien le haut fourneau. Science et Avenir. 31/12/2013.
Un haut fourneau c'est pas sorcier. Le Républicain lorrain du 18/01/2015 et danshttps://jeremienade.wordpress.com/. Au premier abord, vision simpliste de l'appareil, mais on peut aussi comprendre qu'il n'y a pas de magie dans son fonctionnement !
Un haut fourneau est grand four à cuve, producteur de fonte, de laitier et de gaz. G. AUBERT. Cours de sidérurgie. Années 1950.
Utiliser l'oeil nu avant le microscope et le bon sens avant le calcul. J.-G. PLATON, Conduite du haut fourneau. 1953.
You are to be on your p's and q's when you're working around a blast furnace. Littéralement : Vous devez être sur vos P et Q (*) quand vous travaillez autour d'un H.F. (*) Être sur ses P et Q = traduction d'une expression anglaise signifiant Être attentif, être sur ses gardes. En 1937, déclaration d'un fondeur, citée dans SLOSS Furnace (**), ouvrage de Karen K. UTZ. Arcada publishing. 2009. (**)Usine de H.Fx à Birmingham Alabama.
(*) Déjà cité dans le chapitre Senelle.

a-Bibliothèque Sainte Geneviève. 1843/1850. “Dans la salle de lecture de la bibliothèque Sainte-Geneviève, (Victor LABROUSTE) utilise une armature en fonte et en fer forgé allant des fondations au toit de l'édifice, même si l'armature est dissimulée dans la maçonnerie en façade. Dans l'ossature, les arbalétriers demi-circulaires en fer s'appuient sur des colonnes de fonte et le long des murs, sur des consoles. Sur ces poutres et colonnes repose la charpente, avec des chevrons en fer très fins. Les voûtes en berceau sont d'une exceptionnelle minceur, obtenues en tendant un réseau de fer, solidifié en liant le maillage de ce réseau par du plâtre. La grande innovation de ce système est qu'il conserve son propre équilibre, sans exercer de poussées latérales.”www.crit.archi.fr/. 2010.
b-Bibliothèque nationale. 1862/1868. Architecte Victor LABROUSTE. “La salle de lecture de la Bibliothèque Nationale est constituée de 12 colonnes en fonte de 30 cm de diamétre et de 10 m de hauteur qui délimitent un carré de 33,33 m de côté. Dans ce carré 4 colonnes déterminent 9 carrés égaux en plan. Les 16 colonnes sont reliées entre elles par des poutrelles de fer en demi-cercle... Il obtient un quadrillage réalisé par 9 voûtes sphériques reposant sur les arcs.” www.crit.archi.fr/. 2010.
c-Royal Pavillon. Brighton, 1818. John NASH Il n'hésite pas à utiliser des colonnes de fonte moulurées y compris dans les salles d'apparat. Ces colonnes sont ornées au sommet de feuilles de palmier en fer découpé. Il contribue d'ailleurs à la diffusion du style floral dans le bâtiment, qui se manifestera jusqu'au début du 20ème s.” www.crit.archi.fr/. 2010.
d-Colonnade de la source Rudolf à Marianské Lazne (Marienbad). Cette colonnade en fonte a été coulée en 1889 à l'usine Marianska à Blansko en Moravie. Ci-dessous une partie de la colonnade tirée d'une photo du Figaro Magazine, date ?

e-Eglise Sainte MARIE à Magenta, 51530. Cette église a été construite en 1894 sur un remblai calcaire provenant du creusement des caves de la Champagne. A cause de ce terrain, l'architecte Henry CLOUET a conçu la structure en fonte, dont en particulier les 6 piliers qui supportent le dôme hexagonal. Ces piliers ont chacun un chapiteau en fonte moulée et peinte où sont représentés : le baptème de Clovis et de son armée le 25/12/496, la bataille de Magenta le 05/06/1859, des ouvriers verriers (premiers habitants de Magenta), des ouvriers des chemin de fer et ouvrier vigneron, la plantation et la récolte de la vigne, la remise de la maquette de l'église à l'évêque et le sacre de CharlesVII avec Jeanne d'ARC le 17/07/1429. Ci-dessous le chapiteau représentant la bataille de Magenta et la mort du colonel du 2ème Zouaves. Documentation et images tirées de petitpatrioine.com.
IV-UNE ASSOCIATION CURIEUSE.
A Chanceney, 52100, «on a établi près de la tympe (du H.F.), un petit cubilot dont le fond communique avec le creuset du H.F. Ce cubilot est haut de 80 cm et a un diamètre de 40 cm ; on y charge à la fois 5 kg de coke et 8 à 10 kg de fonte ; il fond environ 100 kg/heure. La fonte de seconde fusion (*) se rend dans le creuset du H.F. Son mélange avec la fonte de première fusion, donne de la fonte blanche.» [5598] 1840. p.57 de la Notice sur les perfectionnements. (*) c.-à-d. fondue par le cubilot.
a-Un haut fourneau allemand vers 1750.
1) Coupe verticale. RH = roue hydraulique qui actionne les soufflets S. G = niveau du gueulard. Ch = cheminée qui évacue les gaz sortant du gueulard. A = embrasure commune aux soufflets et à la coulée. 2) Coupe horizontale au niveau du creuset.
Le soufflage et la coulée se font par la même embrasure, ce qui conduit à avoir une façade droite bien visible sur la coupe 2) : c'est la disposition du fourneau bergamasque, ce qui m'amène à penser qu'il ne s'agit pas d'un « vrai » H.F., mais plutôt d'un de ses proches prédécesseurs le Stückofen ou Flossofen. Image tirée de www.fichtgebirge-oberfranken.de.
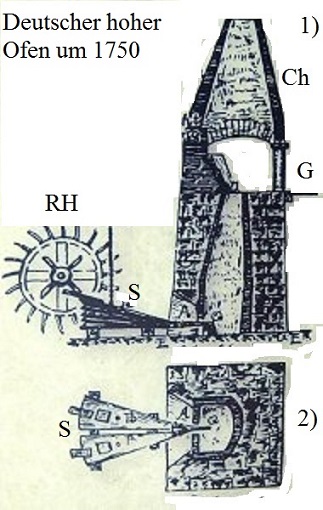
a-UN DROIT À PAYER SUR LA FONTE.
Avant le règne de LOUIS XIV il existait des droits à payer sur les fers ; la fonte en gueuses, peut-être parce que c'était un produit intermédiaire destiné à être transformé en fer, ne payait pas de droit. En juin 1680, un édit royal institue un droit sur la fonte en gueuses ; à la fin du siècle il sera de 8 sous et 9 deniers par quintal (c'est le quintal de livres, qui vaut 100 livres, c.-à-d. en poids du roi 48,9 kg).
Pour éviter toute fraude les gueuses de fonte devaient être marquées. La figure tirée de l'Encyclopédie montre comment cela était fait. Dans le moule en sable où sera coulée la fonte on imprime des signes semblables ou proches des signes utilisés pour les chiffres romains. L'exemple montre les signes employés pour la gueuse n°287 et l'on distingue ces mêmes signes imprimés en creux dans le moule de la gueuse
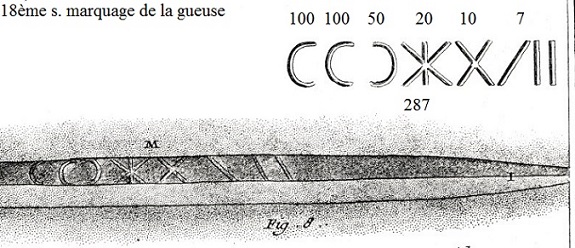
Quand la gueuse a été coulée (on en coulait une à deux par jour), après refroidissement, on la pesait en présence d'un agent, le Commis de la Marque. C'est l'objet de la figure ci-dessous tirée de l'Encyclopédie et qui est expliquée par le texte même de l'Encyclopédie.
Fig 4 = Le commis du fermier de la marque des fers présent à la pesée de chaque gueuse dont il enregistre les numéros et le poids pour percevoir le droit domanial.
Fig 5 = Ouvrier qui pèse la gueuse avec une romaine suspendue à une chèvre (faite de 3 montants). La romaine est une bascule avec un bras de levier très court du côté de la gueuse (au maximum 15 cm) et très long du côté du poids à gauche (près de 3 m), d'après l'échelle de la figure.
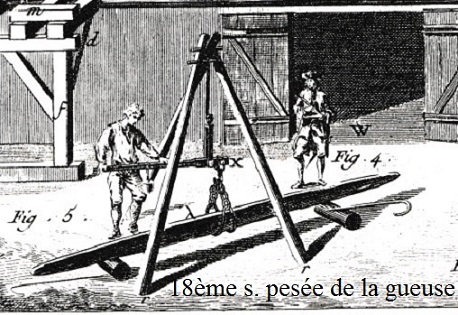
b-L'ADMINISTRATION EST VITE DÉPASSÉE.
« En février 1927, la U.S. Tariff Commisson décrète que la fonte liquide n'est pas un article de commerce parce qu'elle ne peut être transportée hors de l'usine où elle a été produite. Dans l'année qui suivit cette assertion, la fonte liquide de Hamilton, Ohio, a été transportée jusqu'aux fours MARTIN de Middleton, Ohio, à 18 km de là. » SWEETSER p.268.
Figure tirée de SWEETSER p.43.
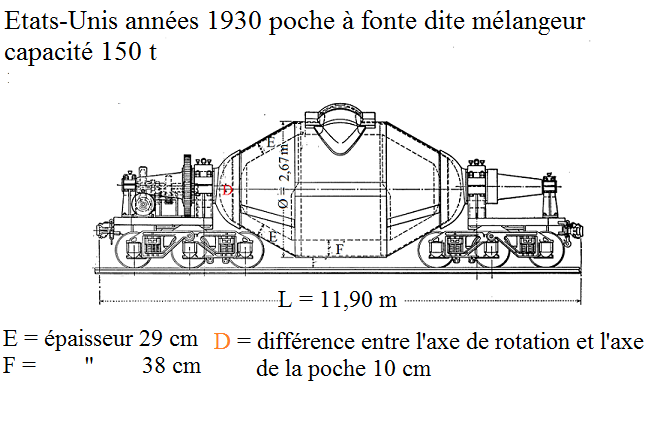
c-L'ADMINISTRATION DÉFINIT LA FONTE COMME ELLE LE PEUT.
« La fonte est le produit métallique d'un haut fourneau à fer. Cette définition a été donnée officiellement par le Gouvernement canadien il y a environ 30 ans (donc vers 1910), quand il y avait une prime pour la fonte fabriquée en Ontario. Au départ la fonte était produite en gueuses, mais quand la fonte a été transportée liquide à l'aciérie BESSEMER, l'inspecteur du Gouvernement ne voulait pas la prendre en compte parce qu'il jugeait que le métal liquide n'était pas de la fonte ; d'où la définition légale. » SWEETSER p.1.
e-L'AUTORISATION PRÉALABLE et la Demande en permission..
Sous l'Ancien Régime, « pour établir une usine sidérurgique il est nécessaire d'en avoir reçu la permission (d'où la Demande en permission) ; cette obligation éclaire le rôle particulier de l'État dans cette industrie. En effet l'Ordonnance d'août qui subordonne la création d'une usine à l'octroi de lettres patentes est l'aboutissement d'une longue marche régalienne... On s'apercevra, lorsqu'il faudra récuser après 1810 les établissements sans permission, que la marge était grande entre le règlement et son application. » D. WORONOFF dans L'industrie sidérurgique en France pendant la Révolution et l'Empire. p.15 et 16.
Cette Demande en permission durera jusqu'à l'époque du second Empire. Ci-dessous je vous propose deux ordonnances qui actent l'autorisation et une demande en permission telle qu'elle était publiée dans les années 1840.
ORDONNANCE DU 16/04/1828, portant que le sieur BOIGUES est autorisé à ajouter, conformément au plan qui restera joint à la présente ordonnance, un second haut-fourneau propre à fondre le minérai de fer à la forge de Torteron (18320), et qu'il pourra consommer dans ce fourneau un mélange de coke ou houille carbonisée et de charbon de bois. Annales des Mines.
Le premier intérêt de cette Ordonnance est de citer le « sieur BOIGUES » ; c'est l'un des membres d'une famille de marchand de fer qui a créé en 1821 l'usine de Fourchambault. Cette nouvelle usine est destinée à transformer au four à puddler la fonte en fer et à produire ensuite des laminés marchands ; il n'y a pas de H.Fx et le Nivernais et le Berry fournissent la fonte. R. ROBIN dans Forges et forgerons du Berry et du Nivernais cite ainsi p.176 les H.Fx qui alimentent Fourchambault en fonte au charbon de bois : Parenche (58240), Raveau (58400), Cramain (58350), Charbonnières, Meulot, La Vernière (58350), La Guerche (18150, *), Trèzy (18150), Grossouvre (18600), Torteron (18320, *), la Feuillarde (18320, *), Fournay (18320, *) et d'Aubigny (18200 *) . (*) = Propriété des BOIGUES, d'après B. GILLES dans La Sidérurgie française au 19ème s..
Le second intérêt c'est de voir que pour le deuxième H.F. de Torteron on envisage de produire de la « fonte aux deux combustibles », à savoir coke et charbon de bois mélangés.
ORDONNANCE DU 31/12/1830.
LOUIS-PHILIPPE, etc.
Art. I. Son Altesse Royale la Princesse Eugénie-Adélaïde-Louise d'Orléans, Madame, notre bien-aimée sœur, est autorisée à établir, sur la rivière Blaise, dans la commune d'Eclaron (52290)
1° A la place du moulin actuellement existant et qui sera supprimé, un haut-fourneau destiné à la fabrication de la fonte en fer.
2° A 1300 m en amont, un boccard et un patouillet pour le service de ce haut-fourneau, le tout conformément au plan annexé à la présente ordonnance.
Art.III. Le propriétaire de l'usine sera responsable des dommages et détériorations que pourraient éprouver les prairies par suite des vices de constructions et du défaut d'entretien des digues en terre établies sur les bords des biez (biefs) de l'usine ; il sera, en outre, tenu d'exécuter si cela est reconnu nécessaire, des bassins pour l'épuration des eaux boueuses sortant du patouillet et du boccard.
Art.VII. L'usine devra être construite et mise en action dans le délai d'un an à partir de la notification de la présente ordonnance. Annales des Mines.
La famille d'Orléans a souvent été présente dans la sidérurgie ; elle bénéficiait, comme tous les nobles, du fait qu'on ne dérogeait pas en étant maître de forges contrairement à la règle générale qui voulait qu'un noble n'ait pas le droit d'exercer une activité, . De plus, pour cette famille propriétaire d'un grand domaine forestier, la sidérurgie était un moyen de valoriser le bois. Un autre exemple remarquable est celui du Grand CONDÉ (Louis II de Bourbon ; vainqueur à la bataille de Rocroi en 1643), qui en 1668 décida de mettre en valeur ses forêts de la région de Chateaubriant en faisant construire la grosse forge, dite Forge-Neuve à Moisdon-la-Rivière (44520) par un certain René SAGET qui en sera propriétaire jusqu'à ce qu'elle soit rachetée par les CONDÉ. Cette forge se composait en particulier d'un H.F. double (c.-à-d. deux H.Fx dont les massifs en maçonnerie étaient jointifs et qui, en coulant en même temps, permettaient de mouler de grosses pièces d'artillerie). Il semble que les H.Fx coulèrent surtout de la gueuse transformée ensuite en fer. L'installation était particulièrement moderne et servit de modèle pour d'autres usines.La forge a été arrêtée en 1864. Du H.F., seule reste la halle à charbon qui a été aménagée en salle de réception. D'après Internet divers sites dont www.pays-chateaubriant.fr, ; www.fildesterritoires.fr ;www.forgesdemoisdon.fr.
Enfin, on vous accordait un droit mais il fallait l'utiliser ; pour l'Administration c'était une assurance, au moins théorique, que les ressources minières, forestières et hydrauliques étaient exploitées au mieux des possibilités.
DEMANDE EN PERMISSION de Senelle.
Ci-dessous un extrait de l'affiche datée du 11/08/1846, que le préfet de Moselle (on est avant l'Annexion de 1871) fait afficher pendant 4 mois à Metz, Briey, Longwy et Herserange; c'est donc en quelque sorte une enquête de commodo et incommodo. La demande a été faite le 12 et le 14/04/1846 .par Henry-Joseph d'HUART de NOTHOMB. On peut en tirer les points suivants : IL est envisagé de construire deux H.Fx, l'un au charbon de bois dont les 5/6èmes au moins viendront de Belgique et de Hollande et le reste de France; la consommation estimée est de 60.000 hectolitres/an. L'autre H.F. sera au coke provenant de Belgique et de Prusse, pour une consommation de 6000 t/an. On prévoit le besoin de 12000 t/an de minerai de fer oolithique provenant de Senelle et de Saulnes et de minerai de fer hydraté des environs. On remarque ici le soin apporté à préciser les approvisionnements; c'était aussi le rôle de ces demandes en permission. En faisant cela on s'assurait, autant que possible, que des usines voisines ne risquaient pas de se concurrencer dans la recherche des matières premières.
UNE MINE POUR LES CHERCHEURS.
Les dossiers de demande en permission et les ordonnances comportent beaucoup de renseignements qui intéressent les historiens soit sur le plan général (par exemple nom du propriétaire, règlements administratifs), soit sur le plan des techniques. La technologie est éclairée par les figures (plans, élévation, indication de fonctionnement) qui accompagnent la demande et qui, on l'a vu ci-dessus, font partie de la description de l'installation.
Ci-dessous le projet d'un H.F. à Marmesse (52120 Chateauvilain) tirée de La métallurgie de la Haute-Marne. Cahiers du Patrimoine. p.104 . Comme c'était fréquent à l'époque, le H.F. est installé dans un ensemble de bâtiments qui comprend la préparation des charges, la halle de coulée et la moulerie si on fabriquait de la « marchandise » (ustensiles de cuisine, taques de cheminée, petit outillage, etc.) en première fusion. La partie gauche, dont les murs sont renforcés par des piliers, pourrait être la halle à charbon de bois (elle est éventuellement mise à l'écart à cause des risques d'incendie). On remarque la qualité de l'architecture inspirée généralement de l'architecture locale (une grande ferme serait probablement peu différente). Le bas du H.F. est en gros moellons, et de forme vraisemblablement parallélépipédique ; la partie haute est en briques et de forme tronconique. En R est la roue hydraulique qui actionne les soufflets. En M est le monte-charge incliné sur lequel circule un chariot qui amène minerai et charbon de bois au niveau du gueulard G. Le gueulard est ouvert et les « flammes perdues » sont évacuées par la cheminée Ch.
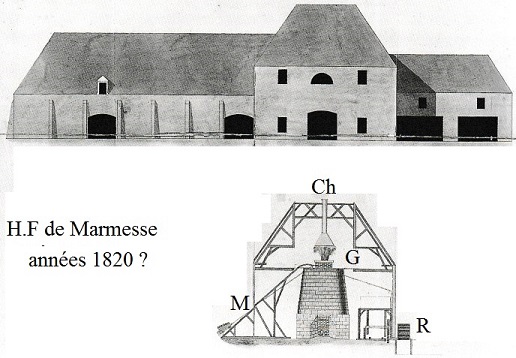
L'appareil ci-dessous est destiné à une opération de réduction-fusion (comme au H.F.), par laquelle on traite des poussières de l'usine sidérurgique afin d'en récupérer le fer qui y est toujours présent et le zinc qui y est souvent présent. Le fer donne de la fonte et le gaz sort à une température suffisante pour évacuer le zinc que l'on récupère ensuite (*) ; les matières non réduites forment un laitier. Le coke nécessaire est enfourné par le haut ; c'est un coke dégradé inutilisable par ailleurs. On souffle du vent chaud par deux rangées de tuyères ; celles du bas (VC1) sont à peu près à la même hauteur que dans un H.F. et ne reçoivent que du vent chaud ; celles du haut (VC2) sont équipées de cannes d'injection IP par lesquelles ont injecte les poussières dans le courant de vent chaud. La fonte et le laitier se rassemblent dans le creuset et sont évacués par le trou de coulée. Les poussières sont très diverses et proviennent des H.Fx, d'un four électrique, du nettoyage, etc. ; le pseudo-H.F. peut en traiter 30 t/jour et il permet d 'éliminer des produits dont on n'a pas l'utilisation ailleurs et qui sont souvent stockés au crassier. L = laitier F = fonte. (*) La récupération se fait en lavant le gaz ; le produit contient 60 % de zinc.
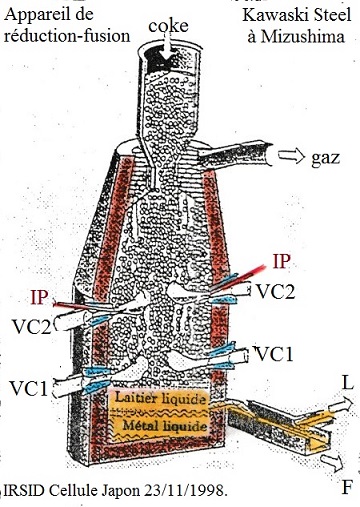
Annonce d'un spectacle à Flémalle près de Seraing, Belgique : “A l'heure de la fermeture du H.F.6, les habitants de la région sont très abattus. Tchantchès et Pîds d'Souk' (*) font partie du lot. Cependant, accompagnés d'Hibernatus (*), la dernière rodge macrale (**) chargée de faire vivre le feu dans le H.F., ils décident de partir pour les Indes afin de tenter de convaincre le grand patron de la sidérurgie mondiale (MITTAL) de ne pas fermer le H.F.. C'était sans compter sur le démon de la mondialisation, Lucifer en personne : prenant l'aspect d'un beau billet vert -le dollar- c'est lui qui hypnotisa MITTAL pour lui faire fermer H.F. serésien (de Seraing)... De plan de recyclage en plan de reconversion, nos deux héros trouveront une solution bien liégeoise au problème du quota de CO2.” Quefaire.be.com Octobre 2015. (*) marionnettes. (**) macrale = sorcière. Rodges macrales = groupe folklorique de Seraing.
Ci-dessous un des prédécesseurs du H.F.6 à Seraing. Le monte-charge "américain" est équipé d'un skip (ou d'une benne) qu'on ne voit pas et qui est chargé à la main par basculement des brouettes. On remarque la tour polygonale qui entoure le H.F. et supporte le gueulard.
En 1895, l'auteur, assistant-professeur à l'Académie d'Artillerie de Saint-Petersbourg, est chargé d'une mission dans l'Oural.
« Dans la région de Goroblagodat, j'ai étudié la production de diverses sortes de fonte produites dans des H.Fx au charbon de bois. De tels fourneaux ne produisaient pas plus de 20000 t de fonte/an et ne pouvaient exister que dans l'Oural, couvert de profondes forêts. Les conditions générales des usines sidérurgiques de l'État étaient très mauvaises ; le désordre et le gaspillage étaient très apparents même à mes yeux inexpérimentés.... Dans beaucoup d'usines, l'un des principaux gaspillages concernait l'utilisation non économique du gaz de H.F. Les H.Fx de Kamenskii et de Kaslinskii (*) n'avaient pas d'équipement pour utiliser le gaz de gueulard et ne chauffaient pas le vent (**). Dans une usine, les ouvriers se moquaient de leur directeur qui ne connaissait même pas la différence entre le minerai et le fondant. Parfois l'inefficacité conduisait à un blocage du H.F., ce qui en langage technique se disait 'avoir une chèvre (§) dans le fourneau'. Quand cela arrivait on ne chargeait ni minerai ni fondant tant que la 'chèvre' n'avait pas été chassée. On essayait différentes choses et parfois le fourneau recommençait à produire, mais certaines fois il refusait de produire et les ouvriers faisaient appel aux saints en descendant une icône dans le H.F.. . Dans l'ensemble dans l'Oural, les usines privées étaient menées plus efficacement que celles de l'État. Les usines de Tagilskii appartenant à DEMIDOV (§§), qui fabriquaient alors beaucoup de rails pour le Transsibérien, étaient particulièrement performantes. »The life of a chemist. Memoirs of Vladimir N. IPATIEFF. 1943. Stanford University Press p.73 et 74. (*) Usine célèbre pour la qualité de ses moulages artistiques en fonte. (**) La fonte au vent froid a été longtemps considérée comme la meilleure pour les moulages. (§) En France c'est le loup ! (§§) Les usines de DEMIDOV étaient généralement considérées comme parmi les meilleures ; cela avait commencé au 18ème s. avec le concours de l'ingénieur des mines français F. LE PLAY, qui les a dirigées pendant quelques années. Vers la fin du 19ème s. elles se distinguaient par l'emploi du (haut) fourneau RASCHETTE de section rectangulaire. L'usine Tagilskii est mieux connue actuellement sous le nom de Nijni-Tagil.

Il s 'agit d'un conflit survenu dans les salles de contrôle des HFx en 1977. Tout d'abord c'est un conflit typique d'un service de HFx : il s'agit de l'équilibre des salaires entre d'une part des techniciens ayant des diplômes, une bonne formation, une responsabilité parfois importante sur la marche du HF, mais travaillant dans de bonnes conditions (salle de contrôle propre, climatisée), et, d'autre part, des fondeurs, souvent peu instruits, mais travaillant dans des conditions très difficiles (poussière, chaleur, bruit, gros risques d'accident). On comprend facilement la difficulté de noter de la même façon deux postes aussi différents et donc l'équilibre en question repose en partie sur des critères subjectifs, que l'un ou l'autre groupe peut remettre en cause à tout moment. Ensuite, à cause de ma position à l'époque (responsable du service des HFx et, en même temps, responsable du HF4), je pense que je n'avais pas été assez attentif à l'état d'esprit du personnel des salles de contrôle. Ce conflit se déroula en deux temps.
En juin 1977, la situation (salaire, niveau hiérarchique) des agents de salle de contrôle est à l'examen au Service du Personnel. Les délégués CFDT demandent d'être informés immédiatement du résultat de l'étude; sur réponse négative, on annonce, "à titre d'avertissement", une "grève administrative" d'une journée (le 17/6), or ces agents ne font pas de gestion administrative, mais des relevés techniques nécessaires pour la marche du HF; pour ne pas envenimer la situation, on laisse faire et ces relevés sont faits en partie par les contremaîtres. Quelques jours après, la CGT pose "de nouveau" les mêmes demandes en prenant rendez-vous avec le Service du Personnel pour une réponse le 24/6. Lors de cette entre-vue, des améliorations de situation sont annoncées; ne correspondant pas aux demandes initiales, elles sont considérées comme "un refus de la direction" pour la CFDT, et si "insuffisantes que l'on peut les considérer comme négatives" par la CGT. C'est alors le déclenchement d'une grève de 24 heures; les CP et les RH (*) sont immédiatement suspendus pour les non-grévistes de façon à permettre d'assurer un minimum de surveillance dans les salles de contrôle des HFx, qui on été arrêtés. Ainsi s'acheva le premier temps.
Le 4/10, en l'absence de la CGT qui avait été invitée, la CFDT présente de nouveau les demandes initiales du personnel des salles de contrôle. Le 19/10, en pleine nuit, dans des conditions qui font l'objet d'une polémique, un délégué du personnel CFDT annonce que les agents des salles de contrôle seront en grève à 13h. Il ne se passe rien à 13h, par contre à 21 h, ces agents se disent en grève, les 3 HFx en marche sont arrêtés plus ou moins bien dans la nuit; le poste du matin du 20/10 se dit en grève pour une durée non précisée. La réaction de la direction de l'usine est immédiate : les HFx sont à l'arrêt, il n'y a plus de fonte, donc plus de travail dans l'usine, le chômage technique (non indemnisé) est décrété pour la majeure partie du personnel de l'usine (environ 8000 personnes). Le 21/10 au matin, des assurances ayant été données sur la reprise du travail des agents de salle de contrôle, la direction rappelle le personnel au travail à 13h ce même jour. Le chômage technique a duré 24h; appelé lock-out par les syndicats, fait l'objet d'une grande agitation syndicale; le retrait du chômage est célébré comme une victoire. En fait, l'affaire était mal partie : il y avait un désaccord évident entre CFDT et CGT sur l'opportunité d'un mouvement, mais surtout, depuis le début de septembre, un harcèlement permanent se déroulait à l'aciérie : de petits groupes qui se relayaient, se mettaient en grève pour 1/4 d'h, désorganisant le travail de l'aciérie, et donc toute la production de l'usine. La direction a probablement cru que ce genre de harcèlement allait se propager aux HFx, d'où sa réaction.
En conclusion les H.Fx ont été arrêtés deux fois pour de courtes périodes, mais dans des conditions qui n'ont pas permis de faire les « préparations d'arrêt » recommandées. Cette situation est toujours dommageable : elle dégrade les résultats de marche (production, qualité de la fonte, consommation de combustible) c.-à-d. la compétitivité immédiate de la batterie. De plus elle a toujours une incidence sur la durée de vie de l'appareil et dans les cas les plus graves, sur la sécurité de son exploitation. Du côté du personnel, il y a eu pour tout le monde la perte d'une journée de travail, et la perte des jours de grève pour ceux qui l'on faite. Tous ces dégât sont loin d'être compensés par les quelques avantages obtenus, d'ailleurs dès le mois de juin.
(*) CP : jour de congé payé. RH : jour de repos donné pour ajuster le nombre d'heures éffectuées par le personnel à feu continu, qui faisait alors 33h33 par semain;
Ci-dessous la salle de contrôle du H.F.3 de Dunkerque telle qu'elle était à l'époque. Le conducteur est Mr B. mari de la dévouée secrétaire du service des H.Fx.